一种熔断器铆接机的制作方法
本技术涉及熔断器铆接的领域,具体涉及一种熔断器铆接机。
背景技术:
1、现在由于电加热管的安全性和使用的便利性,电加热管在各个电器中使用普遍。而热熔断器作为电热管中重要的原件,其加工要求十分严格。目前国内工厂在对热熔断器进行加工时以人工为主,加工效率低低下。同时,目前以机器代替工人进行散料热熔断器的加工手段并不成熟,分开多道工序并配备多套设备,时常会出现废料和卡料的情况,效率有时甚至比工人加工还低。
2、熔断器需要铆接到引棒上,引棒再焊接到电阻丝上。首先就要将熔断器两端引线铆接到内外引棒上,并达到所需的电阻值。常规做法是人工手工一支支单边利用冲床铆接,铆接好后,手工夹持引棒两端测试电阻值。测量后不合格品手工放置到报废盒,合格品放置到合格产品盒,该操作方式由于产品比较小,人工操作很不方便,效率很低,使用冲床铆接存在一定的安全隐患,人工测试电阻值可靠性和稳定性差,同时测量完成后存在混料的风险。为了降低生产成本,提高生产效率和生产合格率,热熔断器的自动化生产和装配是时下亟待解决的问题。
技术实现思路
1、本实用新型的目的在于克服现有技术存在的不足,而提供一种熔断器铆接机,解决现有的热熔断器加工以人工为主,加工效率低,机器加工手段不成熟,自动化程度低的问题。
2、本实用新型的目的是通过如下技术方案来完成的:这种熔断器铆接机,包括:
3、卷带放料机构,用于熔断器卷带原料的放料;
4、熔断器送料切脚机构,接收来自卷带放料机构的卷带原料,将卷带原料单个分料、切脚并输送至熔断器装入机构;
5、引棒上料机构,设置在熔断器装入机构的左右两侧,用于将引棒输送至熔断器装入机构,通过熔断器装入机构组装形成熔断器组件;
6、送料机械手,用于将组装完成的所述熔断器组件输送至铆接检测机构;
7、铆接检测机构,用于铆接组装完成的熔断器组件,并对所述熔断器组件进行长度检测及电阻检测;以及
8、成品下料分选机构,根据铆接检测机构的检测结果,对所述熔断器组件进行分选下料。
9、作为进一步的技术方案,所述引棒上料机构包括设置在熔断器装入机构右侧的右引棒振动盘、右引棒分料机构以及设置在熔断器装入机构左侧的左引棒振动盘、左引棒分料机构,右引棒振动盘内置入右引棒,所述右引棒通过右引棒导槽导入右引棒分料机构,在右推料气缸驱动下进入熔断器装入机构右侧;左引棒振动盘内置入左引棒,所述左引棒通过左引棒导槽导入左引棒分料机构,在左推料气缸驱动下进入熔断器装入机构左侧。
10、作为进一步的技术方案,所述熔断器送料切脚机构包括料带导轨、卷带送料轮、切刀和切刀气缸,料带导轨的一侧朝向卷带放料机构,用于导入卷带原料,卷带原料在卷带送料轮驱动下沿料带导轨移动;料带导轨的另一侧设置由切刀气缸驱动的切刀,用于切下卷带原料上的熔断器,并落入切刀下方的熔断器装入机构内。
11、作为进一步的技术方案,所述料带导轨的一侧通过送料导向板导入卷带原料,料带导轨的另一侧连接废料导向板,用于导出切割后的废料;卷带送料轮由同步电机通过同步带驱动。
12、作为进一步的技术方案,所述铆接检测机构包括长度检测工位、铆接工位、电阻检测工位以及送料机构,所述长度检测工位用于接收来自送料机械手的熔断器组件,并检测所述熔断器组件的长度,所述铆接工位用于对所述熔断器组件进行铆接,所述电阻检测工位用于对铆接完成后的所述熔断器组件进行电阻检测;所述送料机构设于长度检测工位、铆接工位、电阻检测工位之间,使所述熔断器组件在三个工位之间流转。
