多工位包胶设备的制作方法
本发明涉及非标自动化,特别是涉及一种多工位包胶设备。
背景技术:
1、自动化技术广泛用于工业、农业、军事、科学研究、交通运输、商业、医疗、服务和家庭等方面。采用自动化技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的器官功能,极大地提高劳动生产率,增强人类认识世界和改造世界的能力。自动化系统中的大型成套设备,又称自动化装置。是指机器或装置在无人干预的情况下按规定的程序或指令自动进行操作或控制的过程。
2、电子元件电容等电子元器件生产过程中,需要在电子元件的外部进行包胶,包胶可以是包上屏蔽胶带或者标签等,现有的包胶过程都是通过人工来完成的,不能进行有效的自动化包胶,生产效率低。
技术实现思路
1、为解决上述问题,本发明提供一种实现自动化包胶、引脚精切、摆盘,自动化程度高,解决了现有半自动设备效率低的问题的多工位包胶设备。
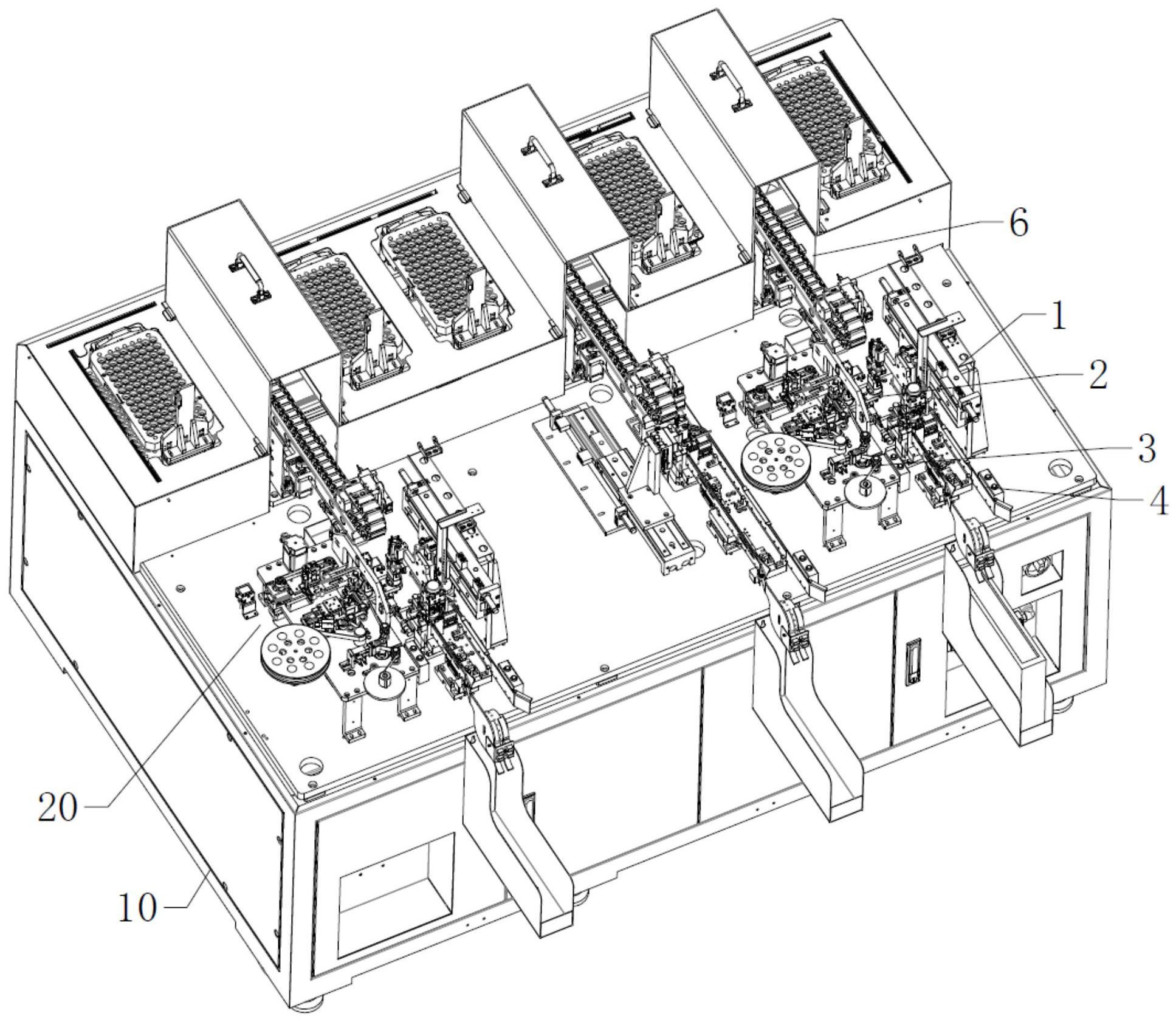
2、本发明所采用的技术方案是:一种多工位包胶设备,包括机架,所述机架上安装有多个包胶工位,所述包胶工位包括编带机构,搬运机构,旋转机构,包胶机构,切脚机构,以及料盘机构,所述编带机构用于电子元件供料;所述搬运机构用于将编带机构所供料的电子元件搬运;所述旋转机构包括旋转驱动装置、安装在旋转驱动装置上的旋转台、以及安装在旋转台两侧的两组夹持治具,所述搬运机构用于将电子元件从编带机构抓取放置到夹持治具、以及从夹持治具上抓取电子元件下料;所述包胶机构包括包胶支架、安装在包胶支架上的放料装置、安装在包胶支架并位于放料装置一侧的剥离装置、用于将剥离装置所剥离的胶带取料并包覆在电子元件上的包胶装置、以及安装在包胶支架一侧并用于将包覆后的胶带压紧的压紧装置;所述包胶支架位于放料装置一侧设有收料装置,所述收料装置用于胶带废料收卷,所述包胶装置将胶带从剥离装置上取料并包覆至夹持治具所夹持的电子元件上;所述搬运机构将包胶后的电子元件搬运至切脚机构,所述切脚机构用于将电子元件的引脚进行切脚;所述料盘机构包括料盘取料装置、以及料盘摆料装置,所述料盘取料装置用于在切脚机构上抓取切脚后的电子元件并放置到料盘摆料装置上。
3、对上述方案的进一步改进为,所述编带机构包括调节座、安装在调节座上的编带支架、安装在编带支架上并用于编带导向送料的导向进料轨道、安装在编带支架上并用于驱动编带在导向进料轨道上输送的编带驱动装置、用于将电子元件与编带分离的编带切料装置、以及用于将切料后的编带进行放料的编带导向装置;
4、对上述方案的进一步改进为,所述编带驱动装置包括编带电机、以及连接于编带电机的编带驱动针轮,所述编带驱动针轮用于驱动编带在导向进料轨道上输送;
5、对上述方案的进一步改进为,所述编带切料装置包括编带切料模具、以及连接于编带切料模具并用于驱动编带切料模具的切料气缸;
6、对上述方案的进一步改进为,所述编带导向装置包括导向驱动组件、以及编带导向辊,所述导向驱动组件用于驱动编带朝向编带导向辊进行放料。
