多功能电子器件外壳及其制备方法与流程
1.本发明属于电子器件设计加工领域。具体地,本发明涉及多功能电子器件外壳及其制备方法。
背景技术:
2.科技的发展促使越来越多的电子产品向移动终端迈进,同时电子产品也向更加智能化、更高集成度、更强功能方向发展。
3.现在的便携式电子设备需要集多种功能于一体,这种多功能一体化的设计在为用户带来更多方便的同时,电子电器产品的功耗也在不断提升。而另一方面,电子电器产品的设计要求越来越轻薄,这给电子电器产品的散热带来了很大的挑战。
4.此外,随着5g技术的到来,万物互联成为必然。电子电器产品需要具有优异的稳定的信号穿透性能。万物互联使电子电器产品不仅仅提供满足生活需要的功能需求,更需要与生活的方方面面实现无缝衔接,比如产品需要与环境相融合,以及针对个性化需求对产品进行模块化设计等等。这些要求都对电子电器产品的设计和选材提出了更高的要求,即满足轻薄小巧又满足多样化的需求。
5.在现有产品技术方案下,wifi、无线充电等电子功能的集成设计存在以下技术壁垒:1) 电磁干扰使各功能无法实现稳定可靠,而避免电磁干扰的途径通常为采用更大的空间距离或额外增加电磁屏蔽部件,这些方案无疑都在很大程度上限制了产品的设计自由度、提升了成本,也不符合产品设计轻薄化趋势。
6.2) 轻薄设计下散热问题无法得到有效解决。现有的散热解决方案多为金属散热方案,其无法实现轻薄设计。现有技术也有通过高导热塑料进行散热的技术,但高导热塑料较脆,外观性能不良,无法满足产品加工及使用中的结构强度和美观要求。
7.cn103140064a 公开了一种壳体的设计方法及包括该壳体的电子设备。将壳体设置为由位于外层的非导热材料的结构层和位于内侧且利于散热的导热层组成,结构层和导热层之间层叠设置。该设计改善了电子设备壳体散热效果,从而提高了产品的可靠性并延长产品的使用寿命。但该电子产品并未整合wifi与无线充电等电子功能。
8.此外,可持续发展与循环经济作为当今各行业的热门话题,在各国国家政策的要求以及引导下,对各行业提出了更高的要求。比如中国制定了2060年实现碳中和的目标。作为原材料需求四大产业之一的电子电器产业,对全球可持续发展和循环经济非常重要。2019年,全球电子垃圾产生量中仅有17.4%的电子废弃物被回收,离国家制定的可持续发展的目标尚有很大差距。
9.现有多功能集成电子设备外壳不能满足散热性能、信号传输良好等各种技术要求。此外,目前的电子设备外壳设计,对电子设备与循环利用仍然具有挑战性。
10.因此,开发既能满足基本性能要求又具有可持续发展的集成电子电器外壳成为一个急需解决的技术问题。
技术实现要素:
11.本发明的一个目的是提供一种电子器件外壳,其集成多种功能部件并具有良好的散热性能和信号传输性能。
12.本发明的另一目的是提供一种电子器件外壳,其满足可持续发展的要求。
13.本发明的另一个目的是提供一种制备上述电子器件外壳的方法。
14.因此,根据第一方面,本发明提供一种多功能电子器件外壳,其特征在于,包括:上盖,其包括由平面导热率小于1.5w/mk、相对介电常数(dk)小于5.0并且表面电阻大于10
11
ω的热塑性材料形成的第一层,所述第一层厚度在0.8mm-1.5mm范围内并且其上集成有至少两种功能部件;和与上盖固定在一起以形成内部空间的下盖,其包括由平面导热率在0.25w/ mk-1.5w/ mk范围内的热塑性材料形成的第二层,所述第二层的厚度在2mm-4mm范围内;所述多功能电子器件外壳包含至少90重量%的热塑性材料,相对于所述电子器件外壳的总重量计,按照ul94-2015测定,所述上盖的阻燃等级达到hb或更高,所述平面导热率按照astm1461-01(2001)进行测定,所述相对介电常数按照iec61189-2-721:2015采用spdr法在5.0ghz频率下进行测定,所述表面电阻按照iso3915-1999进行测定。
