器件组装设备的制作方法
1.本实用新型涉及一种器件组装设备。
背景技术:
2.在工业生产中,很多地方需要器件组装设备,用于将各种器件组装在一起。组装在一起的产品可以用于汽车部件,例如,安全气囊控制器。该设备中包括涂胶机构,用于对组装在一起的器件进行固定。然而,现有的器件组装设备的生产效率并不理想。
技术实现要素:
3.为了解决上述问题,本实用新型提供了一种器件组装设备,所述器件包括外壳、电子器件和插针,所述器件组装设备包括:安装在所述器件组装设备的下框架上的工作台;设置在所述工作台上的多个工位;支架,所述支架安装在所述下框架上,并设置在所述多个工位中的第一工位上方;极性检测机构,所述极性检测机构安装在所述支架上,用于检测所述电子器件;吸盘,所述吸盘安装在所述支架上,用于将所述电子器件装配到所述外壳中;插针机构,所述插针机构安装在所述下框架上,邻近所述多个工位中的第三工位,用于将所述插针插入所述外壳中,与所述电子器件连接;插针压装机构,所述插针压装机构安装在所述下框架上,位于所述多个工位中的第四工位上方,用于对所述外壳中的所述插针进行压装;第五工位相机,所述第五工位相机设置在所述多个工位中的第五工位上方,用于拍摄压装后的所述插针的图像;涂胶机构,所述涂胶机构安装在所述下框架上,邻近所述多个工位中的第六工位,用于对所述电子器件进行涂胶。
4.进一步,所述插针机构包括:竖直放置的插针冲断机构,用于将插针料带上的所述插针切割下来;以及插针预装机构,所述插针预装机构与所述插针冲断机构配合,用于将切割下来的所述插针插入所述外壳的槽中。
5.进一步,所述插针压装机构是伺服压机。
6.进一步,在所述涂胶机构上安装有第六工位相机,用于拍摄涂胶后的所述电子器件的图像。
7.进一步,在所述支架上还设置有:扫码器,所述扫码器用于读取所述外壳的条形码;以及第一工位相机,所述第一工位相机用于拍摄所述电子器件的图像。
8.进一步,所述涂胶机构包括涂胶针嘴,所述涂胶针嘴的直径小于1mm。
9.进一步,所述电子器件是电容。
10.通过本实用新型的器件组装设备1,可以提高器件组装设备1的生产效率。
附图说明
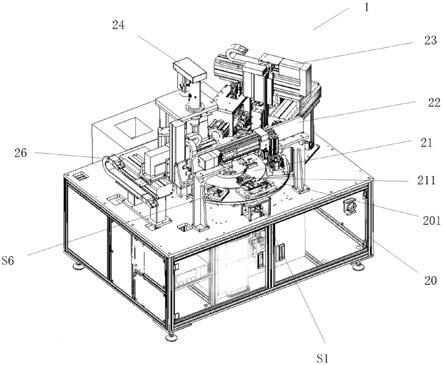
11.图1示出了根据本实用新型的实施例的器件组装设备的立体示意图;
12.图2示出了图1中的器件组装设备1的部分的立体示意图;
13.图3示出了图2中的器件组装设备1的俯视图;
14.图4是支架的立体示意图;
15.图5是插针机构的立体示意图;
16.图6是图5中的插针机构的部分侧视图。
17.图7是插针预装机构的立体示意图;
18.图8是插针压装机构的立体示意图;
19.图9是插针、电容组装在外壳中的示意图;
20.图10是插针的示意图;
21.图11是安装在下框架上的支撑架的立体示意图;
22.图12是涂胶机构的立体示意图;
23.图13是夹具的示意图。
具体实施方式
24.以下由特定的具体实施例说明本实用新型的实施方式。应注意的是,在本说明书中,相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
25.术语“第一”、“第二”等仅用于区分描述,不表示任何顺序,不能理解为指示或暗示相对重要性。
26.图1示出了根据本实用新型的实施例的器件组装设备1的立体示意图,器件组装设备1包括上框架10和下框架20。图2示出了图1中的器件组装设备1的部分的立体示意图,图3示出了图2中的器件组装设备1的俯视图。本实施例中,器件例如包括外壳、电子器件和插针,器件组装设备1用于将外壳、电子器件和插针组装在一起。另外,本实施例中,电子器件例如是电容。图9是插针33、电容32组装在外壳31中的示意图。图10是插针33的示意图。
27.如图2所示,在下框架20的上表面上设置有工作台201,工作台201例如是圆形的工作台。在工作台201上设置有多个工位,本实施例中,例如有六个工位,第一工位s1到第六工位s6,如图3所示。在工作台201上设置有转台21,在这些工位之间,通过转台21的转动来实现工位切换。
