电机、电机的加工设备、动力总成及车辆的制作方法
本技术涉及电机,特别涉及一种电机、电机的加工设备、动力总成及车辆。
背景技术:
1、电机在工作时会产生热量,所产生热量致使电机温度升高,高温会影响电机的性能。为了实现电机的散热和冷却,通常会在电机转子或定子的内部设置油道,冷却介质流经油道以冷却电机转子或定子。采用这种冷却方式,油道内的冷却介质容易泄露至电机转子和定子之间的气隙,增加了电机的摩擦损耗,造成电机工作效率下降。
技术实现思路
1、本技术提供一种电机、电机的加工设备、动力总成及车辆。
2、第一方面,本技术提供一种电机,所述电机包括转子和定子,所述定子套设于所述转子,所述转子包括多个转子铁芯片和转子注塑套筒。每个所述转子铁芯片包括冷却孔。所述多个转子铁芯片沿所述电机轴向层叠形成转子铁芯,此种层叠组装设计能降低转子铁芯的涡流损耗。所述多个转子铁芯片的冷却孔相连通形成沿所述电机轴向贯穿所述转子铁芯的冷却通道。冷却通道用于冷却转子。所述转子注塑套筒包括转子填充部和外周部,所述转子填充部填充于相邻两个所述转子铁芯片的间隙,所述外周部覆盖于所述转子铁芯的外周面。
3、本技术提供的电机包括转子注塑套筒,转子注塑套筒位于转子铁芯的外周面且部分转子注塑套筒填充至转子铁芯片之间的间隙,转子注塑套筒能够密封转子铁芯的外周面,防止冷却通道内的冷却介质通过转子铁芯片之间的间隙泄露至气隙内,减小了转子转动的摩擦损耗,提高电机的可靠性。另外,转子注塑套筒包括转子填充部和外周部,二者相互配合,不仅对转子铁芯的外周面具有较好的密封效果,且转子填充部能够吸附相邻的转子铁芯片,增强转子注塑套筒与转子铁芯的连接强度,提高了转子注塑套筒与转子铁芯整体的刚度,减少电机运行时的振动及噪音,优化电机的nvh。
4、在一实施方式中,转子注塑套筒为一体化结构。一体化结构增强了转子注塑套筒整体的结构强度,提高了转子注塑套筒的使用寿命,使得转子注塑套筒能够更好地起到密封转子铁芯的外周面的效果。
5、在一种可能的实现方式中,所述转子铁芯的外周面包括多个所述转子铁芯片的外周面,所述转子注塑套筒的外周部覆盖于多个所述转子铁芯片的外周面。外周部将多个转子铁芯片的外周面密封,防止冷却通道内的冷却介质泄露至多个转子铁芯片的外周面,减小了转子转动的摩擦损耗,提高电机的可靠性。
6、在一种可能的实现方式中,所述转子注塑套筒的外周部的外表面的粗糙度小于所述转子的外周面的粗糙度。
7、本技术中,电机包括转子注塑套筒,转子注塑套筒的外周部覆盖于转子的外周面,且外周部的外表面的粗糙度小于转子的外周面的粗糙度。外周部的外表面较为光滑,转子注塑套筒跟随转子转动的风阻较小,所产生的风摩损耗较小,提高了电机的工作效率。另一方面,由于电机的转子外周面套设有外周部,转子外周面可设有一些凹凸的修弧,以提升电机的nvh、降低电机的电磁噪音。
8、在一种可能的实现方式中,所述转子包括碳纤维套筒,所述碳纤维套筒的碳纤维缠绕于所述转子注塑套筒的外周部的外表面。由于外周部的外表面较为光滑,碳纤维缠绕于外周部的外表面可以更好地平均碳纤维对转子的应力,提高了转子的寿命。碳纤维套筒能够增强对电机中转子外周面的密封效果。经过转子注塑套筒和碳纤维套筒的双重阻隔,冷却介质更加难以泄露至气隙,减小了转子转动的摩擦损耗,提高电机的可靠性。