15.根据第二方面,本发明提供一种制备上述外壳的方法,其特征在于,包括:i) 形成包括所述第一层和任选的装饰层的上盖并将所述功能部件集成到所述第一层上;ii) 形成包括所述第二层和任选的散热件的下盖;和iv) 任选将所述上盖与所述下盖固定在一起以形成内部空间。
16.根据第三方面,本发明提供一种多功能电子器件,其包括上述外壳。
17.本发明的多功能电子器件外壳通过上盖的薄层设计以及上下盖的材料选择实现了良好的散热性能与信号传输性能,同时本发明的多功能电子器件外壳通过上盖实现了至少两种功能部件的集成,实现了电子器件的小型化与轻薄化。此外,本发明的多功能电子器件外壳的至少90重量%组成材料为热塑性材料,因此使材料的回收利用相比于金属散热下盖方案变得更简便,回收能耗更少。
附图说明
18.下面结合附图对本发明进行更详细地说明和解释,在附图中相同的附图标记表示相同的要素。
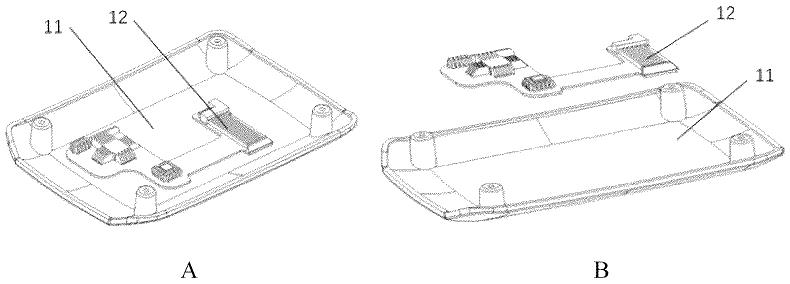
19.图1显示了根据本发明的一种实施方案的多功能电子器件外壳的下盖示意图,其中,a为整体图,b为分解图,11:第二层,12:散热件。
20.图2显示了根据本发明的一种实施方案的多功能电子器件外壳的照片,其中,21:第一层,22:氛围灯匀光件,23:第二层,24:多功能电子器件开关,25:氛围灯开关,26:无线充电指示。
21.图3显示了根据本发明的一种实施方案的多功能电子器件外壳的示意图,其中,a
为整体图,b为分解图,31:第一层,32:装饰层,33:氛围灯匀光件,34:第二层;35:散热件,36:多功能电子器件开关,37:无线充电指示,38:氛围灯开关, 39:天线。
22.图4显示了根据本发明的一种实施方案的多功能电子器件的示意图,其中,a为整体图,b为分解图, 41:第一层,42:装饰层,43:氛围灯匀光件,44:第二层;45:散热件,46:多功能电子器件开关,47:无线充电指示,48:氛围灯开关,49:天线,410:wifi模块,411:pcb组件。
23.图5显示了实施例1中所制备的多功能电子器件外壳的示意图,其中,a为整体图,b为分解图,51:第一层,52:氛围灯匀光件,53:多功能电子器件开关,54:氛围灯开关,55:无线充电指示,56:天线,57:第二层,58:散热件。
24.图6显示了实施例2中所制备的多功能电子器件外壳的示意图,其中,a为整体图,b为分解图,61:第一层,62:装饰层,63:氛围灯匀光件,64:多功能电子器件开关,65:氛围灯开关,66:无线充电指示,67:天线;68:第二层。
具体实施方案
25.现在参考附图以说明的目的而非限制地描述本发明的一些具体实施方案。
26.根据第一方面,本发明提供一种多功能电子器件外壳,其特征在于,包括:上盖,其包括由平面导热率小于1.5w/ mk、相对介电常数(dk)小于5.0并且表面电阻大于10
11
ω的热塑性材料形成的第一层,所述第一层厚度在0.8mm-1.5mm范围内并且其上集成有至少两种功能部件;和与上盖固定在一起以形成内部空间的下盖,其包括由平面导热率在0.25w/ mk-1.5w/ mk范围内的热塑性材料形成的第二层,所述第二层的厚度在2mm-4mm范围内;所述外壳包含至少90重量%的热塑性材料,相对于所述外壳的总重量计,按照ul94-2015测定,所述上盖的阻燃等级达到hb或更高,所述平面导热率按照astm1461-01(2001)进行测定,所述相对介电常数按照iec61189-2-721:2015采用spdr法在5.0ghz频率下进行测定,所述表面电阻按照iso3915-1999进行测定。
