一种用于改善喷锡板小孔锡珠残留的风刀的制作方法
本技术涉及风刀,尤其涉及一种用于改善喷锡板小孔锡珠残留的风刀。
背景技术:
1、喷锡工艺是电路板一种常用表面处理工艺。所谓的喷锡是将电路板浸泡到溶融的锡铅中,当电路板表面沾附足够的锡铅后,再利用热空气加压将多余的锡铅刮除。锡铅冷却后电路板焊接的区域就会沾上一层适当厚度的锡铅,这就是喷锡制程的概略程序。
2、热空气加压刮除锡铅的终端部件一般是风刀,现有技术的风刀如图1、图2所示。刀架10上只有一条主风管17,刀架内部设有向两端延伸的内风槽18,刀架10底部的两外侧设有导风片20,两导风片20下端向内风槽18的下端口收紧但保持一定的间隙用于加压热空气。
3、常规电路板板面上均有大小不一的孔,而且大孔孔径和小孔孔径差异较大。往往存在0.2mm的小孔及4mm以上的大孔,孔径差异高达20倍甚至更高。比较靠近大孔位置的小孔,由于大孔容易漏气,使得附近的小孔气压不足。最终导致小孔内的锡珠无法吹出而形成废件。
4、现有技术的风刀出风量在水平方向上一直是固定的,如果为了确保所有小孔均能吹出锡珠,则需要加大整体气压。但是整个电路板板面可能需要局部高压的地方并不多,这样就会导致额外的功耗。如果想保持较低功耗,则需要舍弃一定的成品率,在后期剔除锡珠堵塞的废件。
技术实现思路
1、本实用新型目的在于提供一种用于改善喷锡板小孔锡珠残留的风刀,以解决上述现有技术存在的问题。
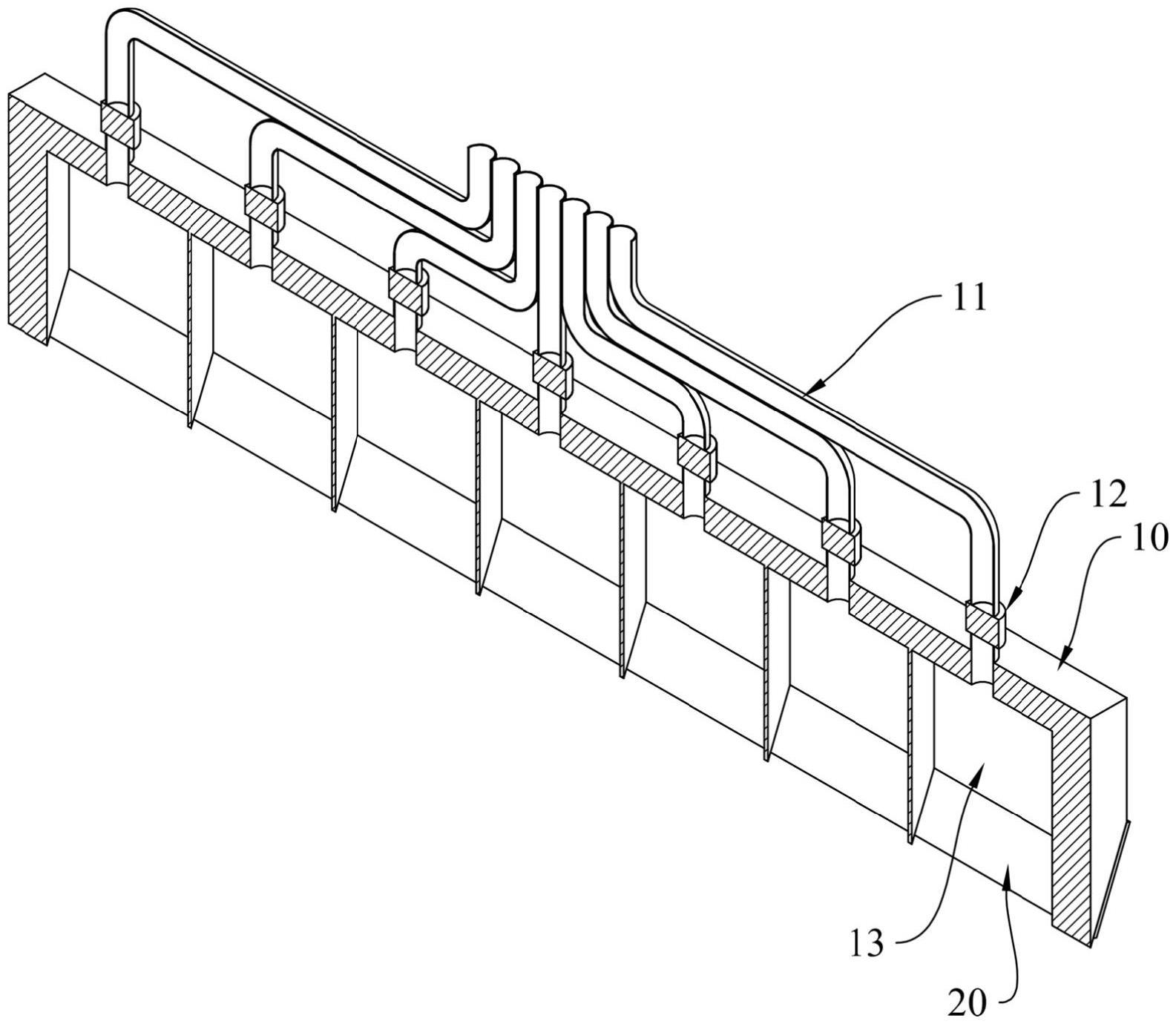
2、本实用新型中所述一种用于改善喷锡板小孔锡珠残留的风刀,包括刀架以及设置在刀架底部两侧的导风片;
3、刀架上方设置n条送风管,刀架内设有n个气腔;送风管分别一一对应接通气腔上端;每一送风管靠近气腔的端部设有一个开度阀;气腔下端的出风口贯通刀架底部;