9、在一实施方式中,碳纤维套筒覆盖外周部的全部外表面。外周部的全部外表面均缠绕有碳纤维套筒的碳纤维,可更好地对电机的转子外周面进行密封。
10、在一种可能的实现方式中,所述转子和所述定子之间具有气隙,所述外周部的厚度与所述气隙的宽度的比值大于或等于0.12、且小于或等于1。电机中外周部的厚度与气隙的宽度的比值大于或等于0.12、且小于或等于1,外周部111的厚度适中,一方面使得外周部对电机的转子的外周面能够起到良好的密封效果,冷却通道内的冷却介质难以泄露至气隙中,减小了转子转动的摩擦损耗,提高电机的可靠性。另一方面,电机中外周部的厚度与气隙的宽度的比值适中,使得本技术提供的电机中外周部与定子不会出现相摩擦的现象,且转子与定子之间的气隙不会过大,电机磁阻较小,提高了电机的性能指标。
11、在一种可能的实现方式中,所述转子填充部的厚度与所述外周部的厚度的比值大于0、且小于或等于0.5。电机中转子填充部的厚度与外周部的厚度的比值大于0、且小于或等于0.5,转子填充部的厚度适中,一方面使得转子填充部能够更好地吸附相邻的转子铁芯片,增强转子注塑套筒与转子铁芯的连接强度,提高了转子注塑套筒与转子铁芯整体的刚度,减少电机运行时的振动及噪音,优化电机的nvh。另一方面,电机中转子填充部的厚度与外周部111的厚度的比值适中,使得本技术提供的电机中转子注塑套筒不仅能够更好地附着于转子铁芯,且转子注塑套筒能够对转子铁芯的外周面起到良好的密封效果。
12、在一种可能的实现方式中,沿所述电机径向,所述外周部的厚度大于或等于0.2毫米、且小于或等于0.5毫米。外周部的厚度大于或等于0.2毫米、且小于或等于0.5毫米,使得外周部能够对转子外周面实现较好的密封效果。另外,外周部与定子不会出现相摩擦的现象,且转子与定子之间的气隙不会过大,电机磁阻较小,提高了电机的性能指标。
13、在一种可能的实现方式中,沿所述电机径向,所述转子填充部的厚度大于0毫米、且小于或等于0.1毫米。转子填充部的厚度大于0毫米、且小于或等于0.1毫米,使得转子填充部可以兼顾增强转子注塑套筒与转子铁芯的连接强度及不影响冷却介质流通的效果。一方面,转子填充部有足够的厚度能够吸附相邻的转子铁芯片,增强转子注塑套筒与转子铁芯的连接强度,提高转子注塑套筒与转子铁芯整体的刚度,减少电机运行时的振动及噪音,优化电机的nvh。另一方面,电机中转子填充部不会延伸至冷却孔而导致冷却通道堵塞,即转子填充部不会影响冷却介质在冷却通道内的正常流通。
14、在一实施方式中,沿电机径向,冷却通道与转子外周面的距离大于或等于转子填充部的厚度。冷却通道与转子填充部间隔设置,以防止转子填充部堵塞冷却通道。
15、在一实施方式中,电机的气隙的宽度大于或等于0.5毫米、且小于或等于1.5毫米。
16、在一实施方式中,沿电机径向,外周部与定子之间的距离大于或等于0.5毫米、且小于或等于1.5毫米。
17、在一实施方式中,电机中转子的外径大于或等于90毫米、且小于或等于130毫米。
18、在一实施方式中,转子的外径与外周部的厚度的比值大于或等于180,且小于或等于650。
19、在一实施方式中,转子的外径与转子填充部的厚度的比值大于或等于900。
