一种激光诱导与辊压复合的线路制造装置的制作方法
1.本发明涉及印刷电路技术领域,具体涉及一种激光诱导微线路的辊压密实装置。
背景技术:
2.针对飞机智能感知系统,需要具备高精度、高效的线路制造方法,其导电性能参数直接与飞机战斗能力相关。目前最常用激光诱导转印技术,利用脉冲激光作为光源,受控制造具有三维形貌的等离子纳米线路结构,即利用激光的高能量密度,在材料表面温度达到临界温度时,发生了类似爆炸并形成高温高压的粒子云,导电材料从薄膜脱落,转移到基材上。类似方法相对成熟,但是成形后对其强化的方法并不多见。部分学者采用激光诱导沉积的方法将碳化钨纳米颗粒转移到了5a06铝合金基材表面,结果表明转移wc纳米颗粒的表面平均摩擦因数减少了14%,粒子结合力方面分散性较大。激光诱导油墨转移技术,一些有机分子连带被转移到聚合物材料中去,后期的烧结技术可以明显提高转移精度,收敛导电线路边沿,但对提高线路与衬底结合力方面帮助不大。
3.激光诱导转印技术,工艺过程发生了类似爆炸并形成高温高压的等离子体,喷发溅射的粒子云,其中包含原子,离子,电子和颗粒团簇等,沉积至受体衬底上属于粒子再聚合的过程,粒子之间存在一定的微小空隙和间距,甚至存在一定的有机溶剂等,常用的后处理方法有:加热烧结法、光子烧结、等离子烧结、点烧结、微波辐射、激光冲击强化等方法。目前采用的超过200℃的高温烧结方法,仍然只是去除非导电有机溶剂,但过高的温度易破坏基底材料尤其是复合材料的基本结构,这一个问题极大地限制了印刷电路的开发应用。
4.其次,激光诱导的转印技术,转印油墨沉至靶材层,线路直接沉积,表面粗糙其与靶材层结合力较差;激光冲击强化,由于激光光子脉冲效应极易导致微颗粒间距增加,出现粒子空位,导致线路的电特性降低。
5.最后,现有激光诱导沉积成形工艺方法和装置,针对线路成形工艺和后处理是分开制造的,使得线路制造不得不进行二次定位,这样严重降低了制造效率和拉高了定位精度要求。
6.因此,发明人提供了一种激光诱导与辊压复合的线路制造装置。
技术实现要素:
7.(1)要解决的技术问题本发明实施例提供了一种激光诱导与辊压复合的线路制造装置,解决了激光诱导沉积成形的线路由于多粒子组合内部间隙大而导致线路导电瓶颈和边缘粗糙的技术问题。
8.(2)技术方案本发明提供了一种激光诱导与辊压复合的线路制造装置,包括激光系统、透光筒环、定位轴、移动套轴和导电材料舱,其中:所述激光系统设于所述移动套轴上且其出射光方向与所述透光筒环的径向重合,所述激光系统的出射光方向与基材表面的法向之间的夹角可调,所述激光系统的出射光用
于诱导冲击设于所述透光筒环外的所述导电材料舱,所述定位轴贯穿于所述透光筒环的轴向且用于驱使所述透光筒环辊压所述基材表面上前序激光诱导沉积的线路,所述移动套轴位于所述透光筒环的内部且沿轴向移动套设于所述定位轴上。
9.进一步地,所述透光筒环为透光硬质环形筒。
10.进一步地,所述透光筒环的外表面为光滑圆柱弧面。
11.进一步地,所述透光筒环与所述基材表面上前序激光诱导沉积的线路之间的摩擦为静摩擦。
12.进一步地,所述导电材料舱中的导电材料为金属箔材或导电油墨,其设于所述透光筒环的外表面,且水平位移与所述透光筒环的水平位移同步。
13.进一步地,所述激光系统安装于所述移动套轴且与所述基材表面的法向之间的夹角β可调节;当所述夹角β调节完成后,所述激光系统与工作状态下的所述透光筒环同步向前滚动,所述激光系统与所述定位轴相对静止。
14.进一步地,所述移动套轴与所述透光筒环轴同轴设置。
15.进一步地,所述移动套轴通过连接杆与所述定位轴连接。
16.进一步地,激光诱导与辊压复合的线路制造装置还包括供料轮及收料涨紧轮,所述供料轮及所收料涨紧料轮分别位于所述金属箔材的两端且用于拉紧所述金属箔材。
17.进一步地,激光诱导与辊压复合的线路制造装置还配置了包括导电油墨料舱和刮刀,所述刮刀设于所述导电材料舱的两端且用于将所述导电油墨均匀布设于所述透光筒环的外表面。
18.(3)有益效果综上,本发明通过将激光系统内嵌于透光筒环,利用透光筒环辊压导电材料与基材表面以实现线路的密实化处理,提高线路平整度及线路与靶材层之间的结合力,避免线路制造和使用过程中频繁脱落、短路等问题,拓展了该技术在现实工程化应用增加的域度。
