顶盖组件、电池单体、电池及顶盖组件的装配方法与流程
本发明涉及电池生产制造,特别是涉及一种顶盖组件、电池单体、电池及顶盖组件的装配方法。
背景技术:
1、电池是为工具提供动力来源的电源,电池中的电池单体通常包括外壳、顶盖及电芯。电芯位于外壳内并由顶盖封装,顶盖包括盖板和贯穿设置在盖板上的极柱,极柱用于将电芯与外界用电设备连接。极柱可以通过设置于盖板顶部的上塑胶件与盖板连接,另外,在盖板和极柱之间还需要设置密封圈,以防止泄漏并在电池单体内形成密闭空间。然而,相关技术的电池单体中,通常会存在上塑胶件占用空间较大,并使得极柱相对于外壳的安装高度较高等问题,造成电池单体占用空间增加,影响了电池的能量密度。
技术实现思路
1、基于此,有必要提供一种极柱的安装高度较低、占用空间较小,且能够提高电池的能量密度的顶盖组件、电池单体、电池及顶盖组件的装配方法。
2、本技术实施例第一方面提供一种顶盖组件,包括:
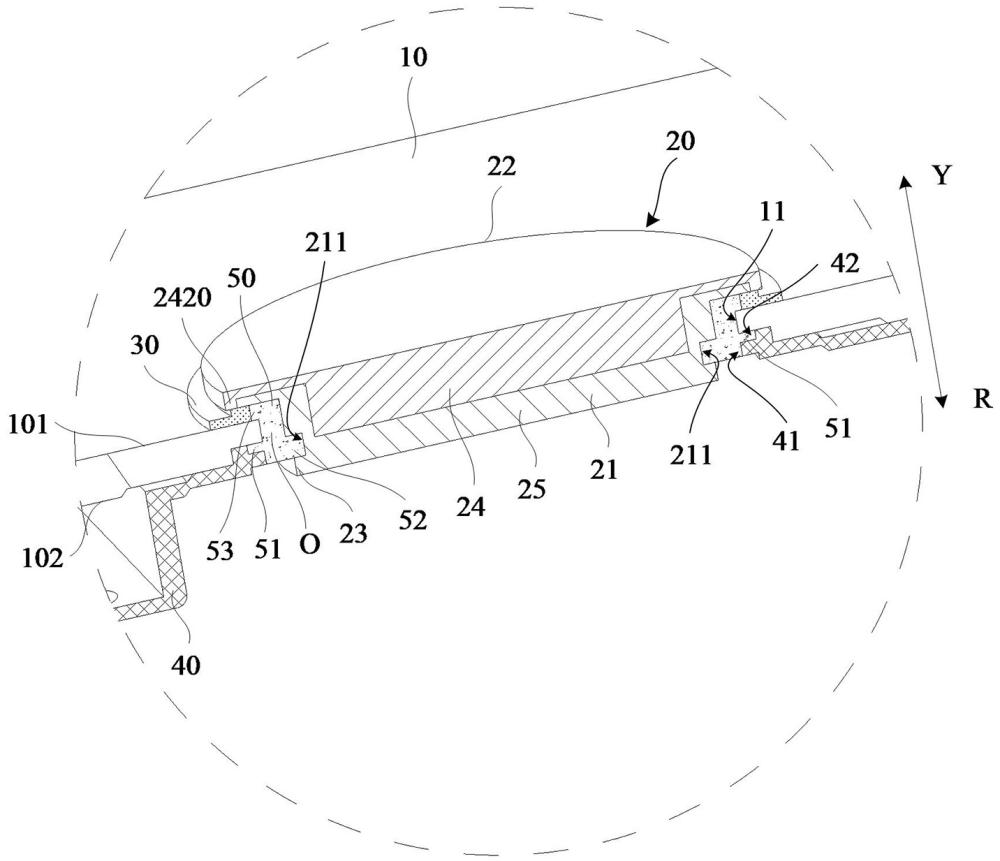
3、盖板和下绝缘件,盖板开设有至少一个沿盖板厚度方向贯穿设置的极柱孔,且盖板包括沿盖板厚度方向相对设置的第一表面和第二表面,下绝缘件设于第二表面;
4、至少一个极柱和至少一个密封圈,极柱与极柱孔一一对应,各极柱包括主体以及设于主体一端的环状的凸缘部,各主体上均套设有一个密封圈,并插设在对应的极柱孔中,各凸缘部通过密封圈密封抵压于盖板的第一表面;以及
5、至少一个限位件,各限位件均绝缘隔离在一组对应的主体与极柱孔之间,且限位件配置为能够将对应的极柱与极柱孔相对固定。
6、在其中一个实施例中,凸缘部位于极柱孔外,密封圈夹设于盖板的第一表面和凸缘部之间。
7、在其中一个实施例中,限位件构造为环状件;
8、极柱、密封圈以及极柱孔的内壁共同限定出一环状容置空间,限位件设于容置空间内。
9、在其中一个实施例中,限位件的外周侧表面和内周侧表面分别设有环状的第一配合部和第二配合部,极柱还包括极柱配合部;
10、极柱配合部抵压在第二配合部的朝向第二方向的端面;
11、第一配合部抵压在盖板的朝向第二方向的一侧,以限制限位件沿第一方向的移动;第一方向由第二表面指向第一表面,第二方向与第一方向相反。
12、在其中一个实施例中,主体的外周面上对应第二配合部的位置开设有极柱配合槽,以在主体的背离凸缘部的端部形成极柱配合部,第二配合部插设至极柱配合槽内。
13、在其中一个实施例中,主体构造为柱状件,极柱配合部构造为环状件,极柱配合部设置于主体外周面。
14、在其中一个实施例中,下绝缘件上设有供极柱和限位件贯穿的避让孔;
15、下绝缘件的避让孔的孔口边缘开设有环状的下绝缘件配合槽,第一配合部插设于下绝缘件配合槽内。
16、在其中一个实施例中,第一配合部抵压于盖板的朝向第二方向的端面。
17、在其中一个实施例中,下绝缘件和盖板的相对的表面中,一者设有多个安装凸起,一者设有多个安装凹槽,多个安装凸起一一对应插设在多个安装凹槽内,一组对应的安装凸起和安装凹槽焊接或过盈配合。
18、在其中一个实施例中,第一配合部隔着下绝缘件的部分结构抵压于盖板的朝向第二方向的端面。
19、在其中一个实施例中,主体的周向至少一个位置设有第一防转部,限位件和极柱孔的内壁上对应第一防转部的位置分别设有第二防转部和第三防转部,第一防转部、第二防转部和第三防转部相互配合,以限制主体、限位件以及极柱孔的相对转动。
20、在其中一个实施例中,限位件的朝向凸缘部的端部还设有第三配合部,第三配合部与第二防转部在极柱的周向上位于相同位置;