27.优选地,所述上盖还包括在所述第一层的外表面上且至少部分覆盖第一层的装饰层,其由平面导热率小于0.25w/mk、相对介电常数(dk)小于5.0并且表面电阻大于10
11
ω的热塑性材料形成且厚度在0.8mm-1.2mm范围内,所述平面导热率按照astm1461-01(2001)进行测定,所述相对介电常数按照iec61189-2-721:2015采用spdr法在5.0ghz频率下进行测定,所述表面电阻按照iso3915-1999进行测定。
28.在本技术中,术语“内表面”是指朝向电子器件内部空间的表面。
29.在本技术中,术语“外表面”是指朝向电子器件外部环境的表面。
30.用于形成所述第一层和所述装饰层的热塑性材料可例如为聚碳酸酯、聚碳酸酯/丙烯腈-丁二烯-苯乙烯(pc/abs)共混物,例如可购自科思创聚合物(中国)公司的makrolon
®
或bayblend
®
系列产品。
31.作为用于形成所述第一层和所述装饰层的热塑性材料,可提及由科思创聚合物(中国)公司以商品名为makrolon
®
fr6005hf、makrolon
®
fr6005r50、bayblend
®
fr3040w
销售的聚碳酸酯。
32.用于形成所述第一层和所述装饰层的热塑性材料的信号穿透能力强,从而可实现电子元件例如wifi、无线充电等的信号传输要求。根据本发明的多功能电子器件外壳的信号穿透率为95%以上。
33.优选地,用于形成所述第一层和所述装饰层的热塑性材料的阻燃性能优异(例如,按照ul94-2015测定,其在0.8mm-1.5mm厚度下的阻燃等级可达到v0),从而可提供多功能电子器件高能耗、高发热量下的安全保障。
34.所述第一层和所述装饰层可采用相同或不同材料形成。
35.所述装饰层可具有装饰性纹理。
36.所述第一层与所述装饰层可一体化成型或分别成型后组装在一起。
37.用于形成所述第二层的热塑性材料可例如为聚碳酸酯,例如可购自科思创聚合物(中国)公司的makrolon
®
产品。
38.作为用于形成所述第二层的热塑性材料,可以提及由科思创聚合物(中国)公司以商品名为模克隆
®
tc110fr销售的聚碳酸酯。
39.优选地,所述下盖还包括在所述第二层的内表面上且至少部分覆盖第二层的散热件。
40.所述散热件至多覆盖第二层内表面面积的80%。
41.所述散热件可以呈散热筋、散热块或散热片构造。
42.图1显示了根据本发明的一种实施方案的多功能电子器件外壳的下盖示意图,其中,a为整体图,b为分解图,11:第二层,12:散热件。
43.所述散热件可由平面导热率不低于0.25w/mk的热塑性材料形成,所述平面导热率按照astm1461-01(2001)进行测定。优选地,所述散热件由平面导热率在4w/mk-20w/mk范围内的热塑性材料形成。
44.用于形成所述散热件的热塑性材料可例如为聚碳酸酯。
45.用于形成所述散热件的热塑性材料的实例包括由科思创聚合物(中国)公司以商品名makrolon
®ꢀ
tc110fr销售的聚碳酸酯。
46.在一些实施方案中,所述外壳的下盖包括使用平面导热率在0.25-1.5w/mk范围内的热塑性材料形成的第二层和使用平面导热率大于4w/mk的热塑性材料形成的散热件。此类下盖可以适合于功率为8-15w的多功能电子器件的散热。
