一种铜箔载体的制作方法及铜箔载体与流程
1.本发明属于印制电路板生产领域,具体涉及一种铜箔载体的制作方法及铜箔载体。
背景技术:
2.近年来,随着电子技术的日新月异,高科技电子产业的相继问世,使得更人性化、功能更佳的电子产品不断地推陈出新,并朝向轻、薄、短、小的趋势设计,在这些电子产品内通常会配置具有导电线路的电路板。在刻蚀线路的过程前通常需要对铜箔进行处理,一般情况下将铜箔与载体送至真空热压机进行热压处理从而获得处理后的铜箔。
3.而目前对铜箔的处理存在以下的问题:其一、市面上铜箔载体的制作过程繁琐、工序复杂。其二、市面上铜箔载体的制作所需成本高,在制作过程中造成材料浪费。其三、制得的铜箔载体在蚀刻线路时铜箔浮起,蚀刻液渗漏。其四、刻蚀过程污染铜层表面。
技术实现要素:
4.为了克服上述现有技术的缺陷,本发明提出了一种铜箔载体的制作方法及铜箔载体,不需要内衬层,以此可以节约成本、减少工序及其它异常;另外,铜箔上印制粘结边框层时只需要1面铜箔即可,具有简化生产工艺的优点;且在后续蚀刻线路时不会产生铜箔浮起,不会产生蚀刻液渗漏的问题;具有定位捞铣后铜箔可分离且不污染铜层表面的优点。
5.具体通过以下技术方案实现:
6.一种铜箔载体的制作方法,包括:
7.在第一铜箔上粘附封装粘结框,
8.将第二铜箔设置在所述第一铜箔粘附所述封装粘结框的一侧,以形成叠配组合结构;
9.对所述叠配组合结构进行真空处理和热压固化,以生成铜箔载体。
10.在一个具体实施例中,在第一铜箔上粘附封装粘结框,是通过以下步骤得到的:
11.将所述第一铜箔的一面朝上,并进行吸附定位;
12.将粘结材料印制到所述第一铜箔朝上一面的边缘区域,以形成膜状的封装粘结框,所述封装粘结框为内部中空的闭合形状。
13.在一个具体实施例中,印制所述粘结材料是通过平面涂装、喷涂、丝印或3d打印实现。
14.在一个具体实施例中,所述粘结材料为金属粘结材料或非金属粘结材料。
15.在一个具体实施例中,所述封装粘结框为具有粘结功能的胶膜或片材裁制而成。
16.在一个具体实施例中,所述第一铜箔与所述第二铜箔的形状大小相同;
17.所述“将第二铜箔设置在所述第一铜箔粘附所述封装粘结框的一侧”,包括:
18.将所述第二铜箔的边缘与所述第一铜箔的边缘对齐,并将所述第二铜箔置于所述第一铜箔粘附所述封装粘结框的一侧。
19.在一个具体实施例中,所述封装粘结框的边缘与所述第一铜箔的边缘和所述第二铜箔的边缘重合,且所述封装粘结框的厚度范围在10-100um之间、所述封装粘结框的宽度范围在5-80mm之间。
20.在一个具体实施例中,所述封装粘结框包括口字形、圆环形或空心三角形。
21.在一个具体实施例中,所述第一铜箔和/或所述第二铜箔的厚度范围为100um-450um。
22.一种铜箔载体,所述铜箔载体基于所述的方法制成。
23.本发明至少具有以下有益效果:
24.本发明提供了一种铜箔载体的制作方法及铜箔载体,其制作方法包括:在第一铜箔上粘附封装粘结框,将第二铜箔设置在第一铜箔粘附封装粘结框的一侧,以形成叠配组合结构。对叠配组合结构进行真空处理和热压固化,以生成铜箔载体。与现有技术相比,本发明提供的铜箔载体的制作方法及铜箔载体,具有无需内衬材料即可制成铜箔载体、节约材料使用的优点;且只需在一面铜箔上印制封装粘结框,简化工艺;在后续蚀刻线路时不会产生铜箔浮起,不会产生蚀刻液渗漏的问题;具有耐受高温高压,定位捞铣后铜箔可分离且不污染铜层表面的优点。
