一种智能上PIN贴胶机的制作方法
一种智能上pin贴胶机
技术领域
1.本实用新型涉及pcb板加工相关技术领域,具体是一种智能上pin贴胶机。
背景技术:
2.现有的pcb板钻孔前把垫板、pcb板、铝片合在一起后打孔上pin和贴胶的加工工艺一般是由预处理好的铜箔、垫板和盖板由人工经多次加工工艺来完成的。各自加工是相互独立的,加工过程中通过运转工序相互连接,从预处理好的铜箔到贴胶堆垛,通过车间运输小车转运至打孔工序,然后通过人工将线板定位孔装在打钉铜板销钉里,通过四面包胶完成工件组装,即:打钉工艺:人工上料
→
打钉
→
堆垛;包胶工序:人工上料
→
将铜箔、垫板和盖板组装在一起
→
四面包胶
→
堆垛;
3.由以上工艺可知,现有的软板生产工艺存在以下缺陷:
4.1.铜箔需要进行多次搬运和上下料操作,生产设备停机和等待时间长。
5.2.工人需要对pcb板进行多次搬运和上下料操作,劳动强度大。
6.3.经过多次搬运和上下料操作容易造成铜箔和垫板划伤表面质量不稳定、生产效率低、人力成本较高。
7.4.生产设备布置分散,相互交叉不能集中生产。
8.现在大多是人工操作,效率低,品质难把控。
技术实现要素:
9.本实用新型的目的在于提供一种智能上pin贴胶机,以解决现有技术中的问题。
10.为实现上述目的,本实用新型提供如下技术方案:一种智能上pin贴胶机,包括进料设备和打孔上pin贴胶一体机,所述进料设备包括进料车、6轴手臂、叠板台、整板台a、4轴手臂a、铝片料仓、整板台b、4轴手臂b和垫板料仓;所述6轴手臂一侧设置有进料车,所述6轴手臂另一侧设置有叠板台,所述6轴手臂后部设置有整板台a、4轴手臂a和铝片料仓,所述6轴手臂前部设置有整板台b、4轴手臂b和垫板料仓;所述打孔上pin贴胶一体机包括机架,所述机架内设置有上pin贴胶区、翻转区、出料模组和收料仓。
11.优选的,所述上pin贴胶区包括上pin贴胶组合模组和上pin 贴胶头,且上pin贴胶头位于上pin贴胶组合模组上方;所述上pin贴胶区一侧设置有翻转区,所述翻转区上方设置有出料模组,所述出料模组一侧设置有收料仓。
12.优选的,所述上pin贴胶组合模组包括第一伺服电机、进料模块、出料模块、进出料模块升降气缸、出料模组夹料气缸、进料模组夹料气缸、喷码模块、贴胶头步进模组一、寻边伺服模组a、胶间距调节步进模组a、喷码机、喷码机升降气缸、置板平台、第二伺服电机、胶间距调节步进模组b、胶间距调节步进模组c、贴胶头步进模组二、贴胶头步进模组三、贴胶头步进模组四、贴胶头步进模组五、贴胶头步进模组六、贴胶头步进模组七、贴胶头步进模组八和寻边伺服模组b。
13.优选的,所述上pin贴胶头包括压pin气缸、pin振动盘、上pin头安装侧板、振动盘
控制器、上pin头安装底板、主轴顶升气缸、主轴套、压力脚气缸、压力脚、下pin漏斗和压力脚导向直线滑轨;所述主轴套内设置有主轴,且主轴通过主轴顶升气缸驱动,所述下pin漏斗内侧设置有送pin气缸。
14.优选的,所述翻转区包括夹爪间距调节伺服模组、旋转气缸固定板、旋转气缸a、夹爪气缸a、旋转气缸b和夹爪气缸b;所述旋转气缸固定板共设置有两个,两个所述旋转气缸固定板分别安装有旋转气缸a和旋转气缸b,所述旋转气缸a上安装有夹爪气缸a,所述旋转气缸b上安装有夹爪气缸b;所述夹爪气缸a和夹爪气缸b之间设置有翻转产品。
15.优选的,所述出料模组包括升降气缸、第三伺服电机、模移模组大板、升降气缸下限位、夹爪a固定板、夹爪b固定板、夹爪位移步进电机、夹爪a、夹爪b、旋转气缸、模组框架和夹爪气缸;所述模组框架顶部安装有第三伺服电机,所述模组框架顶部滑动安装有模移模组大板,所述模移模组大板顶端安装有升降气缸,所述升降气缸底部设置有下滑动模组,所述下滑动模组上滑动安装有夹爪a固定板和夹爪b固定板,所述夹爪a 固定板和夹爪b固定板上均安装有夹爪气缸,两个所述夹爪气缸上分别安装有夹爪a和夹爪b。
16.优选的,所述收料仓包括料仓固定大板、料仓升降板、升降电机、托架和感应器;所述料仓固定大板上安装有感应器和升降电机,所述料仓固定大板上滑动安装有料仓升降板,所述料仓升降板上安装有托架。