28.在转台21上设置有夹具211,用于放置外壳31和电容32。图13是夹具211的示意图。
29.在下框架20的上表面上安装有支架22,该支架22设置在第一工位s1上方。图4是支架22的立体示意图。在支架22上设置有极性检测机构221,用于检测电容32的极性。
30.现有的器件组装设备中,先将电容装配到外壳中,然后在第二工位s2,对电容的极性进行检测。由于受到外壳形状的限制,检测并不稳定,并且如果检测结果不合格,则需要将电容从外壳中取出,因此影响了组装效率。
31.而本实施例中,在第一工位s1处,电容32尚未装配到外壳31中,即,在装配到外壳31之前就用极性检测机构221对电容32的极性进行检测,在检测结果不合格时,直接更换电容32,因此提高了组装效率。
32.如图4所示,在支架22上还安装有吸盘222,当电容32的极性检测结果表明是合格时,吸盘222就将电容32装配到外壳31中。本实施例中,吸盘222例如是真空吸盘。
33.在支架22上还设置有扫码器(图未视)和第一工位相机223,扫码器位于夹具211下方,用于读取夹具211中的外壳31的条形码,第一工位相机223用于拍摄夹具211中的电容32
的图像。
34.在下框架20上还设置有插针机构23,插针机构23位于第三工位s3附近。图5是插针机构23的立体示意图,图6是图5中的插针机构23的部分侧视图。
35.如图5、6所示,插针机构23包括插针冲断机构231、插针预装机构232、插针料盘233以及插针进给机构234。插针进给机构234(例如,进给气缸)带动插针料盘233进给。
36.图7是插针预装机构232的立体示意图,插针预装机构232包括夹爪2321,夹爪2321用于夹住插针33。
37.插针冲断机构231是竖直放置的,插针预装机构232位于插针冲断机构231的下方,插针预装机构232与插针冲断机构231配合,用于将切割下来的插针33插入外壳31的槽311中,与外壳31中的电容32连接,如图9所示。
38.在下框架20上安装有插针压装机构24,插针压装机构24位于第四工位s4上方,用于对外壳31中的插针33进行压装。图8是插针压装机构24的立体示意图。本实施例中,插针压装机构24例如是伺服压机。伺服压机24在对外壳31中的插针33进行压装之后,检测压装力和插针位移。因此,利用伺服压机24,可以确定插针33的压装是否到位。
39.在第五工位s5上方设置有第五工位相机,图11是安装在下框架20上的支撑架25的立体示意图,支撑架25位于第五工位s5附近,支撑架25上安装有第五工位相机251,用于拍摄压装后的插针11的图像。
40.在下框架20上还安装有涂胶机构26,涂胶机构26邻近第六工位s6,用于对外壳31中的电容32进行涂胶。图12是涂胶机构26的立体示意图,如图12所示,涂胶机构26上安装有第六工位相机261,用于拍摄涂胶后的电容32的图像。本实施例中,在第五工位s5处安装了单独的第五工位相机251,而不像现有设备那样与第六工位相机261集成在一起,因此本实用新型的设备1可节省设备1的生产节拍。
41.涂胶机构26上安装有涂胶针嘴262,涂胶针嘴262的直径小于1mm。较佳的,涂胶针嘴262的直径为0.6mm,从而可以避免涂胶过程中堵料的情况。
42.下面介绍器件组装设备1的工作过程。
43.当外壳31和电容32被放到夹具211上后,扫码器扫描外壳31上的条形码,第一工位相机223拍摄电容32的图像,获取电容32的信息,例如电容32的型号和颜色。控制器(图未视)根据外壳31上的条形码以及电容32的型号和颜色,判断电容32与外壳31是否匹配。
44.当确定电容32与外壳31匹配时,控制器对极性检测机构221进行控制,使其下降并与电容32的管脚接触,从而检测电容32的极性。控制器读取电容的残余容值,判断电容32是否满足要求,如果电容的电压在0v到1v之间,则满足要求,此时控制器控制真空吸嘴232下降,吸住电容32,并控制电缸移动真空吸嘴232,将电容32装配到外壳31中。然后,控制转台21转动,使夹具211带着外壳31和电容32一起移动到第三工位s3。