25.进一步的,通过粘结材料、具有粘结功能的胶膜或片材制成封装粘结框,封装粘结框设置在第一铜箔上,实现第一铜箔和第二铜箔之间的粘合,避免产生空洞或缝隙,从而保证第一铜箔和第二铜箔靠近封装粘结框的面不会产生蚀刻液渗漏。
26.进一步的,通过第一铜箔与第二铜箔的形状大小相同,且封装粘结框的边缘与第一铜箔与第二铜箔的边缘重合,减少叠配组合结构中材料的浪费。
27.为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
28.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
29.图1为本发明提供的铜箔载体的整体示意图;
30.图2为本发明提供的第一铜箔和封装粘结框的示意图;
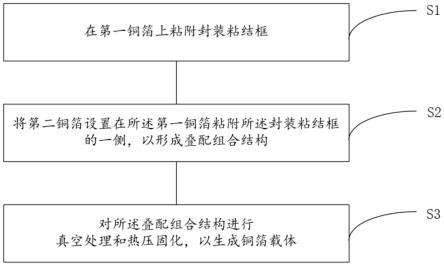
31.图3为本发明提供的铜箔载体制作方法的流程图。
32.附图标记:
33.1-第一铜箔;2-第二铜箔;3-封装粘结框。
具体实施方式
34.本发明实施例提供一种铜箔载体的制作方法,用于解决市面上的电路板存在线路串扰、电路板在制作过程中容易蚀刻液渗漏、污染环境、制作线路步骤繁复、工艺复杂的问题。
35.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的
附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
36.下面通过具体实施例,分别进行详细的说明。
37.如图1、3所示,本发明提供了一种铜箔载体的制作方法及铜箔载体,其制作方法包括:
38.s1:在第一铜箔1上粘附封装粘结框3。
39.s2:将第二铜箔2设置在第一铜箔1粘附封装粘结框3的一侧,以形成叠配组合结构。
40.s3:对叠配组合结构进行真空处理和热压固化,以生成铜箔载体。
41.与现有技术相比,本发明提供的铜箔载体的制作方法,具有无需内衬材料即可制成铜箔载体、节约材料使用的优点;且只需在一面铜箔上印制封装粘结框,简化工艺;在后续蚀刻线路时不会产生铜箔浮起,不会产生蚀刻液渗漏的问题;具有耐受高温高压,定位捞铣后铜箔可分离且不污染铜层表面的优点。
42.其中,s1“在第一铜箔1上粘附封装粘结框3”,是通过以下步骤得到的:
43.将第一铜箔1的一面朝上,并置于丝印平台进行吸附定位。将粘结材料印制到第一铜箔1朝上一面的边缘区域,以形成膜状的封装粘结框3,封装粘结框3为内部中空的闭合形状。粘结材料为金属粘结材料或非金属粘结材料。封装粘结框3也可以为具有粘结功能的胶膜或片材裁制而成。将具有粘结功能的胶膜或片材裁制成与第一铜箔1的边缘区域相重合的图形,以形成内部中空的闭合形状。制得的封装粘结框3具有耐高温,高粘结性,且具有耐受蚀刻液蚀刻的特性,适宜定型操作。本发明对上述不同材料制得的封装粘结框3过程具体说明,分别在实施例1、2、3进行阐述。
44.其中,印制粘结材料是通过平面涂装、喷涂、丝印或3d打印实现。本发明通过丝印、喷涂的方法实现印制分别在实施例1、2进行阐述。
45.具体地,如图1-3所示,第一铜箔1与第二铜箔2的形状大小相同。其中,s2“将第二铜箔2设置在第一铜箔1粘附封装粘结框3的一侧”,包括:将第二铜箔2的边缘与第一铜箔1的边缘对齐,并将第二铜箔2置于第一铜箔1粘附封装粘结框3的一侧。