47.在一些实施方案中,所述外壳的下盖包括均使用平面导热率在0.25-1.5w/mk范围内的热塑性材料形成的第二层和散热件。此类下盖可以适合于功率低于8w的多功能电子器件的散热。
48.所述第二层与所述散热件可一体化成型或分别成型后组装在一起。
49.所述上盖与所述下盖可通过卡扣、过楹配合或者焊接固定在一起以形成内部空间。
50.所述焊接可以为,例如超声焊接、振动焊接、热焊接或激光焊接。
51.所述功能部件可选自电子元件指示、充电口、触摸控制部件、氛围灯匀光件、天线等。
52.所述电子元件可以例如为wifi、无线充电、蓝牙、射频识别、近场通信标签、收发
器、usb 互连、麦克风、数据传输元件、传感器等。
53.所述触摸控制部件可选自氛围灯开关和多功能电子器件开关等。
54.参考图2,其显示了根据本发明的一种实施方案的多功能电子器件外壳,其中,21:第一层,22:氛围灯匀光件,23:第二层,24:多功能电子器件开关,25:氛围灯开关,26:无线充电指示。
55.本领域技术人员能够选择合适的原料来制备期望的功能部件。
56.当有氛围灯匀光件集成于所述上盖上时,所述氛围灯匀光件可以采用具有光扩散匀光效果的聚碳酸酯制成,例如可购自科思创聚合物(中国)公司的makrolon
®
2407 021182。
57.当有天线集成到上盖上时,其可以附着在上盖的第一层内表面、外表面或者内外表面上。
58.当天线3d随形地被集成于上盖上时,通过金属天线与内部的电连接形成信号传输通路的同时,缩短了向外传导热量的距离(该距离仅为一个壁厚0.8mm-1.5mm),最大效率地增加了热传导的接触面积,同时利用金属天线超高导热率(100w/mk以上)的特性,实现更好的散热。
59.当有天线集成于所述上盖时,所述天线适合于宽频电磁波(800mhz以上)。
60.优选地,根据本发明的多功能电子器件外壳各部件的结合不使用任何粘合剂、胶水或螺丝等,使得使用后的废弃件回收变得容易。
61.制备根据本发明的多功能电子器件外壳所用的材料可采用高达75%的消费后回收的pcr料。
62.在一些实施方案中,制备根据本发明的多功能电子器件外壳所用的热塑性材料为单一种类的聚合物材料,从而提高材料回收比例,减少回收难度和能耗。
63.图3显示了根据本发明的一种实施方案的多功能电子器件外壳的示意图,其中,a为整体图,b为分解图,31:第一层,32:装饰层,33:氛围灯匀光件,34:第二层,35:散热件,36:多功能电子器件开关,37:无线充电指示,38:氛围灯开关,39:天线。
64.根据本发明的多功能电子器件外壳通过将一些功能部件集成于上盖的内表面、外表面或内外表面上,可以释放产品内部设计空间,增大了各功能部件之间的距离,从而解决了各电子功能的电磁干扰问题。
65.相对现有多功能电子器件外壳而言,根据本发明的多功能电子器件外壳通过采用信号穿透能力更好更稳定的聚碳酸酯材料作为基材来实现部分功能部件(例如天线)与上盖的3d共形,减少信号传输损耗。
66.根据本发明的多功能电子器件外壳可具有各种尺寸。
67.例如,根据本发明的多功能电子器件外壳可以具有小至100mm x 80mm x 20mm的尺寸并同时集成有至少两种功能部件。
68.优选地,根据本发明的多功能电子器件外壳的阻燃等级达到v0,按照ul94-2015测定。
69.此外,根据本发明的多功能电子器件外壳可通过1.3m自由跌落测试,按照iec60068-2-32-1975测定。
70.根据第二方面,本发明提供一种制备上述外壳的方法,其特征在于,包括:
i) 形成包括所述第一层和任选的装饰层的上盖并将所述功能部件集成到所述第一层上;ii) 形成包括所述第二层和任选的散热件的下盖;和iii) 任选将所述上盖与所述下盖固定在一起以形成内部空间。