7、对上述方案的进一步改进为,所述搬运机构包括搬运支架、安装在搬运支架上的搬运传动装置、安装在搬运传动装置上的搬运升降装置、以及分别安装在搬运升降装置两侧的第一抓取装置和第二抓取装置,所述搬运传动装置用于驱动第一抓取装置和第二抓取装置交替在夹持治具上取、放电子元件;所述第一抓取装置的一侧安装有定位装置,所述定位装置用于将电子元件压紧定位在夹持治具上;
8、对上述方案的进一步改进为,所述第一抓取装置包括第一气爪、以及安装在第一气爪的第一夹爪,所述第一气爪用于驱动第一夹爪将电子元件夹持,所述定位装置包括压紧座、以及连接于压紧座的压杆,所述压杆与压紧座之间安装有压紧弹簧,所述压紧座设有用于调节压杆的调节螺钉;所述第二抓取装置包括第二气爪、以及连接于第二气爪的第二夹爪,所述第二气爪用于驱动第二夹爪将电子元件夹持。
9、对上述方案的进一步改进为,所述旋转驱动装置包括旋转支架、安装在旋转支架上的旋转电机、以及连接于旋转电机的旋转轴,所述旋转台连接于旋转轴;所述夹持治具包括第三气爪、以及连接于第三气爪的第三夹爪,所述第三夹爪用于将电子元件夹持固定。
10、对上述方案的进一步改进为,所述放料装置包括放料盘、以及导料组件,所述导料组件包括有多个导料辊以及至少一个压紧辊,所述放料盘用于胶带放卷,所述导料辊用于胶带导向,所述压紧辊用于将导料输送过程中的胶带压紧;所述收料装置包括收料导向辊以及用于胶带收料的收料盘。
11、对上述方案的进一步改进为,所述剥离装置包括夹持定位组件、剥离推动组件、以及剥离夹持组件,所述夹持定位组件设有夹持座,所述夹持座用于将胶带夹持定位,所述剥离推动组件包括推动气缸、以及连接于推动气缸的刮片,所述刮片用于将标签从胶带上刮出,所述剥离夹持组件包括夹持气爪以及夹持爪,所述夹持爪用于将刮片所刮出的标签夹持,所述包胶装置用于将夹持爪所夹持的标签抓取。
12、对上述方案的进一步改进为,所述包胶装置包括线性驱动模组、连接于线性驱动模组的升降模组、连接于升降模组的缓冲杆、以及连接于缓冲杆的取料杆,所述取料杆的一端设有取料槽,所述取料槽的两侧设有负压孔,所述负压孔用于吸附标签,所述取料槽用于在包覆标签时贴合在电子元件上,所述缓冲杆用于取料杆取放料时作用缓冲。
13、对上述方案的进一步改进为,所述压紧装置包括压紧支架、安装在压紧支架两侧且对应夹持治具两侧的辊压组件、以及安装在压紧支架并位于夹持治具上方的压紧气缸,所述压紧气缸用于将夹持治具所夹持的电子元件压紧;所述辊压组件包括辊压气缸、连接于辊压气缸的辊压滑块、铰接于辊压滑块的铰接块、以及安装在铰接块上的辊压轮,所述辊压滑块与铰接块之间设有辊压弹簧,所述辊压弹簧作用铰接块的辊压张紧,所述压紧气缸的一侧安装有检测传感器,所述检测传感器用于检测夹持治具上是否有电子元件。
14、对上述方案的进一步改进为,所述切脚机构包括切脚支架、安装在切脚支架上的切脚模具、以及用于驱动切脚模具的切脚驱动气缸,所述切脚模具的下侧连接有废料导向槽,所述废料导向槽的底部设有废料接收盒,所述切脚模具上设有切脚位,所述切脚位的两侧设有切脚检测传感器,所述搬运机构将包胶后的电子元件抓取放置到切脚位上进行切脚。