17.与现有技术相比,本实用新型的有益效果是:打孔上pin、贴胶一体完成,替代传统人工作业;提高生产效率,减少pcb板面刮伤及节省人力;提高产品的质量和稳定性。
附图说明
18.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
19.图1是本实用新型的结构示意图;
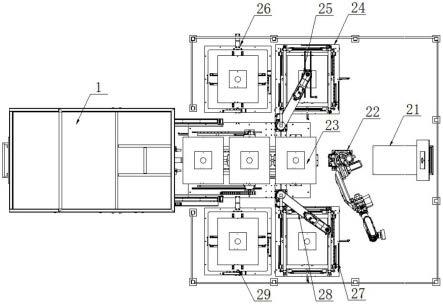
20.图2是本实用新型的俯视图;
21.图3是本实用新型打孔上pin贴胶一体机的结构示意图;
22.图4是本实用新型打孔上pin贴胶一体机内部的结构示意图;
23.图5为本实用新型上pin贴胶区的结构示意图;
24.图6是本实用新型上pin贴胶组合模组的结构示意图;
25.图7为本实用新型上pin贴胶头的结构示意图;
26.图8是本实用新型翻转区的结构示意图;
27.图9为本实用新型出料模组的结构示意图;
28.图10是本实用新型收料仓的结构示意图。
29.图中:1、进料设备;2、打孔上pin贴胶一体机;21、进料车;22、6轴手臂;23、叠板台;24、整板台a;25、4轴手臂a;26、铝片料仓;27、整板台b;28、4轴手臂b;29、垫板料仓;11、上pin贴胶区;12、翻转区;13、出料模组;14、收料仓;15、机架;111、上pin贴胶组合模组;112、上pin 贴胶头;11101、第一伺服电机;11102、进料模块;11103、出料模块;11104、进出料模块升降气缸;11105、出料模组夹料气缸;11106、进料模组夹料气缸;11107、喷码模块;11108、贴胶头步进模组一;11109、寻边伺服模组a;11110、胶间距调节步进模组a;11111、喷码机;11112、喷码机升降气缸;11113、置板平台;11114、第二伺服电机;11115、胶间距调节
步进模组b;11116、胶间距调节步进模组c;11117、贴胶头步进模组二;11118、贴胶头步进模组三;11119、贴胶头步进模组四; 11120、贴胶头步进模组五;11121、贴胶头步进模组六;11122、贴胶头步进模组七;11123、贴胶头步进模组八;11124、寻边伺服模组b;11201、压pin气缸;11202、pin振动盘;11203、上pin头安装侧板;11204、振动盘控制器;11205、上pin头安装底板;11206、主轴顶升气缸;11207、主轴套;11208、压力脚气缸;11209、压力脚;11210、下pin漏斗;11211、压力脚导向直线滑轨;1201、翻转产品;1202、夹爪间距调节伺服模组;1203、旋转气缸固定板;1204、旋转气缸a;1205、夹爪气缸a;1206、旋转气缸b;1207、夹爪气缸b;1301、升降气缸;1302、第三伺服电机;1303、模移模组大板;1304、升降气缸下限位;1305、夹爪a固定板;1306、夹爪b固定板;1307、夹爪位移步进电机;1308、夹爪a;1309、夹爪b;1310、旋转气缸;1311、模组框架;1312、夹爪气缸;1401、料仓固定大板;1402、料仓升降板;1403、升降电机;1404、托架;1405、感应器。
具体实施方式
30.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
31.请参阅图1-10,本实用新型实施例中,一种智能上pin贴胶机,包括进料设备2和打孔上pin贴胶一体机1,所述进料设备2包括进料车21、6轴手臂22、叠板台23、整板台a24、4 轴手臂a25、铝片料仓26、整板台b27、4轴手臂b28和垫板料仓29;所述6轴手臂22一侧设置有进料车21,所述6轴手臂 22另一侧设置有叠板台23,所述6轴手臂22后部设置有整板台a24、4轴手臂a25和铝片料仓26,所述6轴手臂22前部设置有整板台b27、4轴手臂b28和垫板料仓29;所述打孔上pin 贴胶一体机1包括机架15,所述机架15内设置有上pin贴胶区 11、翻转区12、出料模组13和收料仓14。
