一种具有检测功能的电路板生产加工装置的制作方法
本发明涉及电路板加工,具体的,涉及一种具有检测功能的电路板生产加工装置。
背景技术:
1、pcb电路板在生产时,可以分为单层板和多层板两种类型,多层板在生产加工时需要在芯板与芯板或者芯板与外层铜箔之间使用半固化片进行粘合、绝缘,然后在真空、高温和高压环境下(真空热压机内)完成层压,从而获得多层电路板的雏形。
2、其中,在使用真空热压机的过程中,会将整个多层板在真空热压机中静置一段时间以使得pp半固化片与各个贴合部件之间的空气完全排出,以避免热压过后残留的空气使得粘合、绝缘效果不足。
3、在排出空气的过程中,pp半固化片与芯板之间是糙面与光面的贴合,之间的气体容易排出,而pp半固化片与铜箔之间则是光面与光面的贴合,在贴合不够紧密的情况下就会产生气泡,显然形成气泡的空气由于气泡边缘贴合紧密导致排出的速度要远小于糙面与光面之间空气的排出速度,从而导致多层板在使用真空热压机层压的过程中静置的综合时间较长,鉴于此,为了提升多层电路板生产过程中pp半固化片与铜箔之间的贴合度从而减少气泡的产生或者控制气泡产生的位置以减少产品在真空热压机中的静置时间,提升生产效率,本发明提出一种具有检测功能的电路板生产加工装置。
技术实现思路
1、本发明的目的在于提供一种具有检测功能的电路板生产加工装置,解决以下技术问题:
2、如何提升多层电路板生产过程中pp半固化片与铜箔之间的贴合度从而减少气泡的产生或者控制气泡产生的位置以减少产品在真空热压机中的静置时间,提升生产效率。
3、本发明的目的可以通过以下技术方案实现:
4、一种具有检测功能的电路板生产加工装置,包括:
5、堆叠组件、真空热压组件和控制器;
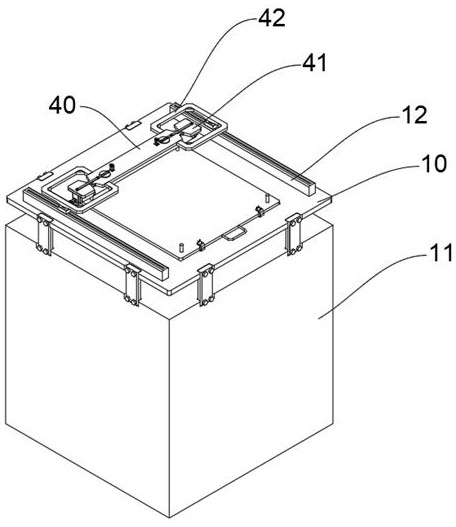
6、所述堆叠组件包括定位结构,供料结构和覆压结构,堆叠组件均设置在底座上方;
7、所述定位结构包括底板,所述底板上放置有定位槽,所述定位槽内设有托板,所述托板上方设有若干定位杆,所述托板侧面设有若干限制物料位置的夹持件;
8、所述供料结构用于向托板提供物料,可以包括若干物料托盘和机械手,机械手下方设有真空吸盘,通过真空吸盘从物料托盘中抓取物料,然后在定位系统的辅助下使得物料放置在定位槽上的合适位置上;
9、所述覆压结构包括设置在托板上方的压辊,所述压辊包括主辊和对称设置在主辊两侧的移动辊,所述压辊用于对贴合在在铜箔表面的半固化片进行挤压;
10、所述控制器用于构建平面坐标系,将定位杆作为固定图形,压辊作为移动图形输入到平面坐标系内,并根据压辊在平面坐标系内的位置控制移动辊的移动,所述控制器获取挤压后的半固化片的图像信息,并根据图像信息控制真空热压组件的运行时间。
11、通过上述技术方案:对贴合在铜箔上的半固化片进行挤压,可以将半固化片在铜箔上产生的气泡进行物理排出或者驱赶到边缘位置,从而增加在真空热压组件中半固化片与铜箔之间空气的排出效率。
12、作为本发明的进一步技术方案:所述主辊和移动辊内均设有辊芯,所述主辊上方设有安装板,所述安装板下方设有一对耳板,所述耳板上转动连接有转轴,所述转轴穿过所述辊芯的上半部分,所述耳板外侧设有驱动移动辊沿着转轴滑动的动力件,动力件可以是电动推杆,电动推杆的活动端穿过耳板固定连接在移动辊内的辊芯侧面,可以理解,动力件并不一定固定为电动推杆同时电动推杆并不一定要设置在耳板上,通过其它传动方案实现推动移动辊沿着转轴滑动均属于等效部件。
13、通过上述技术方案:控制器可以在主辊两侧移动的移动辊在经过定位杆时会向着主辊外侧方向移动并与主辊之间留出足够定位杆通过的间隙并在通过定位杆所在位置后控制定位杆复位,这样在压辊对贴在铜箔上的半固化片进行挤压时,可以近乎完整的经过半固化片表面,避免普通的自动化压辊受到定位杆限制而无法完整覆压半固化片的问题。
