一种转子总成及其装配装置、装配方法与流程
本发明公开了一种转子总成及其装配装置、装配方法,属于电机转子制备。
背景技术:
1、由于新能源车用电驱追求更好的nvh性能,转子电磁方案一般设计为带斜极角度的形式,键连接可以容易地实现带斜极角度的转子装配,但是键连接存在间隙将影响转子的刚度而降低nvh性能,因此带斜极的光轴转子成为发展趋势。目前,带斜极的光轴转子由于没有键定位,同时过盈量加大,装配过程中转子铁芯在压装过程中姿态稳定性差,无法保证精准的斜极角度,装配效率低。
技术实现思路
1、本发明的目的在于解决现有的带斜极的光轴转子装配过程中转子铁芯在压装过程中姿态稳定性差、无法保证精准的斜极角度且装配效率低的问题,提出一种转子总成及其装配装置、装配方法。
2、本发明所要解决的问题是由以下技术方案实现的:
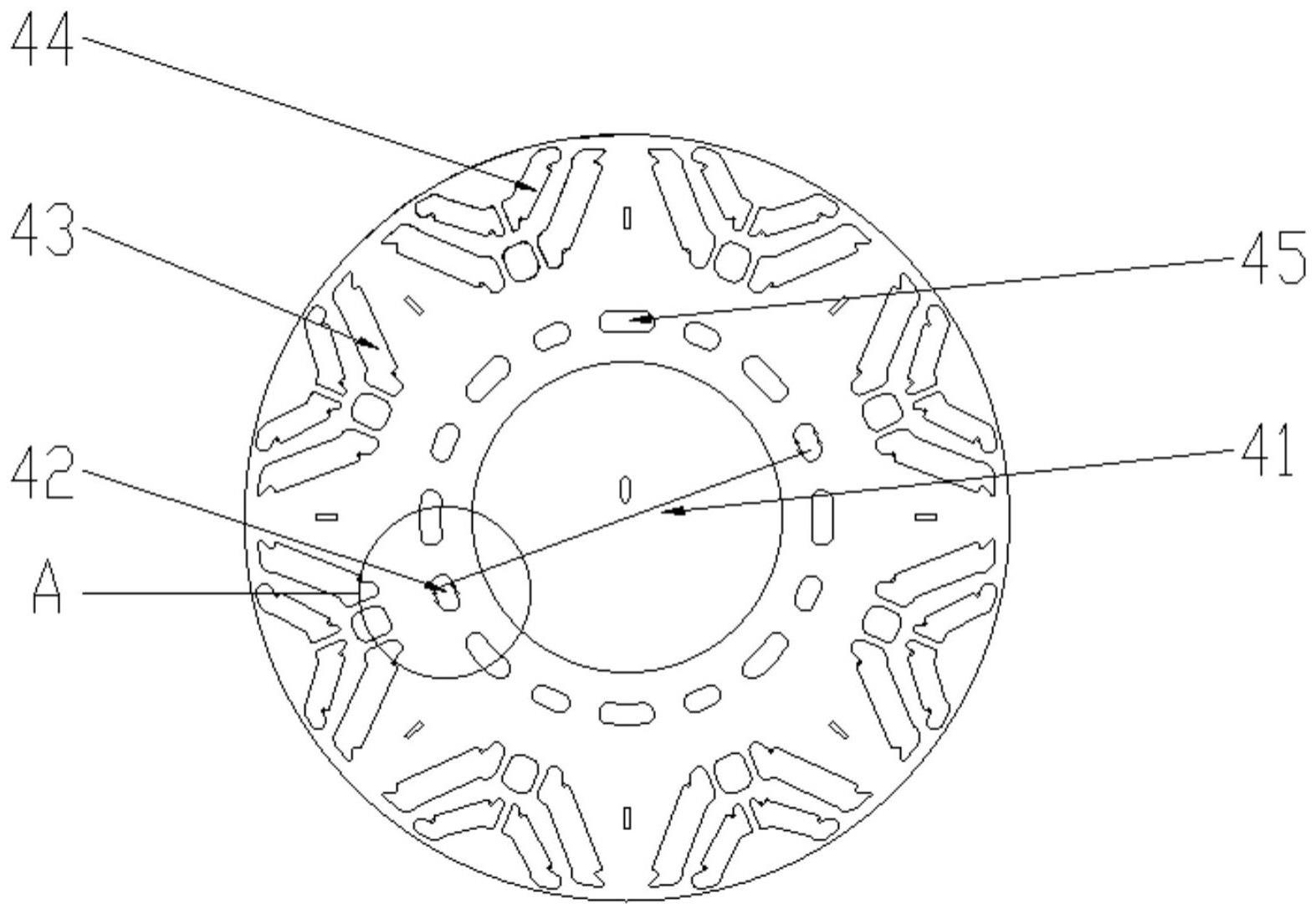
3、根据本发明实施例的第一方面,提供一种转子铁芯,所述转子铁芯的中心孔四周均匀布置有多个三连孔,所述转子铁芯的外沿处设有多层v型磁钢槽,所述多层v型磁钢槽内设置有永磁体,多个所述三连孔之间设有槽孔。
4、优选的是,所述三连孔包括圆心在同一直径的弧线上依次相交的第一销孔、第二销孔和第三销孔,所述第一销孔的切面圆圆心与中心孔相应对称的三连孔中的第三销孔的切面圆圆心连线穿过中心孔的切面圆圆心。
5、优选的是,相邻的两个所述三连孔中第一销孔以中心孔为圆心的夹角为1.5°-3°。
6、优选的是,所述v型磁钢槽的角度为90°-150°。
7、根据本发明实施例的第二方面,提供一种转子总成,包括转轴以及套设在其外圆面上的多个第一方面所述的转子铁芯,多个所述转子铁芯形成v型斜极结构。
8、优选的是,所述v型斜极结构的角度为4.5°-9°。
9、根据本发明实施例的第三方面,提供一种电机,包括:
10、转子总成,所述转子总成为根据第二方面所述的转子总成;
11、定子总成,所述定子总成与所述转子总成配合。
12、根据本发明实施例的第四方面,提供一种车辆,包括根据第三方面所述的电机。
13、根据本发明实施例的第五方面,提供一种转子总成的装配装置,应用于第二方面的转子总成,包括装配工作台总成,所述装配工作台总成由四个连接杆两端分别连接的顶部支撑板和底部工作台,所述底部工作台上设有第一工作台定位孔和第二工作台定位孔,定位底板通过设有底板定位孔和阶梯孔与底部工作台相对应的第一工作台定位孔和第二工作台定位孔通过销钉定位配合;
