一种洗衣机PCBA焊点二次自动化焊接装置及焊接方法与流程
一种洗衣机pcba焊点二次自动化焊接装置及焊接方法
技术领域
1.本发明涉及pcb板焊接技术领域,特别是一种洗衣机pcba焊点二次自动化焊接装置及焊接方法。
背景技术:
2.smt元件贴片制程为:根据pcb上引出的宽度及阻焊开窗的区域,以焊盘的实际焊接区域在印锡钢网上的相应位置开孔,将所述印刷对应覆盖在pcb上,以完成焊盘的印刷。而洗衣机显示板设计为导电薄膜导通结构,生产为锡膏焊接工艺,显示板上需焊接片状式针座,此贴片针座引脚多、密、小,受设备吸嘴、物料异常等因素影响,生产过程容易出现针座贴装偏移、连锡严重、多个引脚上锡不良等问题。回流焊后针座焊接故障目前只能维修简单的上锡不良、短路等异常,而整体更换手工焊接针座需要较高的焊接技能,分厂硬件不具备维修条件。且塑壳封装无法承受烙铁高温加热,无法返修只能整板报废处理。
3.因此,贴片针座维修问题一直是困扰生产的一大难点,而针座焊接故障导致半成品整板由于无法返修只能报废处理,存在一定成本浪费。
技术实现要素:
4.为了克服现有技术的上述缺点,本发明的目的是提供一种洗衣机pcba焊点二次自动化焊接装置及焊接方法,以有效解决上述问题。
5.本发明解决其技术问题所采用的技术方案是:
6.一种洗衣机pcba焊点二次自动化焊接装置,其中,包括底板、pcb板托盘和钢网活动机构;所述pcb板托盘和所述钢网活动机构设置在所述底板上,所述钢网活动机构设置在所述pcb板托盘的一侧;所述钢网活动机构包括可旋转设置的涂覆不锈钢,所述涂覆不锈钢位于所述pcb板托盘的上方。
7.作为本发明的进一步改进:所述钢网活动机构还包括轴承安装座、旋转轴和涂覆不锈钢卡件;所述旋转轴的两端均通过所述轴承安装座设置在所述底板上,所述旋转轴的一侧与所述涂覆不锈钢卡件连接,所述涂覆不锈钢卡件的下方设置所述涂覆不锈钢。
8.作为本发明的进一步改进:所述涂覆不锈钢卡件上设置有涂覆槽,所述涂覆不锈钢包裹设置在所述涂覆槽的底面。
9.作为本发明的进一步改进:所述涂覆不锈钢包括涂覆部、第一贴合部、第二贴合部和第三贴合部;所述第一贴合部、第二贴合部和第三贴合部分别设置在所述涂覆部的一侧;所述涂覆部对应所述涂覆槽设置,所述第一贴合部、第二贴合部和第三贴合部分别与所述涂覆槽的边缘包覆设置。
10.作为本发明的进一步改进:所述第一贴合部、第二贴合部、第三贴合部具有穿孔,所述涂覆槽的边缘对应所述穿孔的位置设置有螺钉孔;所述穿孔和所述螺钉孔通过螺钉连接。
11.作为本发明的进一步改进:所述轴承安装座的一侧设置有轴承盖板。
12.作为本发明的进一步改进:两个所述轴承安装座通过横梁连接。
13.作为本发明的进一步改进:所述pcb板托盘包括托盘底板和若干个压块;所述托盘底板上设置有不规则的避让槽,所述避让槽周围设置所述压块。
14.作为本发明的进一步改进:所述pcb板托盘包括7个压块,所述7个压块包围设置在所述避让槽周围。
15.一种洗衣机pcba焊点二次自动化焊接装置的焊接方法,其中,应用如上述任意一项所述的洗衣机pcba焊点二次自动化焊接装置,还包括如下步骤:
16.(1)将pcba板放置在pcb板托盘内,其插装元件面朝下;
17.(2)将涂覆不锈钢钢的网片翻转后与pcb板的针座焊盘进行重合紧贴;
18.(3)将锡膏均匀的涂覆在涂覆不锈钢的网片上;
19.(4)将针座轻轻的沾到锡膏上,再将整个pcb板进行回流焊接,以此完成一次二次上锡焊接。
20.与现有技术相比,本发明的有益效果是:
21.1、有效解决因针座焊接质量异常(短路、漏焊、倾斜)等导致的报废问题;
22.2、有效解决手工焊接无法返修的问题;
23.3、有效提高故障板的返修合格率。
附图说明
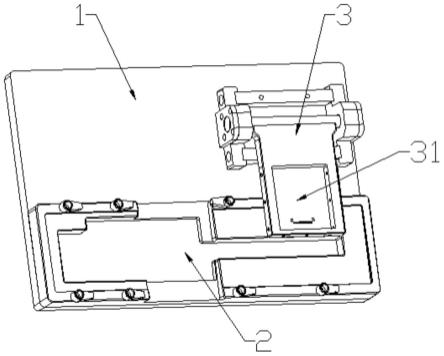
24.图1为本发明的整体结构示意图。
25.图2为本发明的pcb板托盘结构示意图。
26.图3为本发明的钢网活动机构结构示意图。
27.图4为本发明的涂覆不锈钢卡件结构示意图。
28.图5为本发明的涂覆不锈钢结构示意图。
29.图6为本发明的钢网活动机构部分结构示意图。
30.附图标记说明:
