一种用于圆柱电池包的电池自动排版工装的制作方法
本技术涉及排版工装,具体为一种用于圆柱电池包的电池自动排版工装。
背景技术:
1、当前,许多电器产品中都需要用到可充电电池包,而以18650圆柱电池为代表的电池包是使用最为广泛的电池包种类之一,在将多节圆柱电池封装为一个独立的电池包时,需要根据设计需要对电池进行正负极排版,即要使每个位置上的电池具有期望的正负极朝向,然后装入电池包。
2、目前,行业内电池排版大都靠人工操作,效率不高且容易出错,随着电池包生产自动化的产业升级趋势,对自动排版工装的需求也日益迫切,针对上述问题,我们提出一种用于圆柱电池包的电池自动排版工装。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种排版工装,解决了电池排版不高的问题。
3、(二)技术方案
4、为实现以上目的,本实用新型通过以下技术方案予以实现:一种用于圆柱电池包的电池自动排版工装,包括:传送架和设置在传送架处的传送皮带,所述传送皮带的表面放置有多组电池主体,
5、所述传送架的一端设置有排版机构,所述排版机构包括设置在传送架一端的顶升台,所述顶升台的内部设置有两组顶升座,且顶升台的下部设置有驱动顶升座上下移动的气缸。
6、优选的,所述传送架靠近顶升台的一端两侧均设置有侧架,两组所述侧架的上部分别设置有第一抓选板和第二抓选板。
7、优选的,一组所述侧架处设置有第一支撑臂,第一抓选板设置在第一支撑臂处,所述侧架处设置有驱动第一支撑臂移动的驱动器。
8、优选的,所述第一支撑臂与第一抓选板之间设置有第一液压伸缩杆,所述第一液压伸缩杆用于带动第一抓选板移动。
9、优选的,另一组所述侧架处设置有第二支撑臂,第二抓选板设置在第二支撑臂处,所述侧架处设置有驱动第二支撑臂移动的驱动器。
10、优选的,所述第二支撑臂与第二抓选板之间设置有第二液压伸缩杆,所述第二液压伸缩杆用于带动第二抓选板移动。
11、优选的,所述第一抓选板和第二抓选板的一侧均设置有磁铁。
12、优选的,所述传送架的上表面设置有用于电池主体移动限位的定位板。
13、本实用新型公开了一种用于圆柱电池包的电池自动排版工装,其具备的有益效果如下:该一种用于圆柱电池包的电池自动排版工装,既实现圆柱电池的自动化排版功能,同时机构简单实用,保证了工装的制造经济性与运行的高效性、可靠性。
技术特征:
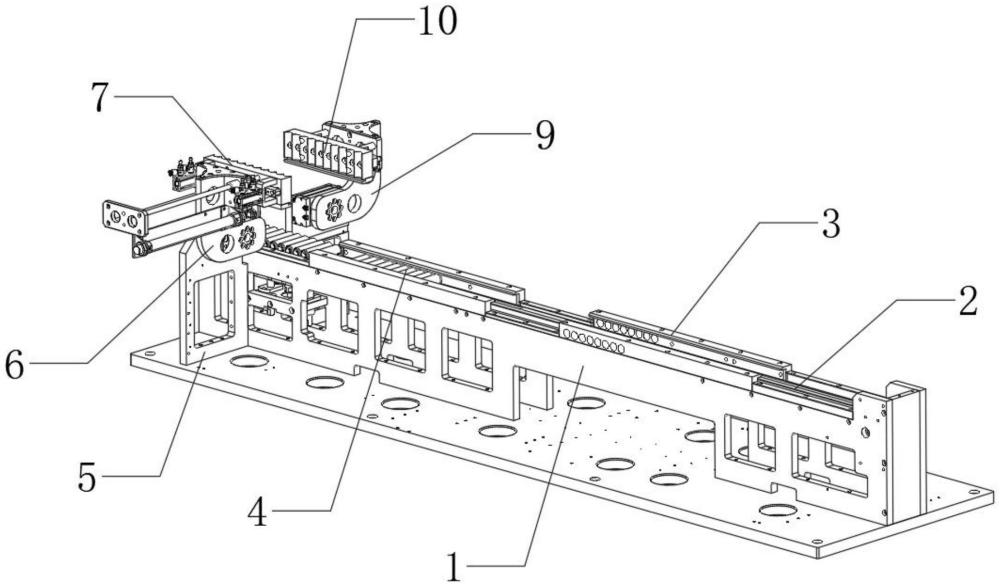
1.一种用于圆柱电池包的电池自动排版工装,包括:传送架(1)和设置在传送架(1)处的传送皮带(2),所述传送皮带(2)的表面放置有多组电池主体(4),其特征在于:所述传送架(1)的一端设置有排版机构;
2.根据权利要求1所述的一种用于圆柱电池包的电池自动排版工装,其特征在于:所述传送架(1)靠近顶升台(13)的一端两侧均设置有侧架(5),两组所述侧架(5)的上部分别设置有第一抓选板(7)和第二抓选板(10)。
3.根据权利要求2所述的一种用于圆柱电池包的电池自动排版工装,其特征在于:一组所述侧架(5)处设置有第一支撑臂(6),第一抓选板(7)设置在第一支撑臂(6)处,所述侧架(5)处设置有驱动第一支撑臂(6)移动的驱动器(501)。
4.根据权利要求3所述的一种用于圆柱电池包的电池自动排版工装,其特征在于:所述第一支撑臂(6)与第一抓选板(7)之间设置有第一液压伸缩杆(8),所述第一液压伸缩杆(8)用于带动第一抓选板(7)移动。
5.根据权利要求4所述的一种用于圆柱电池包的电池自动排版工装,其特征在于:另一组所述侧架(5)处设置有第二支撑臂(9),第二抓选板(10)设置在第二支撑臂(9)处,所述侧架(5)处设置有驱动第二支撑臂(9)移动的驱动器(501)。
6.根据权利要求5所述的一种用于圆柱电池包的电池自动排版工装,其特征在于:所述第二支撑臂(9)与第二抓选板(10)之间设置有第二液压伸缩杆(11),所述第二液压伸缩杆(11)用于带动第二抓选板(10)移动。
7.根据权利要求6所述的一种用于圆柱电池包的电池自动排版工装,其特征在于:所述第一抓选板(7)和第二抓选板(10)的一侧均设置有磁铁(12)。
8.根据权利要求1所述的一种用于圆柱电池包的电池自动排版工装,其特征在于:所述传送架(1)的上表面设置有用于电池主体(4)移动限位的定位板(3)。
技术总结
本技术公开一种用于圆柱电池包的电池自动排版工装,涉及排版工装领域。该装置包括传送架和设置在传送架处的传送皮带,传送皮带的表面放置有多组电池主体,传送架的一端两侧分别设置有抓选板。该一种用于圆柱电池包的电池自动排版工装,既实现圆柱电池的自动化排版功能,同时机构简单实用,保证了工装的制造经济性与运行的高效性、可靠性。
技术研发人员:张志敏
受保护的技术使用者:上海砺工实业有限公司
技术研发日:20240202
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!