46.封装粘结框3的边缘与第一铜箔1的边缘和第二铜箔2的边缘重合。通过第二铜箔2的边缘与第一铜箔1的边缘对齐,且封装粘结框3的边缘刚好与第一铜箔1的边缘和第二铜箔2的边缘重合,实现第一铜箔1、封装粘结框3以及第二铜箔2之间的重合,从而减少材料浪费,同时保证第一铜箔1和第二铜箔2之间的粘合。
47.如图1-2所示,封装粘结框3的厚度范围在10-100um之间、封装粘结框3的宽度范围在5-80mm之间。具体地,封装粘结框3的厚度以及宽度可以根据不同规模的铜箔来确定,当封装粘结框3的宽度和厚度较小时,适用于尺寸小的铜箔,此时,封装粘结框3在达到密封作用的同时,防止了封装粘结框3材料的浪费。当封装粘结框3的宽度和厚度较大时,适用于尺寸大的铜箔,此时,较大宽度和厚度的封装粘结框3可以更好防止蚀刻液的渗入或者气体的渗入。
48.如图2所示,封装粘结框3包括口字形、圆环形或空心三角形等。具体地,当第一铜
箔1的形状为圆形时,封装粘结框3的形状为内部中空的圆环形。当第一铜箔1的形状为矩形时,封装粘结框3的形状为内部中空的口字形。当第一铜箔1的形状为三角形时,封装粘结框3的形状为内部中空的空心三角形。当第一铜箔1的形状为不规则图形时,封装粘结框3的形状为内部中空的不规则型。
49.封装粘结框3的边缘与第一铜箔1的边缘和/或第二铜箔2的边缘大小关系具有三种情况。其一、封装粘结框3的边缘与第一铜箔1的边缘和/或第二铜箔2的边缘相重合。其二、封装粘结框3的边缘小于第一铜箔1的边缘和/或第二铜箔2的边缘。其三、封装粘结框3的边缘大于第一铜箔1的边缘和/或第二铜箔2的边缘。
50.具体地,当第一铜箔1上形成的封装粘结框3的边缘大于第一铜箔1的边缘时,将第二铜箔2设置在第一铜箔1的封装粘结框3上,第二铜箔2的边缘大于封装粘结框3的内边缘,从而实现更好的粘合。
51.当第一铜箔1上形成的封装粘结框3的边缘小于第一铜箔1的边缘,将第二铜箔2设置在第一铜箔1的封装粘结框3上,第二铜箔2的边缘大于封装粘结框3的内边缘,且第二铜箔2的边缘可以小于第一铜箔1的边缘,大于或等于封装粘结框3的外边缘,从而减少材料的浪费,实现更好的粘合。
52.当第一铜箔1上形成的封装粘结框3的边缘与第一铜箔1的边缘重合时,将第一铜箔1、第一铜箔1上的封装粘结框3与第二铜箔2对齐,此时材料利用最大化,且粘合效果好。
53.如图1-2所示,第一铜箔1和/或第二铜箔2的厚度范围为100um-450um。具体的铜箔厚度取决于电镀的厚度。通过不同的铜箔厚度可适用各种铜基层板构装密度及线宽间距缩小的需求,也减少了厚铜箔在制造过程中不便的缺点,便于其后蚀刻及激光穿孔等加工作业。
54.叠配组合结构中的第一铜箔1、封装粘结框3以及第二铜箔2可以是完全贴合也可以具有一定空隙。当第一铜箔1和第二铜箔2与封装粘结框3之间具有一定空隙时,通过后续的抽真空和热压处理以消除空隙,清除空气。
55.其中,如图1-3所示,s3“将叠配组合结构置于真空压机中进行抽真空处理”包括:将叠配组合结构置于真空压机中进行抽真空处理。在真空环境下通过真空压机对叠配组合结构进行热压固化。
56.具体地,“对叠配组合结构进行抽真空处理”包括:将叠配组合结构置于真空压机中,开启真空压机,对叠配组合结构进行抽真空处理,其抽真空处理的时间范围为5-60min,使得叠配组合结构的内部形成真空态。
57.具体地,“在真空环境下通过真空压机对叠配组合结构进行热压固化”包括:将真空处理过后的叠配组合结构置于真空压机中进行热压固化处理。其中,热压固化处理为在120-170℃的环境下,对叠配组合结构施以1-2mpa的面压进行预压5-20min,然后升温到160-240℃,并对组合施以2-6mpa的面压保持15-150min。