31.1-底板;2-pcb板托盘;3-钢网活动机构;31-涂覆不锈钢;32-轴承安装座;33-旋转轴;34-涂覆不锈钢卡件;341-涂覆槽;311-涂覆部;312-第一贴合部;313-第二贴合部;314-第三贴合部;315-传控;342-螺钉孔;35-轴承盖板;36-横梁;21-托盘底板;22-压块;211-避让槽。
具体实施方式
32.现结合附图说明与实施例对本发明进一步说明:
33.实施例一:
34.本实施例提供如附图1-6所示的一种洗衣机pcba焊点二次自动化焊接装置,其中,包括底板1、pcb板托盘2和钢网活动机构3;所述pcb板托盘2和所述钢网活动机构3设置在所述底板1上,所述钢网活动机构3设置在所述pcb板托盘2的一侧;所述钢网活动机构3包括可旋转设置的涂覆不锈钢31,所述涂覆不锈钢31位于所述pcb板托盘2的上方。
35.在本实施例中,底板1用于固定其他机构的部件,在进行焊接时,通过pcb板托盘2对pcb板进行固定,再将钢网活动机构3的涂覆不锈钢31对上pcb板局部需要焊接的位置进
行涂覆和焊接,将pcb板托盘2可拆卸设置,能够根据不同的pcb板所需要焊接的局部调整pcb板托盘2的位置。而钢网活动机构3用于对第一次焊接后焊接不良的局部位置进行二次焊接,通过涂覆不锈钢31对准需要进行二次焊接的局部位置,将该位置上的针座去除掉,焊盘上的焊锡清理干净,使用工装将pcb板上针座处印刷好锡膏,然后取新的贴片针座物料贴到印刷锡膏后的焊盘上,经过二次过回流焊焊接从而实现返修利用。钢网活动机构3的涂覆不锈钢31即为钢网,用于辅助对针座处精准的进行锡膏的印刷和后续的焊接。
36.钢网(stencils),也就是smt模板(smt stencil),是一种smt专用模具。其主要功能是帮助锡膏的沉积,目的是将准确数量的锡膏转移到空pcb上的准确位置。smt表面技术,其英文名为surface mount technology,简称smt,它包括印刷技术、贴装技术、回流焊接技术等。根据pcb上引出的宽度及阻焊开窗的区域,以焊盘的实际焊接区域在印锡钢网上的相应位置开孔,将所述印刷对应覆盖在pcb上,以完成焊盘的印刷。
37.继续对本实施例中的钢网活动机构3做进一步详细描述,如附图3所示,所述钢网活动机构3还包括轴承安装座32、旋转轴33和涂覆不锈钢卡件34;所述旋转轴33的两端均通过所述轴承安装座32设置在所述底板1上,所述旋转轴33的一侧与所述涂覆不锈钢卡件34连接,所述涂覆不锈钢卡件34的下方设置所述涂覆不锈钢31。
38.在本实施例中,轴承安装座32用于安装旋转轴33,而涂覆不锈钢卡件34用于安装涂覆不锈钢31,通过旋转轴33和涂覆不锈钢卡件34的配合,能够使得涂覆不锈钢31进行旋转,从而方便对准pcb板,在更换pcb板时向上旋转即可,同时,此设置可以反复翻转重新印刷。
39.在本实施例中,为了方便涂覆不锈钢31的使用,方便进行锡膏的涂覆以及后续的焊接,在所述涂覆不锈钢卡件34上设置有涂覆槽341,所述涂覆不锈钢31包裹设置在所述涂覆槽341的底面。这样涂覆不锈钢卡件34就不会完全盖住涂覆不锈钢31,影响涂覆不锈钢31的正常使用。
40.继续对本实施例中的涂覆不锈钢31做进一步详细描述,如附图5所示,所述涂覆不锈钢31包括涂覆部311、第一贴合部312、第二贴合部313和第三贴合部314;所述第一贴合部312、第二贴合部313和第三贴合部314分别设置在所述涂覆部311的一侧;所述涂覆部311对应所述涂覆槽341设置,所述第一贴合部312、第二贴合部313和第三贴合部314分别与所述涂覆槽341的边缘包覆设置。为了保证涂覆不锈钢31与涂覆槽341能够稳定配合安装,设置第一贴合部312、第二贴合部313和第三贴合部314来包裹住涂覆槽341的边缘部位。由于涂覆槽341开设在卡件靠近下方的位置,使得涂覆槽341靠近pcb板的三侧边缘呈现细长条状结构,因此通过第一、第二和第三贴合部314向上折起能够顺利包覆住这三侧,稳固整个涂覆不锈钢31在作业中不产生偏移,避免钢网的掉落,其中涂覆部311用于上述的涂覆和焊接作业。
41.而为了进一步稳固涂覆不锈钢31在作业中不产生偏移或者掉落,如附图5所示,在所述第一贴合部312、第二贴合部313、第三贴合部314具有穿孔315,所述涂覆槽341的边缘对应所述穿孔315的位置设置有螺钉孔342;所述穿孔和所述螺钉孔342通过螺钉连接。这样,通过涂覆槽341边缘和第一贴合部312、第二贴合部313、第三贴合部314所设置的对应开孔,再通过螺钉穿孔进行固定,涂覆槽341边缘的开孔方向与涂覆部311平行,相较竖着开孔,则能够进一步提高涂覆不锈钢31的稳定效果。