附图说明
19.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
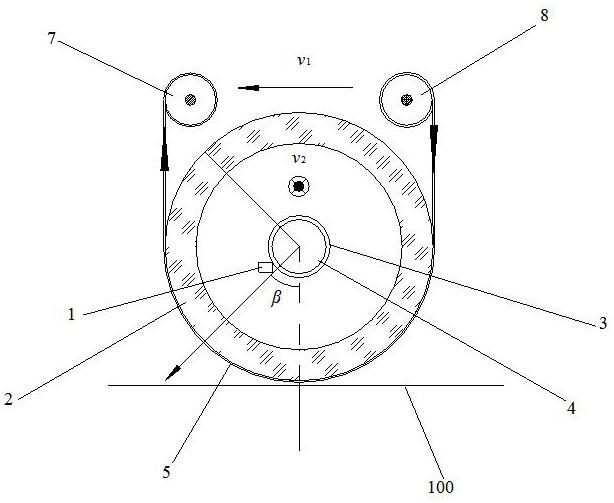
20.图1是本发明实施例提供的一种激光诱导与辊压复合的线路制造装置的结构示意图;图2是本发明实施例提供的另一激光诱导与辊压复合的线路制造装置的结构示意图;图3是本发明实施例1提供的一种“工”字型线路的结构示意图。
21.图中:1-激光系统;2-透光筒环;3-定位轴;4-移动套轴;5-导电材料舱;6-刮刀;7-供料轮;8-收料涨紧轮;100-基材表面;200-靶材层。
具体实施方式
22.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的实施例,在不脱离本发明的精神的前提下覆盖了零件、部件和连接方式的任何修改、替换和改进。
23.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参照附图并结合实施例来详细说明本技术。
24.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是本发明产品使用时惯常摆放的方位或位置关系,或者是本领域技术人员惯常理解的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
25.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
26.图1是本发明实施例提供的一种激光诱导与辊压复合的线路制造装置的结构示意图,如图1-2所示,该装置可以包括激光系统1、透光筒环2、定位轴3、移动套轴4和导电材料舱5;激光系统1设于移动套轴4上且其出射光方向与透光筒环2的径向重合,激光系统1的出射光方向与基材表面100的法向之间的夹角可调,激光系统1的出射光用于诱导冲击设于透光筒环2外的导电材料舱5中的导电材料,定位轴3贯穿于透光筒环2的轴向且用于驱使透光筒环2辊压基材表面100上前序激光诱导沉积的线路,移动套轴4位于透光筒环2的内部且沿轴向移动套设于定位轴3上。
27.在上述实施方式中,将激光路径受控的装置(即激光系统1)集成至透光筒环2的内部,定位轴3与移动套轴4采用套轴形式,即激光系统轴在透光筒环轴的外侧,具备周向运动和沿轴的径向运动功能;透光筒环2滚动的角速度与激光系统1周向运动的角速度相同,激光系统1的径向运动为沿定位轴3的径向运动。
28.其中,导电材料舱5具体可以是油墨、膜体材料中的任一种,其具备导电材料补给作用,导电油墨或膜体材料作为靶材层200贴合于透光筒环2的外壁上接受脉冲激光的轰击以实现沉积在基材表面100。
29.透光筒环2的运动轴面与基材表面100保持同步平行,平行距离为透光筒环2外径r+0.005mm;激光束沿透光筒环2的半径方向射出,激光束受振镜控制扫描速度大于等于2m/s;导电材料舱5用于补给导电油墨和导电膜,导电箔材等用于激光诱导沉积成形的原材料;激光诱导沉积烧蚀点线,宽度为激光光斑直径的1.2~2.0倍;透光筒环的2外径与内径构成筒环厚度,外径大于等于150mm。
30.其中,在透光筒环2的滚动过程中,对于定位轴3可以是不转动的,也可以是转动的,在此不做具体限定,只要能够满足定位轴3在透光筒环2滚动过程中的支撑作用即可。
31.优选地,为了保持整个装置工作过程中的稳定性,定位轴3仅发生水平移动,而不产生转动。
32.作为一种可选的实施方式,透光筒环2为透光硬质环形筒。其中,透光硬质材料的选取既能够保证激光的透射又能够满足辊压时的刚性要求。具体可选用alon透明硬质材料(氧化铝陶瓷,透光率与玻璃一致,硬度是普通玻璃的4倍)。
33.作为一种可选的实施方式,透光筒环2的外表面为光滑圆柱弧面。其中,透光筒环2的光滑外表面能够确保其辊压被脉冲激光轰击后的导电材料(导电油墨或金属箔材)与基材时的效果更好。
34.作为一种可选的实施方式,透光筒环2与基材表面100上前序激光诱导沉积的线路之间的摩擦为静摩擦。其中,静摩擦能够确保透光筒环2在辊压基材表面100上前序激光诱导沉积的线路时与辊压点之间能够保持相对静止。