14、作为本发明的进一步技术方案:所述转轴上同轴连接有齿轮,所述辊芯上开设有沉槽,所述移动辊内侧设有内齿圈,所述内齿圈和齿轮均设置在沉槽的长度范围之内,所述耳板外侧设有驱动转轴转动的驱动件,驱动件可以是固定在耳板上的第一电机或者其他等效部件,需要说明的是,内齿圈、齿轮和沉槽在主辊内具有同样的位置和连接关系,但是主辊内的辊芯上开设的沉槽的宽度与齿轮的宽度在轴线方向上是相等的。
15、作为本发明的进一步技术方案:所述转轴划分为三个部分,所述转轴的中间部分通过万向节与两端部分同轴连接,所述万向节的径向尺寸小于所述转轴的直径,所述安装板由主安装板和对称铰接在主安装板两侧的移动板组成,所述主安装板在移动板上铰接点的位置与所述万向节的铰接点位置位于同一铅垂线上,所述主安装板上方设置有驱动主安装板往复摆动的动力组件。
16、通过上述技术方案:通过动力组件可以带动移动辊进行往复摆动,这样在经过定位杆时,可以控制万向节位于定位杆正上方,然后使得移动辊绕着定位杆在扇形范围内进行往复摆动,从而进一步增加压辊经过半固化片的面积,提升压辊挤压工作的完整性和效率。
17、作为本发明的进一步技术方案:所述动力组件包括转动连接在主安装板上的转盘,所述转盘上设有偏心杆,所述主安装板上转动连接有连杆,所述连杆的一端与移动板转动连接,所述连杆的另一端开设有直线槽,所述偏心杆滑动连接在直线槽内,所述主安装板上还固定有驱动转盘转动的第二电机。
18、作为本发明的进一步技术方案:所述底板上设有导轨,所述导轨上滑动连接有移动座(14),所述移动座(14)内设有升降件,所述主安装板侧面对称设有连接框,所述升降件的输出轴,连接框固定连接。
19、作为本发明的进一步技术方案:所述夹持件包括固定在托板侧面的固定块,所述固定块上铰接有连接块,所述连接块呈直角状结构,所述所述连接块的内侧面设有压板,所述压板上转动连接有第一丝杆,所述第一丝杆与压板螺纹连接,所述连接块上螺纹连接有第二丝杆,所述固定块上开设有用于与第二丝杆进行连接的螺纹孔。
20、作为本发明的进一步技术方案:所述控制器根据图像信息控制真空热压组件的运行时间的过程为:
21、获取半固化片气泡在铜箔上方的图像;
22、将图像中气泡的轮廓进行标记,并在气泡的轮廓外绘制外接圆;
23、通过公式:获得时间比较系数i,然后将i与标准参数表格进行比对,获得真空热压组件的运行时间t;
24、控制器根据运行时间t控制真空热压组件的运行;
25、其中,标准参数表格是在有限次数内进行测试获得的经验数据,n是气泡的数量,ln是经过托板中心和第n个气泡形心的直线上托板中心到与托板边界交点的距离,ln是经过托板中心和第n个气泡形心的直线上托板中心到气泡边界的最小距离,rn是第n个气泡外接圆半径,rk是从外接圆圆心到气泡边界的距离,m是将外接圆进行m等分,δr3是去单位化系数,n(rn-rk)是rn-rk≠0的数量。
26、通过上述技术方案:可以获得需要排出半固化片与铜箔之间产生气泡最小时间,从而更为精确的控制真空热压组件的运行,避免真空热压组件运行时间过久造成资源浪费。
27、本发明的有益效果:
28、1、本发明通过对贴合在铜箔上的半固化片进行挤压,可以将半固化片在铜箔上产生的气泡进行物理排出或者驱赶到边缘位置,从而增加在真空热压组件中半固化片与铜箔之间空气的排出效率。
29、2、本发明通过控制器可以在主辊两侧移动的移动辊在经过定位杆时会向着主辊外侧方向移动并与主辊之间留出足够定位杆通过的间隙并在通过定位杆所在位置后控制定位杆复位,这样在压辊对贴在铜箔上的半固化片进行挤压时,可以近乎完整的经过半固化片表面,避免普通的自动化压辊受到定位杆限制而无法完整覆压半固化片的问题。
30、3、本发明通过动力组件可以带动移动辊进行往复摆动,这样在经过定位杆时,可以控制万向节位于定位杆正上方,然后使得移动辊绕着定位杆在扇形范围内进行往复摆动,从而进一步增加压辊经过半固化片的面积,提升压辊挤压工作的完整性和效率。
31、4、本发明可以获得需要排出半固化片与铜箔之间产生气泡最小时间,从而更为精确的控制真空热压组件的运行,避免真空热压组件运行时间过久造成资源浪费。
- 还没有人留言评论。精彩留言会获得点赞!