42.进一步的,如附图1所示,为了提高轴承安装座32与旋转轴33连接的稳定性,在所述轴承安装座32的一侧设置有轴承盖板35。
43.进一步的,如附图1和附图6所示,为了进一步提高两个轴承安装座32位置的稳固性,避免轴承安装座32与旋转轴33在安装时产生偏移,设置两个所述轴承安装座32通过横梁36连接。这样,两个轴承安装座32的两端均通过横梁36固定连接,保证了两个轴承安装座32呈平行设置,保证了旋转轴33与pcb板托盘2平行设置,避免影响涂覆和焊接的准确性。
44.继续对本实施例中的pcb板托盘2做进一步详细描述,如附图1所示,所述pcb板托盘2包括托盘底板21和若干个压块22;所述托盘底板21上设置有不规则的避让槽211,所述避让槽211周围设置所述压块22。压块22的设置是为了将pcb板进一步固定在托盘底板21上。而避让槽211的设置则是为了对pcb板的已焊接的部分焊接合格的元件进行避让,避免损伤元件,也为了保证焊接时pcb板能够水平放置。压块22通过旋转能够对pcb板进行压紧固定和解除压紧固定。
45.在本发明的其中一个实施例中,所述pcb板托盘2包括7个压块22,所述7个压块22包围设置在所述避让槽211周围。
46.实施例二:
47.本实施例提供一种洗衣机pcba焊点二次自动化焊接装置的焊接方法,其中,应用如上述实施例一种所述的洗衣机pcba焊点二次自动化焊接装置,还包括如下步骤:
48.(1)将pcba板放置在pcb板托盘2内,其插装元件面朝下;放置过程赢轻轻放置,避免贴片元件与与pcb板托盘的表面干涉,导致器件破损;
49.(2)将涂覆不锈钢钢的网片翻转后与pcb板的针座焊盘进行重合紧贴;这个过程需要小心紧贴。
50.(3)将锡膏均匀的涂覆在涂覆不锈钢的网片上;可使用刮刀沾上锡膏进行涂覆;此时pcb板的针座焊盘上会有一层涂覆好的锡膏。
51.(4)将针座轻轻的沾到锡膏上,再将整个pcb板进行回流焊接,以此完成一次二次上锡焊接。此过程可使用镊子将针座轻轻的沾到锡膏上,再将整个显示板过回流焊接,以实现二次上锡焊接。
52.在本实施例中,pcb(印刷电路板)的smt(表面贴装技术)生产工艺主要分有铅和无铅焊接,主要工艺步骤包括:第1步锡膏印刷;第2步自动贴片;第3步回流焊接;第4步aoi检测工序。
53.有铅和无铅焊接工艺的主要区别在于使用的锡膏不同,有铅制程使用有铅锡膏,锡膏中主要的金属成分是:锡63%,铅37%、锡膏的焊接熔点183度;无铅制程使用无铅锡膏,锡膏中主要的金属成分是:锡96.5%,银3%,铜0.5%。锡膏的焊接熔点是217度,锡膏充分的融熔和润湿焊盘需要温度在220度以上30-60s,一般最高温度要求在230-250度,焊接温度要求的不同,对pcb的要求也不相同。
54.本发明的主要功能:提供一种自动化返修焊接不良的制具,可以有效解决贴片焊接的短路、漏焊、未上锡、焊倾斜等质量问题,实现自动化二次上线返修。通过设置局部钢网的印刷工装,再将故障板上针座去除掉,焊盘上焊锡清理干净,使用工装将pcb板上针座处印刷好锡膏,然后取一颗新的贴片针座物料贴到印刷锡膏后的焊盘上,二次过回流焊焊接实现返修利用。钢网采用局部钢网结构,可有效保证二次焊接质量,减少重复返修次数,避
免返修造成的生产效率下降。
55.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
56.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。此外,下面所描述的本发明不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
57.综上所述,本领域的普通技术人员阅读本发明文件后,根据本发明的技术方案和技术构思无需创造性脑力劳动而作出其他各种相应的变换方案,均属于本发明所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1