45.进给气缸234带动插针料盘233进给,当插针料盘233上的插针33到达预定位置(例如,插针冲断机构231的切刀正下方)后,插针预装机构232的夹爪2321夹住插针33,进给气缸234退回。插针冲断机构231的切刀从上往下切割插针33,从而将插针33从插针料盘233上切割下来。夹爪2321夹住切割下来的插针33,并将插针33旋转适当的角度,例如旋转90度,然后将插针33移动并插到在第三工位s3处的外壳31的槽311中,完成插针33的预装。
46.图10是插针33的示意图,插针33包括两个引脚331和针尖333,两个引脚331之间有
间隙332。插针33插入外壳31的槽311中是指插针33的两个引脚331插入外壳31的槽311,并且电容32的管脚位于间隙332中。如图9所示,在外壳31中有两个槽311,在这两个槽311中分别插入插针33,使得电容32的两个管脚分别连接对应的插针33。
47.现有的设备中,插针冲断机构是水平放置的,这样冲断后的金属碎屑容易残留在下夹具里面,造成夹具的堵塞。而本实施例中的设备中,插针冲断机构231处于竖直状态(垂直状态),如此,冲断后的金属碎屑在重力作用下,更容易排出,减少了停机故障的情况。
48.在完成插针33的预装后,控制器控制转台21转动,使夹具211带着外壳31、电容32和预装的插针33一起移动到第四工位s4。
49.在第四工位s4,伺服压机24对预装的插针33进行压装,并检测插针33的插入力和插针位移,控制器根据插入力和插针位移来确定插针33的压装是否到位,如果压装到位,则确定目前的外壳31是合格产品,否则确定目前的外壳31是不合格产品。
50.接着,控制器控制转台21转动,使夹具211带着外壳31、电容32和插针33一起移动到第五工位s5。当确定目前的外壳31是合格产品时,控制器控制第五工位相机251,对压装后的插针33的图像进行拍摄。当确定目前的外壳31是不合格产品时,控制器控制第五工位相机251,不对压装后的插针33的图像进行拍摄。
51.控制器根据拍摄的图像,确定插针33的针尖333是否变形弯曲或偏斜。如果确定没有变形弯曲或偏斜,则确定目前的外壳31是合格产品,否则确定目前的外壳31是不合格产品。
52.接着,控制器控制转台21转动,使夹具211带着外壳31、电容32和插针33一起移动到第六工位s6。
53.在第六工位s6,当确定目前的外壳31是合格产品时,控制器控制涂胶机构26对外壳31中的电容32进行涂胶,使得电容32固定在外壳31中。然后,第六工位相机261对涂胶后的电容32的图像进行拍摄。控制器根据拍摄的图像,确定涂胶的区域是否正确。当确定涂胶的区域正确时,则确定目前的外壳31是合格产品,否则是不合格产品。
54.在第六工位s6,当确定目前的外壳31是不合格产品时,将外壳31排出到不合格产品盒中。
55.插针33、电容32组装在外壳31之后的合格产品用于汽车部件,例如,安全气囊控制器。
56.通过本实用新型的器件组装设备1,可以实时检测外壳31是否合格,并做出相应的处理,因此可以提高器件组装设备1的生产效率。
57.在此处所提供的说明书中,说明了大量具体细节。然而,能够理解,本实用新型的实施例可以在没有这些具体细节的情况下实践。在一些实例中,并未详细示出公知的方法、结构和技术,以便不模糊对本说明书的理解。
58.类似地,应当理解,为了精简本实用新型并帮助理解各个实用新型方面中的一个或多个,在上面对本实用新型的示例性实施例的描述中,本实用新型的各个特征有时被一起分组到单个实施例、图、或者对其的描述中。然而,并不应将该公开的方法解释成反映如下意图:即所要求保护的本实用新型要求比在每个权利要求中所明确记载的特征更多的特征。更确切地说,如权利要求书所反映的那样,实用新型方面在于少于前面公开的单个实施例的所有特征。因此,遵循具体实施方式的权利要求书由此明确地并入该具体实施方式,其
中每个权利要求本身都作为本实用新型的单独实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1