20、在一种可能的实现方式中,所述定子包括多个定子铁芯片和定子注塑套筒。每个所述定子铁芯片内周面包括槽口,所述多个定子铁芯片沿所述电机轴向层叠设置形成定子铁芯,所述多个定子铁芯片的槽口相连通形成沿所述电机轴向贯穿所述定子铁芯的定子槽;所述定子注塑套筒包括定子填充部和内周部,所述定子填充部填充于相邻两个所述定子铁芯片的间隙,所述内周部覆盖于所述定子铁芯的内周面。
21、本技术中,定子注塑套筒用于防止定子槽内的冷却介质进入气隙。定子注塑套筒包括相连接的定子填充部和内周部。内周部覆盖槽口的缺口,内周部与定子槽围设形成用于冷却介质流通的通道。内周部将定子铁芯的内周面密封,使得本技术提供的电机能够在定子槽内通入冷却介质,以冷却定子。且由于内周部覆盖定子铁芯的内周面,内周部将定子槽内的冷却介质与气隙隔离,定子槽内的冷却介质难以泄露至气隙,减小了转子转动的摩擦损耗,提高电机的可靠性。
22、本技术中,定子填充部位于定子铁芯内。至少部分相邻两个定子铁芯片的间隙填充有定子填充部。定子填充部不仅增强了定子注塑套筒对定子铁芯的内周面的密封效果,且定子填充部能够吸附相邻的定子铁芯片,增强定子注塑套筒与定子铁芯的连接强度,提高了定子注塑套筒与定子铁芯整体的刚度,减少电机运行时的振动及噪音,优化电机的nvh。
23、在一实施方式中,定子注塑套筒为一体化结构。一体化结构增强了定子注塑套筒整体的结构强度,提高了定子注塑套筒的使用寿命,使得定子注塑套筒能够更好地起到密封定子铁芯的内周面的效果。
24、在一实施方式中,定子铁芯的内周面包括多个定子铁芯片的内周面,定子注塑套筒的内周部覆盖于多个定子铁芯片的内周面。内周部将多个定子铁芯片的内周面密封,防止冷却介质泄露至气隙,减小了电机的摩擦损耗,提高电机的可靠性。
25、在一实施方式中,定子注塑套筒的内周部的内表面的粗糙度小于定子的内周面的粗糙度。内周部的内表面较为光滑,减小了电机工作时的风阻。电机风摩损耗较小,提高了电机的工作效率。另外,由于电机中内周部的内表面较为光滑,可以提升电机的nvh。
26、在一种可能的实现方式中,所述转子和所述定子之间具有气隙,所述内周部的厚度与所述气隙的宽度的比值大于或等于0.12、且小于或等于1。一方面使得内周部对电机的定子的内周面能够起到良好的密封效果,定子槽内的冷却介质难以泄露至气隙中,减小了电机的摩擦损耗,提高电机的可靠性。另一方面,电机中内周部的厚度与气隙的宽度的比值适中,使得本技术提供的电机中内周部与外周部不会出现相摩擦的现象,且转子与定子之间的气隙不会过大,电机磁阻较小,提高了电机的性能指标。
27、在一种可能的实现方式中,所述定子填充部的厚度与所述内周部的厚度的比值大于0、且小于或等于0.5。一方面使得定子填充部能够更好地吸附相邻的定子铁芯片,增强定子注塑套筒与定子铁芯的连接强度,提高了定子注塑套筒与定子铁芯整体的刚度,减少电机运行时的振动及噪音,优化电机的nvh。另一方面,电机中定子填充部的厚度与内周部的厚度的比值适中,使得本技术提供的电机中定子注塑套筒不仅能够更好地附着于定子铁芯,且定子注塑套筒能够对定子铁芯的内周面起到良好的密封效果。