14、所述顶部支撑板上固定有液压缸,所述液压缸的执行端穿过顶部支撑板与压套法兰连接,所述压套设有中心孔,所述压套上套设有铁芯固定支架,所述铁芯固定支架一面对称布置有引脚,所述铁芯固定支架的一侧平面上设有的螺纹定位孔,所述铁芯固定支架可通过螺纹定位孔与铁芯定位螺栓固定在压套侧面,所述压套另一端设有至少一组销孔,一组所述销孔内插有销钉,所述定位底板上设有两个定位孔,所述阶梯孔的大径端内侧设有与转轴的第一键槽相对应的第二键槽,两个所述定位孔对称设置在阶梯孔周围且能与销钉配合与压套定位。
15、根据本发明实施例的第六方面,提供一种转子总成的装配方法,应用于第五方面所述的转子总成的装配装置,包括:
16、步骤s1,通过第一销钉将所述定位底板的底板定位孔和阶梯孔与底部工作台相对应的第一工作台定位孔和第二工作台定位孔定位配合;
17、步骤s2,将所述压套一组销孔穿入销钉,操作所述液压缸抬起压套(6);
18、步骤s3,将定位键安装在所述转轴的第一键槽内,将所述转轴的外圆面上对准阶梯孔,所述定位键对准第二键槽,完成所述转轴与定位底板的连接;
19、步骤s4,将第一段所述转子铁芯的第一销孔与中心孔相应对称的三连孔中的第三销孔对准压套的一组销孔内装配的两个销钉,并使所述转子铁芯紧靠在压套的端面上,移动所述铁芯固定支架使得引脚吸合在转子铁芯的永磁体上,旋紧所述铁芯定位螺栓;
20、步骤s5,操作所述液压缸推动压套,最终将第一段所述转子铁芯压入转轴的外圆面对应的位置;
21、步骤s4,操作所述液压缸抬起压套,将第二段所述转子铁芯重复上述步骤s4和步骤s5,直至多个转子铁芯全部压入转轴的外圆面对应的位置完成多段斜极光轴转子的装配压装作业。
22、本发明相对于现有而言具有的有益效果:
23、本发明公开了一种转子总成及其装配装置、装配方法,可以实现上压套与定位底板对中精确定位,保证压装的对中精度;可以实现液压缸的上压头与转子铁芯三连孔精确定位,保证精准的斜极角度;同时设有铁芯固定支架可以保证转子铁芯在压装过程中姿态稳定从而操作简便,可有效提升装配效率。
技术特征:
1.一种转子铁芯,其特征在于,所述转子铁芯(4)的中心孔(41)四周均匀布置有多个三连孔(42),所述转子铁芯(4)的外沿处设有多层v型磁钢槽(43),所述多层v型磁钢槽内设置有永磁体(44),多个所述三连孔(42)之间设有槽孔(45)。