71.本领域技术人员可以理解的是,任选先形成上盖或先形成下盖。
72.所述上盖的第一层、装饰层(如果存在)和所述下盖的第二层、散热件(如果存在)可以通过本领域中已知的热塑性材料成型工艺(例如传统注塑成型工艺、双射注塑、包胶注塑、急冷急热成型工艺等)进行加工。
73.本领域技术人员可以根据所使用的热塑性材料选择合适的工艺条件制备所述上盖的第一层、装饰层(如果存在)和所述下盖的第二层、散热件(如果存在)。
74.由热塑性材料(尤其聚碳酸酯)形成的所述上盖的第一层、装饰层(如果存在)和所述下盖的第二层的表面质量良好,无需喷漆、电镀或涂层,简少了制造工艺步骤、缩短了制备周期并且减少环境污染。
75.所述功能部件可通过例如激光活化化学镀(lap)工艺、激光直接成型(lds)工艺、3d打印或注塑集成到上盖上。
76.例如,当有电子元件指示、充电口和/或触摸控制部件待集成到上盖时,它们可通过与第一层同时成型而集成到第一层上。
77.例如,当有天线待集成到上盖时,其可以通过3d随形附着在上盖的第一层内表面、外表面或者内外表面上。
78.例如,当有氛围灯匀光件待集成到上盖时,其可以通过焊接、包胶注塑或2k注塑集成到上盖的第一层上, 其中焊接可选自超声焊接、振动焊接、热焊接和激光焊接。
79.当所述下盖包括散热件时,所述散热件可通过2k注塑或包胶注塑与第二层结合在一起。
80.如前面所述,所述上盖与所述下盖可通过卡扣、过楹配合、焊接等方式固定在一起以形成内部空间。
81.优选地,所述焊接选自超声焊接、振动焊接、热焊接和激光焊接。
82.根据第三方面,本发明提供一种多功能电子器件,其包括上述外壳。
83.在一些实施方案中,所述多功能电子器件还包括pcb板和wifi模块。
84.所述pcb板包括可以实现预期电子功能的电路与芯片。
85.所述pcb板和wifi模块可市售可得。
86.图4显示了根据本发明的一种实施方案的多功能电子器件的示意图,其中, a为整体图,b为分解图,41:第一层,42:装饰层,43:氛围灯匀光件,44:第二层;45:散热件,46:多功能电子器件开关,47:无线充电指示,48:氛围灯开关,49:天线,410:wifi模块,411:pcb组件。
87.根据本发明的多功能电子器件通过将一些功能部件集成于上盖的内表面、外表面或内外表面上,可以释放产品内部设计空间,增大了各功能部件之间的距离,从而解决了各电子功能的电磁干扰问题。
88.相对现有多功能电子器件而言,根据本发明的多功能电子器件通过采用信号穿透能力更好更稳定的聚碳酸酯材料作为基材来实现部分功能部件(例如天线)与上盖的3d共
形,减少信号传输损耗。
89.本技术中针对各个特征的描述在相互不矛盾的情况下可以相互结合,都落入本技术请求保护的范围。
90.本技术中所述的“包含”和“包括”涵盖还包含或包括未明确提及的其它要素的情形以及由所提及的要素组成的情形。
91.除非另外限定,本文所使用的所有技术和科学术语具有本发明所属领域技术人员通常理解的相同意义。当本说明书中术语的定义与本发明所属领域技术人员通常理解的意义有矛盾时,以本文中所述的定义为准。
92.除非另有说明,否则在说明书和权利要求书中使用的工艺参数等的所有数值被理解为在被术语“约”修饰。因此,除非有相反指示,否则在这里阐述的数值参数是能够根据需要获得的所需性能来变化的近似值。
实施例
93.以下将结合实施例对本发明的构思、具体结构及产生的技术效果作进一步说明,以让本领域技术人员充分地了解本发明的目的、特征和效果。本领域技术人员会理解,此处的实施例仅仅用于示例目的,本发明的范围并不局限于此。