28、在一种可能的实现方式中,沿所述电机径向,所述内周部的厚度大于或等于0.2毫米、且小于或等于0.5毫米。使得内周部能够对定子内周面实现较好的密封效果。另外,内周部与外周部不会出现相摩擦的现象,且转子与定子之间的气隙不会过大,电机磁阻较小,提高了电机的性能指标。
29、在一种可能的实现方式中,沿所述电机径向,所述定子填充部的厚度大于0毫米、且小于或等于0.1毫米。使得定子填充部可以兼顾增强定子注塑套筒与定子铁芯的连接强度及不影响冷却介质流通的效果。一方面,定子填充部有足够的厚度能够吸附相邻的定子铁芯片,增强定子注塑套筒与定子铁芯的连接强度,提高定子注塑套筒与定子铁芯整体的刚度,减少电机运行时的振动及噪音,优化电机的nvh。另一方面,电机中定子填充部不会过多占用定子槽的空间,定子槽可容纳更多冷却介质,保证冷却介质对定子铁芯的冷却效果。
30、在一种可能的实现方式中,沿所述电机径向,所述内周部与所述外周部之间的间距大于或等于0.5毫米、且小于或等于1.5毫米。外周部与内周部之间有足够的距离,以防止外周部与内周部出现相摩擦的现象。另外,本技术提供的电机中外周部与内周部之间的距离小于或等于1.5毫米,电机磁阻较小,提高了电机的性能指标。
31、在一实施方式中,电机中定子的内径大于或等于毫米、且小于或等于150毫米。
32、在一实施方式中,定子的内径与内周部的厚度的比值大于或等于200、且小于或等于750。
33、在一实施方式中,定子的内径与定子填充部的厚度的比值大于或等于1000。
34、在一种可能的实现方式中,所述转子注塑套筒或所述定子注塑套筒中的至少一个的材质包括环氧树脂。环氧树脂材料的耐油性好,转子注塑套筒或定子注塑套筒中的至少一个的材质包括环氧树脂,使得转子注塑套筒或定子注塑套筒能够更好地防止冷却介质进入气隙,提高对转子外表面或定子内表面的密封性。另外,环氧树脂为热固性树脂,环氧树脂便于注塑形成转子注塑套筒或定子注塑套筒,便于转子注塑套筒或定子注塑套筒的制备加工。
35、在一实施方式中,转子注塑套筒的材质包括环氧树脂。
36、在一实施方式中,定子注塑套筒的材质包括环氧树脂。
37、在一实施方式中,转子注塑套筒和定子注塑套筒的材质均包括环氧树脂。
38、第二方面,本技术还提供一种电机,所述电机包括转子和定子,所述定子套设于所述转子,所述定子包括多个定子铁芯片和定子注塑套筒。每个所述定子铁芯片内周面包括槽口,所述多个定子铁芯片沿所述电机轴向层叠设置形成定子铁芯,所述多个定子铁芯片的槽口相连通形成沿所述电机轴向贯穿所述定子铁芯的定子槽;所述定子注塑套筒包括定子填充部和内周部,所述定子填充部填充于相邻两个所述定子铁芯片的间隙,所述内周部覆盖于所述定子铁芯的内周面。
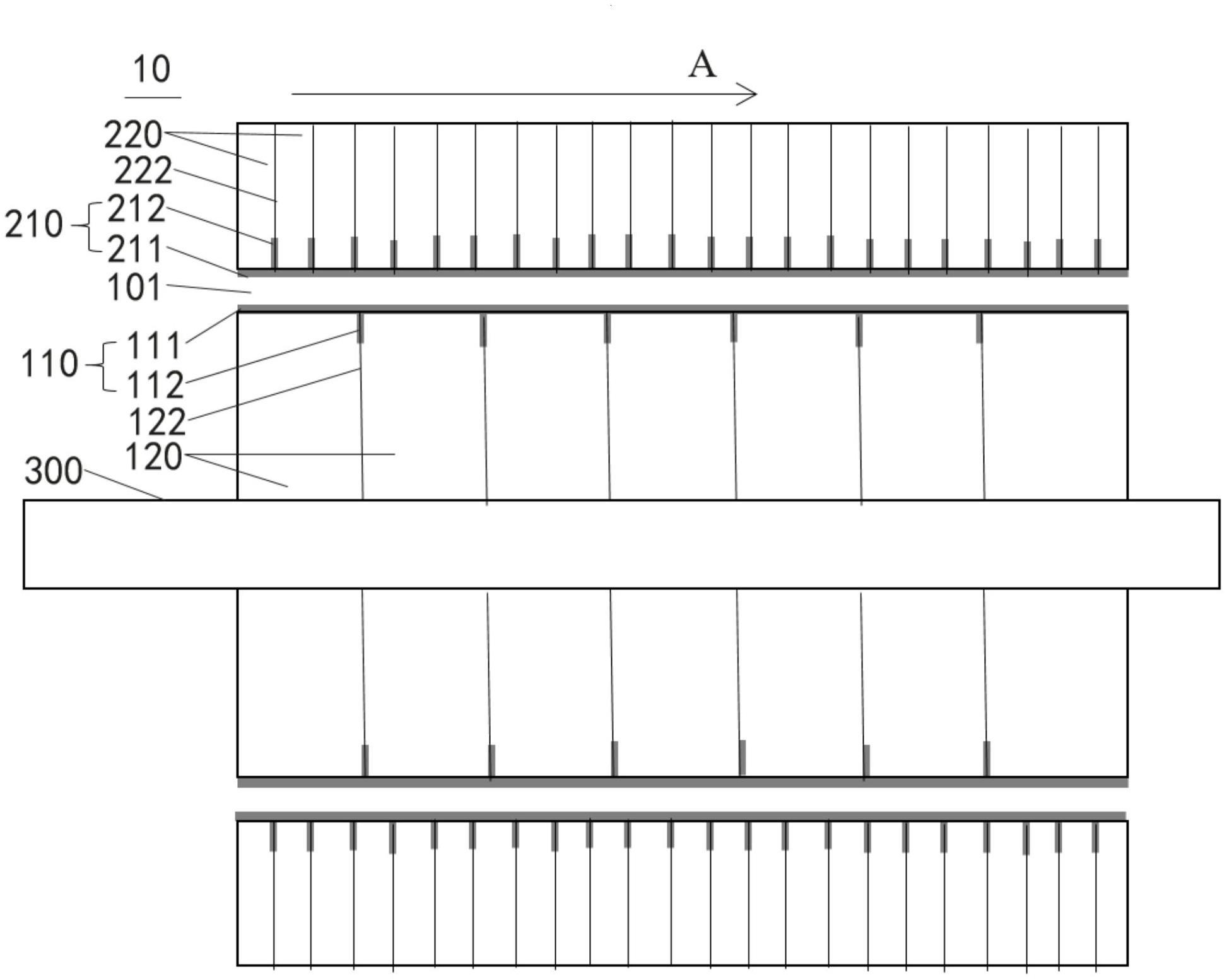
39、第三方面,本技术提供一种电机的加工设备,所述加工设备用于为电机加工转子注塑套筒或定子注塑套筒中的至少一种,所述电机包括定子和转子,所述加工设备包括层叠设置的第一模具、第二模具和第三模具;所述第一模具和所述第三模具分别用于夹持所述定子和所述转子中的至少一个沿所述电机轴向的两个端面,所述第二模具用于与所述定子的内周面或者用于与所述转子的外周面间隔设置,以在所述第二模具与所述定子的内周面之间输送注塑料以形成定子注塑套筒,或者在所述第二模具与所述转子的外周面之间输送注塑料以形成转子注塑套筒。