2.根据权利要求1所述的一种转子铁芯,其特征在于,所述三连孔(42)包括圆心在同一直径的弧线上依次相交的第一销孔(421)、第二销孔(422)和第三销孔(423),所述第一销孔(421)的切面圆圆心与中心孔(41)相应对称的三连孔(42)中的第三销孔(423)的切面圆圆心连线穿过中心孔(41)的切面圆圆心。
3.根据权利要求1或2所述的一种转子铁芯,其特征在于,相邻的两个所述三连孔(42)中第一销孔(421)以中心孔(41)为圆心的夹角为1.5°-3°。
4.根据权利要求3所述的一种转子铁芯,其特征在于,所述v型磁钢槽的角度为90°-150°。
5.一种转子总成,其特征在于,包括转轴(3)以及套设在其外圆面(31)上的多个权利要求1-4中任一项所述的转子铁芯(4),多个所述转子铁芯(4)形成v型斜极结构。
6.根据权利要求5所述的一种转子总成,其特征在于,所述v型斜极结构的角度为4.5°-9°。
7.一种电机,其特征在于,包括:
8.一种车辆,其特征在于,包括根据权利要求7所述的电机。
9.一种转子总成的装配装置,应用于权利要求5或6所述的转子总成,其特征在于,包括装配工作台总成(1),所述装配工作台总成(1)由四个连接杆(12)两端分别连接的顶部支撑板(11)和底部工作台(13),所述底部工作台(13)上设有第一工作台定位孔(131)和第二工作台定位孔(132),定位底板(2)通过设有底板定位孔(21)和阶梯孔(22)与底部工作台(13)相对应的第一工作台定位孔(131)和第二工作台定位孔(132)通过销钉定位配合;
10.一种转子总成的装配方法,应用于权利要求9所述的转子总成的装配装置,其特征在于,包括:
技术总结
本发明公开了一种转子总成及其装配装置、装配方法,属于电机转子制备技术领域,所述转子铁芯的中心孔四周均匀布置有多个三连孔,所述转子铁芯的外沿处设有多层V型磁钢槽,所述多层V型磁钢槽内设置有永磁体,多个所述三连孔之间设有槽孔。本发明公开了一种转子总成及其装配装置、装配方法,可以实现上压套与定位底板对中精确定位,保证压装的对中精度;可以实现液压缸的上压头与转子铁芯三连孔精确定位,保证精准的斜极角度;同时设有铁芯固定支架可以保证转子铁芯在压装过程中姿态稳定从而操作简便,可有效提升装配效率。
技术研发人员:何大亮,赵佳伟,孟凡胜,丛鹏泉,于波,李兆昊,孙羽,王铁柱,杨欣宝,郭海涛
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!