94.设备注塑机:kraussmaffei cxl110-380/180型双色注塑机。
95.原料聚碳酸酯1:由科思创聚合物(中国)公司以商品名makrolon
®
fr6005 hf销售的聚碳酸酯。
96.聚碳酸酯2:由科思创聚合物(中国)公司以商品名makrolon
®
2407 021182销售的半透明聚碳酸酯,按照iso 13468-2 (1999) 在2mm厚度下测定,其对波长为390-780nm的可见光的透过率为57%,半功率角为49.6度。
97.聚碳酸酯3:由科思创聚合物(中国)公司以商品名makrolon
®
tc611销售的高导热聚碳酸酯。
98.聚碳酸酯4:由科思创聚合物(中国)公司以商品名makrolon
®
tc110fr销售的低导热聚碳酸酯。
99.以上各聚碳酸酯的商品名与部分性能指标如表1中所示。
100.表1
冲击强度按照iso 180-a在23
°
c下测试。
101.熔融指数按照iso1133在300
°
c、1.2kg负荷下测试。
102.相对介电常数(dk)/介质损耗角正切(df)按照iec61189-2-721,采用spdr法进行测试,频率为5.0ghz。面内导热系数(tc)按照astm e 1461-01(2001)进行测试。
103.表面电阻(sr)按照iec 62631-3-2 进行测试。
104.实施例1参考图5,一种多功能电子器件外壳,其包括:上盖,其包括由聚碳酸酯makrolon
®
fr6005 hf(聚碳酸酯1)形成的第一层51,第一层51厚度为1.5mm并且其上集成有由聚碳酸酯makrolon
®
2407 021182(聚碳酸酯2)形成的氛围灯匀光件52、多功能电子器件开关53、氛围灯开关54、无线充电指示55和天线56,并且第一层51上具有卡扣部位(未显示);和下盖,其包括由聚碳酸酯makrolon
®
tc110fr(聚碳酸酯4)形成的第二层57和由聚碳酸酯makrolon
®
tc611(聚碳酸酯3)形成的散热件58,第二层57的厚度为2mm并且具有卡扣部位(未显示),散热件58呈散热筋构造,散热件58覆盖第二层57内表面的约40%面积;上盖与下盖通过第一层51上的卡扣部位与第二层57上的卡扣部位固定在一起以形成内部空间,该外壳包含至少90重量%的聚碳酸酯,相对于所述外壳的总重量计,按照ul94-2015测定,所述上盖的阻燃等级达到v0。
105.该上盖通过如下制备:采用聚碳酸酯makrolon
®
fr6005 hf(聚碳酸酯1)通过注塑成型工艺制备第一层,其上具有多功能电子器件开关、氛围灯开关、无线充电指示以及卡扣部位;采用半透明材料makrolon
®
2407 021182(聚碳酸酯2)通过注塑成型工艺制备氛围灯匀光件,然后通过激光焊接工艺与上盖第一层组装在一起;和
采用激光活化化学镀工艺在第一层内表面形成3d随形天线。
106.该下盖通过如下制备:采用聚碳酸酯makrolon
®
tc110fr(聚碳酸酯4)通过注塑成型工艺制备第二层;和采用聚碳酸酯makrolon
®
tc611(聚碳酸酯3)通过双色注塑在第二层上形成散热件。
107.第一层、第二层和散热件的成型工艺条件如表2中所示。
108.表2部件材料烘干条件模温料温上盖第一层makrolon
®
fr6005hf120
°
c/4小时80
°
c280
°
c氛围灯匀光件makrolon
®
2407021182120
°
c/4小时80
°
c300
°
c下盖第二层makrolon
®
tc110fr120
°
c/4小时90
°
c300
°
c散热件makrolon
®
tc611110