32.所述上pin贴胶区11包括上pin贴胶组合模组111和上pin 贴胶头112,且上pin贴胶头112位于上pin贴胶组合模组111 上方;所述上pin贴胶区11一侧设置有翻转区12,所述翻转区 12上方设置有出料模组13,所述出料模组13一侧设置有收料仓14。
33.所述上pin贴胶组合模组111包括第一伺服电机11101、进料模块11102、出料模块11103、进出料模块升降气缸11104、出料模组夹料气缸11105、进料模组夹料气缸11106、喷码模块 11107、贴胶头步进模组一11108、寻边伺服模组a11109、胶间距调节步进模组a11110、喷码机11111、喷码机升降气缸11112、置板平台11113、第二伺服电机11114、胶间距调节步进模组 b11115、胶间距调节步进模组c11116、贴胶头步进模组二11117、贴胶头步进模组三11118、贴胶头步进模组四11119、贴胶头步进模组五11120、贴胶头步进模组六11121、贴胶头步进模组七 11122、贴胶头步进模组八11123和寻边伺服模组b11124。
34.所述上pin贴胶头112包括压pin气缸11201、pin振动盘 11202、上pin头安装侧板
11203、振动盘控制器11204、上pin 头安装底板11205、主轴顶升气缸11206、主轴套11207、压力脚气缸11208、压力脚11209、下pin漏斗1121和压力脚导向直线滑轨1122;所述主轴套11207内设置有主轴,且主轴通过主轴顶升气缸11206驱动,所述下pin漏斗1121内侧设置有送 pin气缸。
35.所述翻转区12包括夹爪间距调节伺服模组1202、旋转气缸固定板1203、旋转气缸a1204、夹爪气缸a1205、旋转气缸b1206 和夹爪气缸b1207;所述旋转气缸固定板1203共设置有两个,两个所述旋转气缸固定板1203分别安装有旋转气缸a1204和旋转气缸b1206,所述旋转气缸a1204上安装有夹爪气缸a1205,所述旋转气缸b1206上安装有夹爪气缸b1207;所述夹爪气缸 a1205和夹爪气缸b1207之间设置有翻转产品1201。
36.所述出料模组13包括升降气缸1301、第三伺服电机1302、模移模组大板1303、升降气缸下限位1304、夹爪a固定板1305、夹爪b固定板1306、夹爪位移步进电机1307、夹爪a1308、夹爪b1309、旋转气缸1310、模组框架1311和夹爪气缸1312;所述模组框架1311顶部安装有第三伺服电机1302,所述模组框架 1311顶部滑动安装有模移模组大板1303,所述模移模组大板 1303顶端安装有升降气缸1301,所述升降气缸1301底部设置有下滑动模组,所述下滑动模组上滑动安装有夹爪a固定板1305和夹爪b固定板1306,所述夹爪a固定板1305和夹爪b 固定板1306上均安装有夹爪气缸1312,两个所述夹爪气缸1312 上分别安装有夹爪a1308和夹爪b1309。
37.所述收料仓14包括料仓固定大板1401、料仓升降板1402、升降电机1403、托架1404和感应器1405;所述料仓固定大板 1401上安装有感应器1405和升降电机1403,所述料仓固定大板1401上滑动安装有料仓升降板1402,所述料仓升降板1402 上安装有托架1404。
38.本实用新型的工作原理是:人工将装垫板、pcb板、铝片各自放到指定位置,由六轴手臂把pcb板放到整板台上用相机和机械结构进行定位套pin孔,再由两个四轴手臂或六轴手臂分别按把垫板、铝片和定位好的pcb板按顺序分别放到两个交替工作的叠板台上组合;叠板台把组合好产品输送到一体机处,由直线模组把产品输送到一体机内部进行打孔贴胶上pin;
39.四轴手臂和六轴手臂交错上料的方式把垫板、pcb板和铝片分别放到两个交替运行的叠板台上,由伺服或者步进等电机驱动的直线模组把叠板台上组合好的产品夹到一体机处进行打孔、上pin、贴胶和喷码,再由伺服或者步进等电机驱动的直线模组把产品从一体机内移动到指定位置,再由六轴手臂或者多轴直线模组把产品移到料仓或者收板车上进行叠放,叠放的方式为十字交叉平叠放或者十字交叉斜放。
40.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1