13、作为进一步的技术方案,所述送料机构包括送料活动板和送料固定座,沿送料固定座的纵向间隔开设若干纵向槽,所述长度检测工位、铆接工位、电阻检测工位对应至少一个纵向槽,并用于容纳所述熔断器组件;沿送料固定座的横向间隔开设横向槽,沿送料活动板的纵向间隔设置若干空隙,使该送料活动板对应置入相应的横向槽内,且该送料活动板在送料气缸组件驱动下沿横向槽横向滑动或上下升降运动。
14、作为进一步的技术方案,所述长度检测工位上设置铆接长度检测机构,所述铆接工位通过铆接定位机构将所述熔断器组件定位在相应的纵向槽内,借助铆接增压缸实现铆压,所述电阻检测工位上设置铆接电阻检测机构,并借助电阻测试仪,进行电阻检测。
15、作为进一步的技术方案,所述成品下料分选机构包括下料推动气缸、成品接料盒、不良品接料盒、料盒驱动气缸以及滑轨组件,成品接料盒和不良品接料盒依次安装在滑轨组件上,在料盒驱动气缸带动下沿滑轨组件滑动,成品下料分选机构设置在所述电阻检测工位后方并与送料固定座上的一个纵向槽对应,下料推动气缸设于该纵向槽的一侧,用于将所述熔断器组件推向位于该纵向槽另一侧的成品接料盒或不良品接料盒内,实现分选。
16、本实用新型的有益效果为:
17、1、将熔断器放料、送切料、引棒上料、铆接检测、成品下料等工序集成在一台设备上,全自动生产,无需人工介入,提供生产效率的同时降低生产成本;
18、2、熔断器的左、右引棒自动完成上料、铆接和检测,相较于人工单边铆接,产品的质量稳定性和产品的一致性更佳;
19、3、电阻自动检测,准确性和可靠性相较于人工检测更高,检测完成后自动分料,确保合格品及不合格品不会发生混料。
技术特征:
1.一种熔断器铆接机,其特征在于,包括:
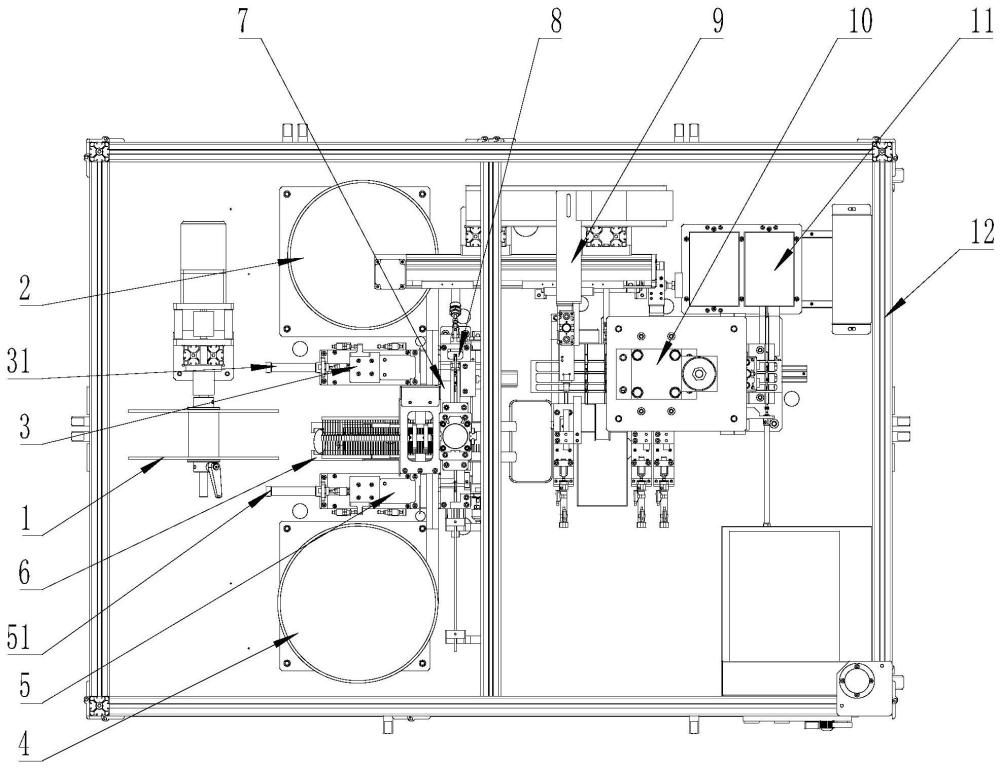
2.根据权利要求1所述的熔断器铆接机,其特征在于:所述引棒上料机构包括设置在熔断器装入机构(7)右侧的右引棒振动盘(2)、右引棒分料机构(3)以及设置在熔断器装入机构(7)左侧的左引棒振动盘(4)、左引棒分料机构(5),右引棒振动盘(2)内置入右引棒,所述右引棒通过右引棒导槽(21)导入右引棒分料机构(3),在右推料气缸(31)驱动下进入熔断器装入机构(7)右侧;左引棒振动盘(4)内置入左引棒,所述左引棒通过左引棒导槽(41)导入左引棒分料机构(5),在左推料气缸(51)驱动下进入熔断器装入机构(7)左侧。
3.根据权利要求1所述的熔断器铆接机,其特征在于:所述熔断器送料切脚机构(6)包括料带导轨(62)、卷带送料轮(63)、切刀(64)和切刀气缸(65),料带导轨(62)的一侧朝向卷带放料机构(1),用于导入卷带原料(16),卷带原料(16)在卷带送料轮(63)驱动下沿料带导轨(62)移动;料带导轨(62)的另一侧设置由切刀气缸(65)驱动的切刀(64),用于切下卷带原料(16)上的熔断器,并落入切刀(64)下方的熔断器装入机构(7)内。
4.根据权利要求3所述的熔断器铆接机,其特征在于:所述料带导轨(62)的一侧通过送料导向板(61)导入卷带原料(16),料带导轨(62)的另一侧连接废料导向板(66),用于导出切割后的废料;卷带送料轮(63)由同步电机通过同步带驱动。