58.采用不同粘合材料的封装粘结框3所热压固化的温度和压力不同。不同的封装粘结框3所需的热压固化的温度和压力分别在实施例1、2、3中具体说明。
59.具体地,“在真空环境下通过真空压机对叠配组合结构进行热压固化”之后的步骤还包括:在完成热压固化后,解除真空并降温到60-130℃后进行卸板操作。
60.本发明还提供了一种铜箔载体,通过采用前述的铜箔载体的制作方法制成。
61.借由上述本发明揭示的实施步骤,本发明较现有技术具有下述显著的功效改良及突破处:
62.1、通过粘结材料、具有粘结功能的胶膜或片材制成封装粘结框3,封装粘结框3设置在第一铜箔1上,实现第一铜箔1和第二铜箔2之间的粘合,避免产生空洞或缝隙,从而保证第一铜箔1和第二铜箔2靠近封装粘结框3的面不会产生蚀刻液渗漏。
63.2、通过第一铜箔1与第二铜箔2的形状大小相同,且封装粘结框3的边缘与第一铜箔1与第二铜箔2的边缘重合,减少叠配组合结构中材料的浪费。
64.3.不需要内衬层即可满足载体的刚性需求,以此可以节约成本、减少工序及其它异常;另外,铜箔上印制粘结边框层时只需要1面铜箔即可。
65.实施例1
66.如图1-3所示,本发明提供了一种铜箔载体的制作方法及铜箔载体,其制作方法包括:
67.s1:在第一铜箔1上粘附封装粘结框3。
68.s2:将第二铜箔2设置在第一铜箔1粘附封装粘结框3的一侧,以形成叠配组合结构。
69.s3:对叠配组合结构进行真空处理和热压固化,以生成铜箔载体。
70.其中,s1“在第一铜箔1上粘附封装粘结框3”,是通过以下步骤得到的:
71.在第一铜箔1上粘附粘结材料,其中,粘结材料为胶水类的非金属粘结材料。具体地,将第一铜箔1的一面朝上,并置于丝印平台进行吸附定位。通过丝印机将非金属粘结材料印制到第一铜箔1朝上一面的边缘区域,以形成膜状的封装粘结框3,封装粘结框3为内部中空的闭合形状。印制封装粘结框3后的第一铜箔1据实际需要晾晒或烘干到一定程度,待用。
72.其中,s2“将第二铜箔2设置在第一铜箔1粘附封装粘结框3的一侧,以形成叠配组合结构”包括:第一铜箔1与第二铜箔2的形状大小相同。将第二铜箔2的边缘与第一铜箔1的边缘对齐,并将第二铜箔2置于第一铜箔1粘附封装粘结框3的一侧,以形成叠配组合结构。
73.其中,s3“对叠配组合结构进行真空处理和热压固化,以生成铜箔载体”将叠配组合结构置于真空压机中进行抽真空处理。在真空环境下通过真空压机对叠配组合结构进行热压固化。
74.具体地,“在真空环境下通过真空压机对叠配组合结构进行热压固化”包括:将真空处理过后的叠配组合结构置于真空压机中进行热压固化处理。其中,热压固化处理为在130℃的环境下,对叠配组合结构施以1-2mpa的面压进行预压5-20min,然后升温到160-200℃,并对组合施以2-6mpa的面压保持15-150min。
75.具体地,“在真空环境下通过真空压机对叠配组合结构进行热压固化”之后的步骤还包括:在完成热压固化后,解除真空并降温到60-130℃后进行卸板操作。
76.实施例2
77.如图1-2所示,在第一铜箔1上粘附粘结材料,其中,粘结材料为锡、锡膏、锡铅等的金属粘结材料。
78.其中,s1“在第一铜箔1上粘附封装粘结框3”,是通过以下步骤得到的:将第一铜箔1的一面朝上,并置于丝印平台进行吸附定位。通过丝印机将金属粘结材料印制到第一铜箔