15、对上述方案的进一步改进为,所述料盘取料装置包括取料支架、安装在取料支架上的取料传动组件、以及安装在取料传动组件上的取料抓取组件,所述料盘摆料装置包括放料传动模组、以及料盘缓存模组,所述放料传动模组用于摆放料盘,所述料盘缓存模组用于缓存料盘,所述取料抓取组件用于在切脚机构上抓取切脚后的电子元件放置到放料传动模组的料盘上摆放。
16、本发明的有益效果是:
17、相比现有的电子元件包胶,本发明采用多个工位设计,可以同时进行多个产品进行包胶,包胶过程是通过编带机构供料,供料后通过搬运机构搬运到旋转机构,旋转机构将电子元件旋转到包胶机构,包胶机构对电子元件的外径包胶,完成包胶后通过旋转机构旋转,在搬运机构的作用下实现交替搬运上料和下料,下料是下料到切脚机构,切脚机构将电子元件的引脚进行修脚,后通过料盘机构将电子元件抓取摆放到料盘上,实现自动化包胶、引脚精切、摆盘,自动化程度高,解决了现有半自动设备效率低的问题。具体是,设置了机架,所述机架上安装有多个包胶工位,所述包胶工位包括编带机构,搬运机构,旋转机构,包胶机构,切脚机构,以及料盘机构,所述编带机构用于电子元件供料;所述搬运机构用于将编带机构所供料的电子元件搬运;所述旋转机构包括旋转驱动装置、安装在旋转驱动装置上的旋转台、以及安装在旋转台两侧的两组夹持治具,所述搬运机构用于将电子元件从编带机构抓取放置到夹持治具、以及从夹持治具上抓取电子元件下料;所述包胶机构包括包胶支架、安装在包胶支架上的放料装置、安装在包胶支架并位于放料装置一侧的剥离装置、用于将剥离装置所剥离的胶带取料并包覆在电子元件上的包胶装置、以及安装在包胶支架一侧并用于将包覆后的胶带压紧的压紧装置;所述包胶支架位于放料装置一侧设有收料装置,所述收料装置用于胶带废料收卷,所述包胶装置将胶带从剥离装置上取料并包覆至夹持治具所夹持的电子元件上;所述搬运机构将包胶后的电子元件搬运至切脚机构,所述切脚机构用于将电子元件的引脚进行切脚;所述料盘机构包括料盘取料装置、以及料盘摆料装置,所述料盘取料装置用于在切脚机构上抓取切脚后的电子元件并放置到料盘摆料装置上。包胶过程中,搬运机构用于将电子元件搬运,将电子元件从上料位置搬运到夹持治具上,通过旋转驱动装置的作用下驱动旋转台带动夹持治具和所夹持的电子元件旋转到包胶机构,包胶机构通过放料、剥离、取料包胶,将标签胶带包覆在电子元件的外部,在包覆后再通过压紧装置将标签胶带的两侧辊压贴合在电子元件的外径,实现了全自动化包胶,不需要人工操作,自动化上下料以及包胶,辊压,自动化程度高,解决了现有人工包胶效率低的问题。更具体来说,是通过放料
18、装置将胶带放料,放料到剥离装置将标签从胶带上剥离,剥离后通过包胶装置5将标签取料,取料后包覆在电子元件上,包覆后通过压紧装置将标签的两侧压
19、紧包覆,后再通过旋转机构旋转取料下料,旋转后将有新的电子元件供包胶,如此循环交替工作。
- 还没有人留言评论。精彩留言会获得点赞!