一种自动排气型透明热缩封帽及其制备方法与流程
1.本技术涉及电线电缆配套用工具技术领域,具体而言,涉及一种自动排气型透明热缩封帽及其制备方法。
背景技术:
2.在现代汽车、轨道交通、潜艇船舶、核电站和航空航天设计制造领域,应用电线电缆的数量和种类日益增多,电气线路的连接也越来越复杂,采取分类集束走线方式使连接问题大为简化又提高效率和可靠性,而在抵抗环境湿度、突发浸水、二次绝缘和蚁虫生物接触短路的能力方面仍未得到满意的结果。尤其在集束线缆绝缘层和护套层的端口、导体连接端子的部位,是最易受到环境湿度、突发浸水而破坏系统供电或中断信息传输的部位。
3.因此在线缆的末端,常需要提供防尘、防潮保护的绝缘封帽,采用简单的热缩材料制作的封帽,经加热后裹在线缆外表面上,但目前的热缩封帽存在诸多问题:(1)现有技术下热缩封帽材质均带颜色,不透明,因为为了露出米标再多制作出近15厘米的线缆,如图8所示,进而会增加使用方的成本;(2)现有技术为pe材质,壁厚,浪费能源,环保性差;(3)现有技术体型大,不方便施工操作;(4)现有技术排气功能繁琐,需要人工操作,浪费人力物力财力;(5)现有技术耐温,耐热收缩能力弱;(6)现有材料不美观,厚重;(7)生产工艺复杂,工序繁琐;(8)使用寿命短,抗冲击强度差;
技术实现要素:
4.本技术的目的在于提供一种自动排气型透明热缩封帽,此热缩封帽具为高透明产品,无需额外加长线缆长度,降低生产成本。
5.本技术的另一目的在于提供一种自动排气型透明热缩封帽的制备方法,整个生产工艺简单,不需要辐照,节能减排。
6.本技术解决其技术问题是采用以下技术方案来实现的。
7.一方面,本技术实施例提供一种自动排气型透明热缩封帽,包括封帽管和与所述封帽管尾端连接的封帽座,所述封帽管的内壁设置有连续的胶体螺纹,所述封帽座上开设有排气孔,所述排气孔上安装有自动排气型阀门,所述自动排气型阀门与所述排气孔密封连接。
8.另一方面,本技术实施例提供一种自动排气型透明热缩封帽的制备方法,包括以下步骤:将二甘醇-间本二甲酸-聚对苯二甲酸乙二醇脂共聚物、抗紫外线uv-p、酚类抗氧剂、相容剂和白油混合,在常温下搅拌均匀,加入注塑机注塑成电缆帽坯,将电缆帽坯放入吹瓶机加热,放入吹瓶机吹制成型,吹制成型后裁剪出所需的规格尺寸,然后在打胶机上进行热熔胶打胶,最后开设排气孔,安装自动排气型阀门即可。
9.相对于现有技术,本技术的实施例至少具有如下优点或有益效果:
10.(1)本技术热缩封帽为高透明产品,能观察到米标,无需额外加长线缆长度,为使用方降低生产成本,并且可以保护米标不会被磨损;
11.(2)本技术为食品级材质、轻便、安全、环保、无毒;
12.(3)本技术采用ip68级防水自动排气阀门,不需要人工操作降低人工操作成本;
13.(4)本技术热缩封帽材料的热收缩性更快,更贴合产品表面,使其更加密封;
14.(5)本技术生产工艺简单,不需要辐照,节能减排;
15.(6)本技术热缩封帽的使用寿命长,有良好的力学性能,冲击强度是其他产品的3-5倍,表面平滑而有光泽,耐蠕变、耐疲劳性、耐摩擦和尺寸稳定性好、耐油、耐脂肪、耐稀酸稀碱,耐大多数溶剂,且有优良的阻水、气、油性能。
附图说明
16.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
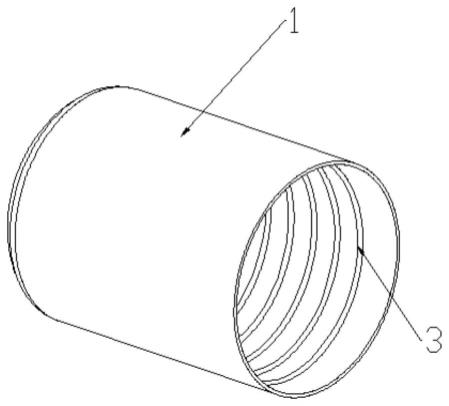
17.图1为本技术实施例自动排气型透明热缩封帽的立体示意图之一;
18.图2为本技术实施例自动排气型透明热缩封帽的立体示意图之一;
19.图3为本技术实施例自动排气型透明热缩封帽的剖视图;
20.图4为本技术实施例自动排气型透明热缩封帽的内部结构示意图;
21.图5为本技术实施例2自动排气型透明热缩封帽的正视图;
22.图6为本技术实施例2自动排气型透明热缩封帽的俯视图;
23.图7为本技术实施例1自动排气型透明热缩封帽的使用图;
24.图8为背景技术中传统封帽的使用图。