1朝上一面的边缘区域,或,通过喷锡机将金属粘结材料喷涂到第一铜箔1朝上一面的边缘区域,以形成膜状的封装粘结框3,封装粘结框3为内部中空的闭合形状。印制封装粘结框3后的第一铜箔1据实际需要晾晒或烘干到一定程度,待用。
79.通过喷锡机将金属粘结材料喷涂到第一铜箔1朝上一面的边缘区域时,将不需要喷锡的区域遮盖,将需要喷锡的边缘区域露出,使金属粘结材料喷涂到第一铜箔1的边缘区域上。
80.其中,s2“将第二铜箔2设置在第一铜箔1粘附封装粘结框3的一侧,以形成叠配组合结构”包括:第一铜箔1与第二铜箔2的形状大小相同。将第二铜箔2的边缘与第一铜箔1的边缘对齐,并将第二铜箔2置于第一铜箔1粘附封装粘结框3的一侧,以形成叠配组合结构。
81.其中,s3“对叠配组合结构进行真空处理和热压固化,以生成铜箔载体”将叠配组合结构置于真空压机中进行抽真空处理。在真空环境下通过真空压机对叠配组合结构进行热压固化。
82.具体地,“在真空环境下通过真空压机对叠配组合结构进行热压固化”包括:将真空处理过后的叠配组合结构置于真空压机中进行热压固化处理。其中,热压固化处理为在150-170℃的环境下,对叠配组合结构施以1-2mpa的面压进行预压5-20min,然后升温到200-240℃,并对组合施以2-4mpa的面压保持10-90min。
83.具体地,“在真空环境下通过真空压机对叠配组合结构进行热压固化”之后的步骤还包括:在完成热压固化后,解除真空并降温到100-140℃后进行卸板操作。
84.实施例3
85.在第一铜箔1上粘附具有粘结功能的胶膜或片材,其中,将具有粘结功能的胶膜或片材裁制成封装粘结框3粘附于第一铜箔1上。
86.具体地,s1“在第一铜箔1上粘附封装粘结框3”,是通过以下步骤得到的:将具有粘结功能的胶膜或片材裁制成与第一铜箔1或第二铜箔2边缘重合的图形,且将具有粘结功能的胶膜或片材裁制成内部中空的闭合形状,已形成封装粘结框3,备用。
87.其中,s2“将第二铜箔2设置在第一铜箔1粘附封装粘结框3的一侧,以形成叠配组合结构”包括:第一铜箔1与第二铜箔2的形状大小相同。将第二铜箔2的边缘与第一铜箔1的边缘对齐,并将第二铜箔2置于第一铜箔1粘附封装粘结框3的一侧,以形成叠配组合结构。
88.其中,s3“对叠配组合结构进行真空处理和热压固化,以生成铜箔载体”将叠配组合结构置于真空压机中进行抽真空处理。在真空环境下通过真空压机对叠配组合结构进行热压固化。
89.具体地,“在真空环境下通过真空压机对叠配组合结构进行热压固化”包括:将真空处理过后的叠配组合结构置于真空压机中进行热压固化处理。其中,热压固化处理为在130℃的环境下,对叠配组合结构施以1-2mpa的面压进行预压5-20min,然后升温到160-200℃,并对组合施以2-6mpa的面压保持20-120min。
90.具体地,“在真空环境下通过真空压机对叠配组合结构进行热压固化”之后的步骤还包括:在完成热压固化后,解除真空并降温到60-100℃后进行卸板操作。
91.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较
为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
92.以上公开的仅为本发明的几个具体实施场景,但是,本发明并非局限于此,任何本领域的技术人员能思之的变化都应落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1