4、所述两侧的导风片下端向出风口收紧但保持一定的间隙用于加压热空气;
5、n是大于等于3的整数,优选为7。
6、各送风管远离开度阀的另一端向刀架中轴线汇聚。
7、所述出风口的宽度为80mm。
8、本实用新型中所述一种用于改善喷锡板小孔锡珠残留的风刀,其优点在于,可以根据电路板的大孔与小孔分布情况,按需局部调节出风量,在无需浪费能耗的基础上提高成品率。
技术特征:
1.一种用于改善喷锡板小孔锡珠残留的风刀,包括刀架(10)以及设置在刀架(10)底部两侧的导风片(20);
2.根据权利要求1所述一种用于改善喷锡板小孔锡珠残留的风刀,其特征在于,n为7。
3.根据权利要求2所述一种用于改善喷锡板小孔锡珠残留的风刀,其特征在于,各送风管(11)远离开度阀(12)的另一端向刀架(10)中轴线汇聚。
4.根据权利要求3所述一种用于改善喷锡板小孔锡珠残留的风刀,其特征在于,所述出风口的宽度为80mm。
技术总结
本技术公开了一种用于改善喷锡板小孔锡珠残留的风刀,针对现有技术中风刀出风量各处相同的问题提出本方案。刀架上方设置N条送风管,刀架内设有N个气腔;送风管分别一一对应接通气腔上端;每一送风管靠近气腔的端部设有一个开度阀;气腔下端的出风口贯通刀架底部;所述两侧的导风片下端向出风口收紧但保持一定的间隙用于加压热空气。优点在于,可以根据电路板的大孔与小孔分布情况,按需局部调节出风量,在无需浪费能耗的基础上提高成品率。
技术研发人员:梁鸿飞,冯冲,黄李海,韩志伟,许伟廉,徐缓,李志鹏,巫萃婷,郑嘉敏
受保护的技术使用者:博敏电子股份有限公司
技术研发日:20230105
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!