25.图标:1-封帽管;2-封帽座;3-胶体螺纹;4-自动排气型阀门;5-收紧件。
具体实施方式
26.为使本技术实施例的目的、技术方案和优点更加清楚,下面将对本技术实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
27.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考具体实施例来详细说明本技术。
28.一种自动排气型透明热缩封帽,包括封帽管1和与所述封帽管1尾端连接的封帽座2,所述封帽管1的内壁设置有连续的胶体螺纹3,所述封帽座2上开设有排气孔,所述排气孔上安装有自动排气型阀门4,所述自动排气型阀门4与所述排气孔密封连接。
29.具有以下特点:(1)本技术热缩封帽为高透明产品,能观察到米标,无需额外加长线缆长度,为使用方降低生产成本,并且可以保护米标不会被磨损;2)本技术为食品级材质、轻便、安全、环保、无毒;(3)本技术采用ip68级防水自动排气阀门,不需要人工操作降低人工操作成本;(4)本技术热缩封帽材料的热收缩性更快,更贴合产品表面,使其更加密封;(5)本技术生产工艺简单,不需要辐照,节能减排;(6)本技术热缩封帽的使用寿命长,有良好的力学性能,冲击强度是其他产品的3-5倍,表面平滑而有光泽,耐蠕变、耐疲劳性、耐摩
擦和尺寸稳定性好、耐油、耐脂肪、耐稀酸稀碱,耐大多数溶剂,且有优良的阻水、气、油性能。
30.在本技术的一些实施例中,封帽管1和所述封帽座2均采用透明材料制成。
31.在本技术的一些实施例中,胶体螺纹3从所述封帽管1的开口端延续至与所述封帽座2的连接位置。
32.在本技术的一些实施例中,胶体螺纹3为热熔性胶体。
33.在本技术的一些实施例中,封帽管1与所述封帽座2的连接段采用圆弧过渡。
34.在本技术的一些实施例中,封帽管1靠近开口的一端外表面设置有收紧件5。
35.在本技术的一些实施例中,收紧件5为尼龙捆扎带,所述尼龙捆扎带的背面与所述封帽管1的外表面固定连接。
36.在本技术的一些实施例中,按重量份剂,上述透明材料的原料为:二甘醇-间本二甲酸-聚对苯二甲酸乙二醇脂共聚物90-95份、抗紫外线uv-p1-3份、酚类抗氧剂1-2份、相容剂2-4份和白油3-7份。
37.本发明中改性的聚对苯二甲酸乙二醇脂共聚物具有优异的耐老化、抗紫外线、耐低温和很好的热收缩性,uv-p抗紫外线性能优良,酚类抗氧剂对环境友好无污染,能有效的防止老化现象,相容剂的加入可以增加聚合物的相容性,使各种原料相互协同,克服单一物料性能方面的不足,形成稳定的结构,白油具有优异的润滑性,方便脱模并减少不良品的出现。
38.本实施例中二甘醇-间本二甲酸-聚对苯二甲酸乙二醇脂共聚物均通过以下制备方法制备而成,实施例中不再一一赘述:将对苯二甲酸己二醇酯(4000g)、间苯二甲酸(2-8%摩尔比)和二甘醇(0.5%质量比)以及催化剂醋酸锑(浓度87.5μg/g)加入反应釜,再加入热稳定剂进行聚合,反应温度为280℃,真空度100pa,反应时间180min,反应结束后通入高纯氮气,加压(0.2mpa)出料即可。
39.一种自动排气型透明热缩封帽的制备方法,包括以下步骤:将二甘醇-间本二甲酸-聚对苯二甲酸乙二醇脂共聚物、抗紫外线uv-p、酚类抗氧剂、相容剂和白油混合,在常温下搅拌均匀,加入注塑机注塑成电缆帽坯,将电缆帽坯放入吹瓶机加热至100℃并吹制成型,吹制成型后裁剪出所需的规格尺寸,然后在打胶机上进行热熔胶打胶,最后开设排气孔,安装自动排气型阀门4即可。
40.以下结合实施例对本技术的特征和性能作进一步的详细描述。
41.实施例1
42.本实施例提供一种自动排气型透明热缩封帽,如图1-图4所示,图1为本技术实施例自动排气型透明热缩封帽的立体示意图之一;图2为本技术实施例自动排气型透明热缩封帽的立体示意图之一;图3为本技术实施例自动排气型透明热缩封帽的剖视图;图4为本技术实施例自动排气型透明热缩封帽的内部结构示意图。