35.作为一种可选的实施方式,导电材料舱5中的导电材料为金属箔材或导电油墨,其设于透光筒环2的外表面,且水平位移与透光筒环2的水平位移同步。其中,导电材料舱5是与透光筒环2同步运动的,但导电材料舱5只进行水平方向的移动,并不发生滚动,具体可以通过支撑架(图中未示出)将导电材料舱5进行支撑并保持其与透光筒环2之间的相对位置不发生变化,当需要与透光筒环2同于运动时,只需要水平移动支撑架即可,可以是手动移动也可以是设置一个移动装置,由于该技术手段是本领域的常规技术手段,在此不做赘述。
36.其中,透光筒环2接收来自导电材料舱5的金属箔材或导电油墨,并通过对应的限位装置或刮刀将透光筒环2的外表面与导电材料紧密贴合。
37.作为一种可选的实施方式,如图1所示,激光诱导与辊压复合的线路制造装置还包括供料轮7及收料涨紧轮8,其分别位于金属箔材的两端且用于拉紧金属箔材。
38.具体地,当导电材料舱5为金属箔材时,通过供料轮7及收料涨紧轮8的配合以完成金属箔材处于拉伸状态且紧密贴合于透光筒环2的下端外表面,在透光筒环2的运动过程中供料轮7及收料涨紧轮8同步向前移动。
39.作为一种可选的实施方式,如图2所示,激光诱导与辊压复合的线路制造装置还包括刮刀6,刮刀6导电材料舱5的两端且设于用于将导电油墨刮平并均匀布设于透光筒环2的外表面。
40.具体地,通过透光筒环2与刮刀6之间的相对运动,完成导电油墨均匀化布置在透光筒环2的外壁表面。
41.作为一种可选的实施方式,如图1所示,移动套轴4与定位轴3同轴设置。其中,同轴的设置方式能够确保移动套轴4在沿定位轴3的轴向运动时两者之间避免出现相互干涉。
42.作为一种可选的实施方式,移动套轴4通过连接杆与定位轴3连接。其中,对于两者之间的具体连接方式不做限定,只要能够满足移动套轴4与定位轴3不发生径向的相对位移即可。
43.作为一种可选的实施方式,如图1所示,激光系统1的出射光方向与基材表面100的法线之间的夹角可调节。
44.在上述实施方式中,激光系统1安装于移动套轴4且与基材表面100的法向之间的夹角β可调节;当夹角β调节完成后,激光系统1与工作状态下的透光筒环2同步向前滚动,激光系统1与定位轴3相对静止。通过调节激光系统1的出射光方向与基材表面100的法线之间的夹角β,用于调节出射激光的摆动角,以及诱导沉积的沉积点与受体衬底之间的距离及沉积点线与辊压电线之间的距离。
45.实施例1导电材料为银浆油墨,透光筒环为直径400mm,壁厚50mm的alon透明硬质材料,导电油墨从墨舱到透光筒环通过挤压方式布满,通过透光筒环与刮刀之间的相对运动,完成油墨均匀化布置,滚动3~5周即可。
46.油墨层的厚度控制在100
±
10μm,激光器波长范围在紫外至红外之间,较优的,343nm紫外激光束腰半径最小,烧蚀精度高,振镜控制激光路径,扫描速度为5m/s,依据设计好的线路图案,进行激光诱导沉积成形。
47.移动套轴与透光筒环之间通过连杆等机械结构相接并支撑,激光运动机构与移动套轴分属两套机械结构独立支撑与驱动,β的角度范围为10
°
以内,具体可以是5
°
。透光筒环的移动速度,激光系统的移动速度,定位轴的半径r=20mm,透光筒环的半径r=200mm。完成辊压“工”字形典型线路成形(如图3所示)。当线路成形完成后,开始清理受体基材表面的多余油墨,然后用外用表检测该线路的导电性,依据gb/t5270-1985,对比普通激光诱导沉积成形工艺,测试结合力强度,完成原理实验方案验证。
48.需要明确的是,本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同或相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。本发明并不局限于上文所描述并在图中示出的特定步骤和结构。并且,为了简明起见,这里省略对已知方法技术的详细描述。
49.以上仅为本技术的实施例而已,并不限制于本技术。在不脱离本发明的范围的情况下对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1