°
c/4小时80
°
c310
°
c形成天线的工艺条件如下:采用1064nm的激光镭雕设备利用激光镭雕参数8w、60khz、3000m/s在上盖的内表面雕刻出天线外形,然后采用化学镀工艺通过粗化、活化以及还原化学镀沉积金属铜镍层。将天线3d随形整合于上盖的内表面。
109.在制备上盖和下盖后,先将wifi功能模块、pcb通过第一层上的卡扣固定在上盖上,然后通过第一层上的卡扣与第二层上的卡扣部位将上盖和下盖固定在一起,得到功率为8-15w的多功能电子器件。
110.所制备的多功能电子器件的信号穿透率为96%,在工作20分钟后,电子器件达到热平衡,其外壳表面温度小于60
º
c、pcb的芯片温度小于110
º
c。
111.实施例2参考图6,一种多功能电子器件外壳,其包括:上盖,其包括由聚碳酸酯makrolon
®
fr6005 hf(聚碳酸酯1)形成的第一层61和装饰层62,第一层61厚度为1.2mm并且其上集成有由聚碳酸酯makrolon
®
2407 021182(聚碳酸酯2)形成的氛围灯匀光件63、多功能电子器件开关64、氛围灯开关65、无线充电指示66和天线67,并且第一层61上具有卡扣部位(未显示),装饰层的厚度为1mm;和下盖,其包括由聚碳酸酯makrolon
®
tc110fr(聚碳酸酯4)形成的第二层68,第二层68的厚度为2mm并且具有卡扣部位(未显示);上盖与下盖通过第一层61上的卡扣部位与第二层68上的卡扣部位固定在一起以形成内部空间,该外壳包含至少90重量%的聚碳酸酯,相对于所述外壳的总重量计,按照ul94-2015测定,所述上盖的阻燃等级达到v0。
112.该上盖通过如下制备:采用聚碳酸酯makrolon
®
fr6005 hf(聚碳酸酯1)通过注塑成型工艺制备第一层和装饰层,第一层上具有多功能电子器件开关、氛围灯开关、无线充电指示以及卡扣部位;采用半透明材料makrolon
®
2407 021182(聚碳酸酯2)通过注塑成型工艺制备氛围灯匀光件,然后通过激光焊接工艺与第一层组装在一起;和采用激光活化化学镀工艺在第一层内表面形成3d随形天线。
113.该下盖采用聚碳酸酯makrolon
®
tc110fr(聚碳酸酯4)通过注塑成型形成。
114.第一层、装饰层、氛围灯匀光件、下盖的成型工艺条件如表3中所示。
115.表3部件材料烘干条件模温料温上盖第一层makrolon
®
fr6005hf120
°
c/4小时80
°
c280
°
c装饰层makrolon
®
fr6005hf120
°
c/4小时80
°
c280
°
c氛围灯匀光件makrolon
®
2407021182120
°
c/4小时80
°
c300
°
c第二层makrolon
®
tc110fr120
°
c/4小时90
°
c300
°
c形成天线的工艺条件如下:采用1064nm的激光镭雕设备利用激光镭雕参数8w、60khz、3000m/s在上盖的内表面雕刻出天线外形,然后采用化学镀工艺通过粗化、活化以及还原化学镀沉积金属铜镍层。将天线3d随形整合于上盖的内表面。
116.在制备上盖和下盖后,先将wifi功能模块、pcb通过第一层上的卡扣固定在上盖上,然后通过第一层上的卡扣与第二层上的卡扣部位将上盖和下盖固定在一起,得到功率低于8w的多功能电子器件。
117.所制备的多功能电子器件信号穿透率为97%,并且在工作20分钟后,电子器件达到热平衡,其外壳表面温度小于40
º
c、pcb的芯片温度小于70
º
c。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1