43.该自动排气型透明热缩封帽包括封帽管1,封帽管1的前端开口,封帽管1的尾端连接有封帽座2,形成一端开口一端封闭的结构,封帽管1的内壁设置有连续的胶体螺纹3,胶体螺纹3为热熔性胶体,封帽座2上开设有圆形的排气孔,在本实施例中,排气孔设置在封帽座2的中心位置,排气孔上安装有自动排气型阀门4,自动排气型阀门4与排气孔密封连接。
44.本实施例自动排气型透明热缩封帽的使用过程为:将封帽管1开口的一端往线缆
端部套入,在套入的过程中线缆外表面与封帽管1的内表面接触并相对运动,使得封帽管1内表面的胶体螺纹3均匀涂抹在封帽管1于线缆的接触面上,套设完毕后使用热风枪(或者其他加热方式)对其进行加热处理,使热熔胶熔化,以及热缩帽收缩,将其紧密贴合在线缆的外表面,从而对线缆的端部进行防潮、防水、防灰尘、防油污的保护,其使用图如图7所示。
45.作为另一种实施方式,在上述基础上,本实施例的封帽管1和封帽座2均采用透明材料制成。采用透明材料制成的封帽管1可以清楚看到线缆上的米标,因此不需要再额外增加线缆的长度,不会造成两端米标之外的产品浪费,因此可以降低生产成本,节约能源,符合双碳发展理念。并且封帽座2也采用透明材料,更方便观察线缆端部的情况。
46.作为另一种实施方式,在上述基础上,本实施例的胶体螺纹3从所述封帽管1的开口端延续至与所述封帽座2的连接位置。胶体螺纹3遍布封帽管1的内表面,可以使得在套设过程将热熔胶涂抹在封帽管1内的所有地方,提高与线缆外表面的连接面和密封效果。
47.作为另一种实施方式,在上述基础上,本实施例的封帽管1与所述封帽座2的连接段采用圆弧过渡,圆弧过渡相比于普通的直角过渡更能包裹线缆的端部,并且圆弧状的边角可以更具有防撞性能,增加使用的方便性。
48.实施例2
49.本实施例提供一种自动排气型透明热缩封帽,其与实施例1公开的自动排气型透明热缩封帽大致相同,相同之处不再赘述,不同之处在于:本实施例中的封帽管1靠近开口的一端外表面设置有收紧件5。
50.如图5和图6所示,图5为本技术实施例2自动排气型透明热缩封帽的正视图;图6为本技术实施例2自动排气型透明热缩封帽的俯视图。通过在封帽管1靠近开口的一端外表面设置有收紧件5,在进行套设后,热熔前,对封帽管1的前端进行收紧,一方面对封帽管1起到压制作用,另一方面且更重要的是可以防止在热熔阶段封帽管1的热熔胶从开口处流出,造成接口处脏乱且粘手的现象。
51.作为另一种实施方式,在上述基础上,本实施例的收紧件5为尼龙捆扎带,所述尼龙捆扎带的背面与所述封帽管1的外表面固定连接。尼龙捆扎带的背面与封帽管1胶粘固定(在其他实施例中还可以采用其他固定方式),因此可以防止收紧件5在封帽管1上滑动,采用尼龙捆扎带可以使得收紧更方便。
52.实施例3
53.本实施例提供一种自动排气型透明热缩封帽的制备方法,包括以下步骤:
54.按重量比称取二甘醇-间本二甲酸-聚对苯二甲酸乙二醇脂共聚物93份、抗紫外线uv-p 1份、酚类抗氧剂1份、相容剂2份和白油3份。
55.将二甘醇-间本二甲酸-聚对苯二甲酸乙二醇脂共聚物、抗紫外线uv-p、酚类抗氧剂、相容剂和白油混合,在常温下搅拌20min使其均匀,然后将混合物加入至注塑机注塑成电缆帽坯,将电缆帽坯放入吹瓶机加热并吹制成型,吹制成型后裁剪出所需的规格尺寸,然后在打胶机上进行热熔胶打胶,最后开设排气孔,安装自动排气型阀门4即可制得本实施例的自动排气型透明热缩封帽。
56.实施例4
57.本实施例提供一种自动排气型透明热缩封帽的制备方法,包括以下步骤:
58.按重量比称取二甘醇-间本二甲酸-聚对苯二甲酸乙二醇脂共聚物95份、抗紫外线
5倍,表面平滑而有光泽,耐蠕变、耐疲劳性、耐摩擦和尺寸稳定性好、耐油、耐脂肪、耐稀酸稀碱,耐大多数溶剂,且有优良的阻水、气、油性能。
78.以上所描述的实施例是本技术一部分实施例,而不是全部的实施例。本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1