40、在一实施方式中,加工设备用于为转子加工转子注塑套筒。第一模具和第三模具分别用于夹持转子沿电机轴向的两个端面,一方面可以固定转子,便于注塑。另一方面,第一模具和第三模具分别覆盖转子沿电机轴向的两个端面,防止注塑料注塑至转子的两个端面上。第二模具套设于转子的外周面且与转子的外周面间隔设置。注塑料注入第二模具与转子的外周面之间的空腔可以在转子的外周面形成转子注塑套筒。其中,第二模具为两端具有开口的筒状结构,第二模具的内径大于转子的外径。转子可以自第二模具端面的开口放置入第二模具内。
41、在一实施方式中,加工设备用于为定子加工定子注塑套筒。第一模具和第三模具分别用于夹持定子沿电机轴向的两个端面,一方面可以固定定子,便于注塑。另一方面,第一模具和第三模具分别覆盖定子沿电机轴向的两个端面,防止注塑料注塑至定子的两个端面上。定子套设于第二模具的外周面且与第二模具的外周面间隔设置。注塑料注塑至第二模具与定子的内周面之间的空腔以形成定子注塑套筒。其中,定子为两端具有开口的筒状结构,第二模具的内径小于定子的外径,第二模具可以自定子端面的开口放置入定子内。
42、在一种可能的实现方式中,所述第一模具、第二模具、所述第三模具共同用于与所述定子的内周面或者所述转子的外周侧面围设成注塑腔,所述第一模具、第二模具和第三模具中的至少一个包括与所述注塑腔连通的注塑通道,所述注塑通道用于向所述注塑腔输送注塑料以形成转子注塑套筒或定子注塑套筒。
43、在一实施方式中,第一模具、第二模具、第三模具与转子的外周面围设形成注塑腔。液体的注塑料注塑至第二模具与转子的外周面之间的注塑腔以固化形成转子注塑套筒的外周部。部分注塑料自转子的外周面渗透至转子内,以在相邻的转子铁芯片之间形成转子注塑套筒的转子填充部。
44、在一实施方式中,第一模具、第二模具、第三模具与定子的内周面围设形成注塑腔。液体的注塑料注塑至第二模具与定子的内周面之间的注塑腔以固化形成定子注塑套筒的内周部。部分注塑料自定子的内周面渗透至定子内,以在相邻的定子铁芯片之间形成定子注塑套筒的定子填充部。
45、在一实施方式中,加工设备包括两个或两个以上注塑腔,以提高注塑效率。
46、在一实施方式中,注塑通道设置于第一模具。在一实施方式中,第一模具、第二模具和第三模具的排布方向为重力方向,注塑通道位于重力方向的较高处。注塑料通过注塑通道进入注塑腔内,依靠重力填充注塑腔。这种自上而下的注塑方式阻力较小,节省能源。
47、在一实施方式中,注塑通道设置于第二模具。在一实施方式中,第二模具包括多个注塑通道,以缩短注塑时间。在一实施方式中,沿第一模具、第二模具和第三模具的排布方向,注塑通道位于第二模具中部位置。
48、第四方面,本技术提供一种动力总成,所述动力总成包括变速箱和如上任一项所述的电机或如上所述的电机的加工设备加工制得的电机,所述变速箱包括动力输入轴,所述电机的电机轴与所述动力输入轴传动连接,用于向所述动力输入轴传输动力。
49、第五方面,本技术提供一种车辆,所述车辆包括车架和如上所述的动力总成,所述动力总成安装于所述车架。
- 还没有人留言评论。精彩留言会获得点赞!