二次电池、电池组及电子设备的制作方法
本技术涉及电池,具体涉及二次电池、电池组及电子设备。
背景技术:
1、目前主流的二次电池中的极柱与集流构件的电连接固定方式主要包括扭矩焊和激光焊两种,其中激光焊因为其焊接质量较好、焊接效率较高等优势被广泛采用。
2、激光焊一般为穿透焊,极柱和集流构件之间焊接位置的厚度直接影响穿透焊的焊接质量。由于一般情况下,极柱的厚度要大于集流构件的厚度,因此当极柱与集流构件之间采用激光穿透焊接时,焊接难度较大,焊接过程中容易出现焊穿问题,使得焊渣容易从焊穿位置掉落到电极组件内部,从而会影响电极组件的正常使用,降低二次电池的使用寿命。
技术实现思路
1、鉴于以上现有技术的缺点,本实用新型提供一种二次电池、电池组及电子设备,以改善极柱与集流构件焊接过程,焊渣容易从焊穿位置掉落到电极组件内部,而影响电极组件正常使用的技术问题。
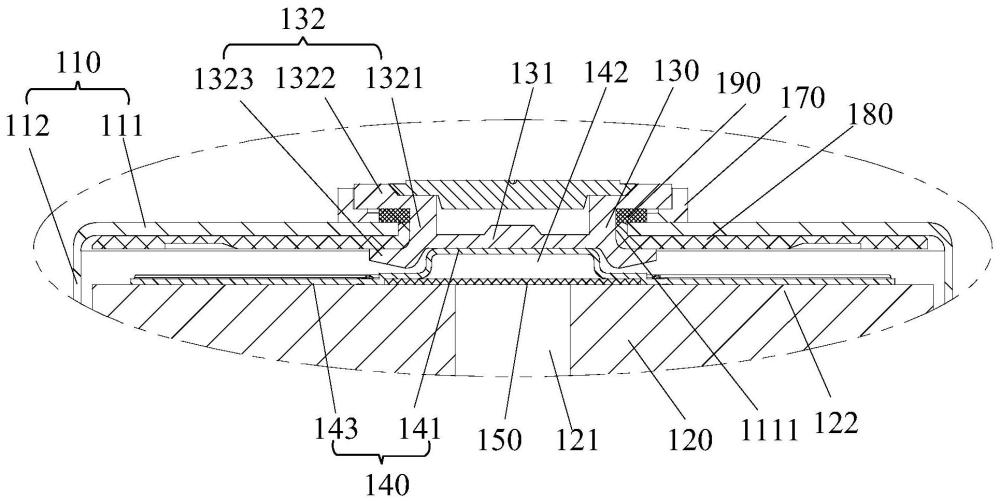
2、为实现上述目的及其它相关目的,本实用新型提供一种二次电池,包括:壳体、电极组件、极柱、集流构件和保护件;壳体包括端壁和围绕端壁的侧壁;电极组件容纳于壳体内;极柱贯穿端壁,且与端壁绝缘,并沿二次电池的高度方向设有减薄区;集流构件至少部分设置在电极组件和端壁之间,并与电极组件电连接;集流构件包括面向极柱凸出的第一凸部,第一凸部与减薄区焊接连接;其中,第一凸部背离减薄区的一侧形成有第一凹部;保护件至少部分设置于集流构件与电极组件之间,并且沿二次电池的高度方向,第一凹部的正投影在保护件的正投影范围内。
3、在本实用新型二次电池一示例中,集流构件还包括环设在第一凸部外周的本体部,本体部与电极组件电连接;本体部与第一凸部固定连接,且本体部的厚度与第一凸部的厚度相接近。
4、在本实用新型二次电池一示例中,沿二次电池的高度方向,第一凸部与本体部的高度差为0.3~5mm。
5、在本实用新型二次电池一示例中,电极组件包括中心孔,沿二次电池的高度方向,保护件的正投影覆盖中心孔,且保护件与电极组件相抵接。
6、在本实用新型二次电池一示例中,沿二次电池的高度方向,本体部面向电极组件的一侧包括向极柱方向凹陷的第二凹部,保护件至少部分容纳在第二凹部内。
7、在本实用新型二次电池一示例中,沿二次电池的高度方向,保护件的一侧与第二凹部的底壁相抵接,另一侧与电极组件相抵接。
8、在本实用新型二次电池一示例中,保护件与集流构件固定连接。
9、在本实用新型二次电池一示例中,保护件为绝缘材质。
10、在本实用新型还提供一种电池组,该电池组包括上述任一的二次电池。
11、本实用新型再提供一种电子设备,该电子设备包括上述的电池组。
12、本实用新型二次电池通过在集流构件上设置第一凸部和第一凹部,进而在集流构件与极柱焊接位置的下方形成了凹腔结构,通过在第一凹部与电极组件之间设置保护件,并使第一凹部的正投影在保护件的正投影范围内,从而使得保护件在凹腔结构的下方形成遮挡;这样设置,当集流构件被焊穿时,焊渣会从焊穿位置掉落到下方的保护件上,并滞留在凹腔结构内,因此可以降低焊渣进入到集流构件下方的电极组件内部的概率,从而可以保证电极组件的正常使用。
技术特征:
1.一种二次电池,其特征在于,包括:
2.根据权利要求1所述的二次电池,其特征在于,所述集流构件还包括环设在所述第一凸部外周的本体部,所述本体部与所述电极组件电连接;所述本体部与所述第一凸部固定连接,且所述本体部的厚度与所述第一凸部的厚度相接近。
3.根据权利要求2所述的二次电池,其特征在于,沿所述二次电池的高度方向,所述第一凸部与所述本体部的高度差为0.3~5mm。
4.根据权利要求1所述的二次电池,其特征在于,所述电极组件包括中心孔,沿所述二次电池的高度方向,所述保护件的正投影覆盖所述中心孔,且所述保护件与所述电极组件相抵接。
5.根据权利要求2所述的二次电池,其特征在于,沿所述二次电池的高度方向,所述本体部面向所述电极组件的一侧包括向所述极柱方向凹陷的第二凹部,所述保护件至少部分容纳在所述第二凹部内。
6.根据权利要求5所述的二次电池,其特征在于,沿所述二次电池的高度方向,所述保护件的一侧与所述第二凹部的底壁相抵接,另一侧与所述电极组件相抵接。
7.根据权利要求1所述的二次电池,其特征在于,所述保护件与所述集流构件固定连接。
8.根据权利要求1所述的二次电池,其特征在于,所述保护件为绝缘材质。
9.一种电池组,其特征在于,包括权利要求1至8中任一项所述的二次电池。
10.一种电子设备,其特征在于,包括权利要求9所述的电池组。
技术总结
本技术提供一种二次电池、电池组及电子设备,该二次电池包括:壳体、电极组件、极柱、集流构件和保护件;壳体包括端壁和侧壁;电极组件容纳于壳体内;极柱贯穿端壁,且与端壁绝缘,并设有减薄区;集流构件设置在电极组件和端壁之间,并与电极组件电连接;集流构件包括第一凸部,第一凸部与减薄区焊接连接;其中,第一凸部背离减薄区的一侧形成有第一凹部;保护件至少部分设置于集流构件与电极组件之间,且第一凹部的正投影在保护件的正投影范围内。本申请中的二次电池,可以改善极柱与集流构件焊接过程,焊渣容易从焊穿位置掉落到电极组件内部,而影响电极组件正常使用的技术问题。
技术研发人员:钱佳,车佩佩
受保护的技术使用者:远景睿泰动力技术(上海)有限公司
技术研发日:20230829
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!