5.根据权利要求1所述的熔断器铆接机,其特征在于:所述铆接检测机构(10)包括长度检测工位、铆接工位、电阻检测工位以及送料机构,所述长度检测工位用于接收来自送料机械手(9)的熔断器组件,并检测所述熔断器组件的长度,所述铆接工位用于对所述熔断器组件进行铆接,所述电阻检测工位用于对铆接完成后的所述熔断器组件进行电阻检测;所述送料机构设于长度检测工位、铆接工位、电阻检测工位之间,使所述熔断器组件在三个工位之间流转。
6.根据权利要求5所述的熔断器铆接机,其特征在于:所述送料机构包括送料活动板(105)和送料固定座(106),沿送料固定座(106)的纵向间隔开设若干纵向槽(107),所述长度检测工位、铆接工位、电阻检测工位对应至少一个纵向槽(107),并用于容纳所述熔断器组件;沿送料固定座(106)的横向间隔开设横向槽(108),沿送料活动板(105)的纵向间隔设置若干空隙,使该送料活动板(105)对应置入相应的横向槽(108)内,且该送料活动板(105)在送料气缸组件(109)驱动下沿横向槽(108)横向滑动或上下升降运动。
7.根据权利要求6所述的熔断器铆接机,其特征在于:所述长度检测工位上设置铆接长度检测机构(101),所述铆接工位通过铆接定位机构(102)将所述熔断器组件定位在相应的纵向槽(107)内,借助铆接增压缸(103)实现铆压,所述电阻检测工位上设置铆接电阻检测机构(104),并借助电阻测试仪(15),进行电阻检测。
8.根据权利要求7所述的熔断器铆接机,其特征在于:所述成品下料分选机构(11)包括下料推动气缸(111)、成品接料盒(112)、不良品接料盒(113)、料盒驱动气缸(114)以及滑轨组件(115),成品接料盒(112)和不良品接料盒(113)依次安装在滑轨组件(115)上,在料盒驱动气缸(114)带动下沿滑轨组件(115)滑动,成品下料分选机构(11)设置在所述电阻检测工位后方并与送料固定座(106)上的一个纵向槽(107)对应,下料推动气缸(111)设于该纵向槽(107)的一侧,用于将所述熔断器组件推向位于该纵向槽(107)另一侧的成品接料盒(112)或不良品接料盒(113)内,实现分选。
技术总结
本技术公开了一种熔断器铆接机,涉及熔断器铆接领域,包括卷带放料机构,用于熔断器卷带原料的放料;熔断器送料切脚机构,接收来自卷带放料机构的卷带原料,将卷带原料单个分料、切脚并输送至熔断器装入机构;引棒上料机构,设置在熔断器装入机构的左右两侧,用于将引棒输送至熔断器装入机构,通过熔断器装入机构组装形成熔断器组件;送料机械手,用于将组装完成的熔断器组件输送至铆接检测机构;铆接检测机构,用于铆接组装完成的熔断器组件,并进行长度检测及电阻检测;以及成品下料分选机构,根据铆接检测机构的检测结果进行分选下料。本技术解决现有热熔断器加工以人工为主,加工效率低,机器加工手段不成熟,自动化程度低的问题。
技术研发人员:姜明镜,胡光明,吴柳飞
受保护的技术使用者:杭州耐思自动化设备有限公司
技术研发日:20231023
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!