21、第三配合部挡设在盖板的第一表面,以限制限位件相对于盖板沿第二方向的位移。
22、在其中一个实施例中,密封圈包括环状的密封圈基体、以及自密封圈基体的外周面向径向外侧延伸的延伸部;延伸部的厚度小于密封圈基体的厚度。
23、在其中一个实施例中,极柱包括内导电件和防腐蚀金属层;
24、防腐蚀金属层至少覆盖内导电件的伸入至极柱孔内的表面。
25、在其中一个实施例中,内导电件包括导电件主体和连接于导电件主体一端的导电件凸缘部;
26、导电件主体和覆盖于导电件主体表面的防腐蚀金属层形成主体,导电件凸缘部、以及覆盖于导电件凸缘部的朝向第二方向的端面的防腐蚀金属层形成凸缘部,第二方向由第一表面指向第二表面;
27、导电件凸缘部的外轮廓边缘设有朝向导电件主体翻折的翻折部;密封圈挡设在翻折部与防腐蚀金属层的交界位置。
28、在其中一个实施例中,下绝缘件上设有供极柱和限位件贯穿的避让孔;
29、第二表面上对应各极柱孔的位置还设有沉孔结构,下绝缘件上对应沉孔结构的局部区域朝向沉孔结构内弯折形成弯折部,以使极柱自避让孔中伸出。
30、本技术实施例第二方面提供一种顶盖组件的装配方法,顶盖组件为前述的顶盖组件,顶盖组件的装配方法包括:
31、将密封圈和极柱安装至盖板,以使各极柱的主体部插设在对应的极柱孔中,各极柱的凸缘部均隔着一密封圈支撑于盖板的第一表面;
32、利用定位工装将凸缘部抵压至盖板的第一表面,以使密封圈处于压缩状态;
33、注塑成型限位件,以将极柱与对应的极柱孔相对固定,并使限位件绝缘隔离在极柱的主体与对应的极柱孔之间。
34、在其中一个实施例中,注塑成型限位件的步骤之前还包括:
35、将下绝缘件安装至盖板的第二表面,并使极柱贯穿下绝缘件上开设的避让孔;
36、注塑成型限位件的步骤具体包括:
37、向限位件、密封圈、极柱孔的内壁以及避让孔的内壁共同限定出的腔体内填充注塑材料并冷却形成限位件,限位件至少部分结构隔着下绝缘件的部分结构抵压于盖板的朝向第二方向的端面,第二方向由第一表面指向第二表面。
38、在其中一个实施例中,注塑成型限位件的步骤具体包括:
39、向限位件、密封圈以及极柱孔的内壁共同限定出的环状容置空间内填充注塑材料并冷却形成限位件;
40、将下绝缘件通过焊接或卡接方式安装至盖板的第二表面,并使极柱贯穿下绝缘件上开设的避让孔。
41、本技术实施例第三方面提供一种电池单体,包括前述的顶盖组件。
42、本技术实施例第四方面提供一种电池,包括至少一个前述的电池单体。
43、上述的顶盖组件、电池单体、电池及顶盖组件的装配方法的有益效果:
44、通过使各极柱的各凸缘部通过密封圈密封抵压于盖板的第一表面,密封圈设置在盖板的朝向电池单体外的一侧,在装配过程中,便于对密封圈是否漏装进行确认,例如,可以通过人工确认或者ccd相机等进行检测,来确保密封圈不会出现漏装的情况。
45、进一步地,限位件配置为能够将对应的极柱与极柱孔相对固定,由此可以将极柱固定在对应的极柱孔中。另外,限位件还绝缘隔离在一组对应的主体与极柱孔之间,如此,一方面可以实现极柱和盖板的相互绝缘隔离,另一方面,限位件夹设在主体和极柱孔之间,并未伸出到盖板的朝向电池单体外侧的一侧,与相关技术中上塑胶件设置在盖板顶部(电池单体外侧)对极柱进行固定的方案相比,并未占据电池单体外部的空间,也不会增加极柱的安装高度,因此能够减少电池单体的占用空间,以增加电池的能量密度。
- 还没有人留言评论。精彩留言会获得点赞!