一种高强耐热易加工的中空塑料模板及其制备方法与流程
[0001]
本发明属于高分子材料技术领域,具体涉及一种高强耐热易加工的中空塑料模板及其制备方法。
背景技术:
[0002]
模板是我国建设工程中常用的一种建筑材料。当前,我国最为常见的模板是竹、木模板和钢模板。竹、木模板是通过制压设备压制而成胶合模板,其寿命短,且截至目前尚缺乏回收利用的技术,造成极大浪费。钢模板的应用弥补了胶合板的不足,是一种节能环保的产品,但存在钢模板自重大、一次性投入大,且维护成本高等缺点。随着社会的进步,人们对资源节约和环境保护的意识不断增强,模板技术面临巨大的挑战,中空塑料模板正是在这样的大背景下孕育而生。中空塑料模板是由聚丙烯、聚乙烯与助剂材料组成,是一种挤塑成型的产品,然而其高温刚性不足,而低温发脆;耐环境能力差,室外使用,易变黄变色发,抗拉强度的各向异性大,制品易变形,连续使用温度低,蠕变性能大,不耐长期载荷,且需要购置挤出设备,成本造价高,而建筑模板要求价格低廉,生产成本低,板面平整、光洁、强度高、不吸水、不需要脱模剂、适用范围广,可以锯、钉、刨、钻,可自由切割、弯曲,可制作异形模板要求不怕雨水和阳光,在高温和寒冬季节不会产生热胀冷缩现象,模板耐热且强度高,在施工现场没有废料和污染物产生,目前的聚丙烯、聚乙烯等中空塑料板材强度低,且户外使用寿命短,重复使用次数低,本领域技术人员亟待开发出一种高强耐热易加工的中空塑料模板的制备方法以满足现有的应用市场和性能需求。
技术实现要素:
[0003]
有鉴于此,本发明提供一种高强耐热易加工的中空塑料模板及其制备方法。
[0004]
一种高强耐热易加工的中空塑料模板,所述高强耐热易加工的中空塑料模板包括填充树脂层、增强纤维布和中空管材层,所述中空管材层位于填充树脂层和增强纤维布之间被填充树脂层包含,所述中空圆形管道以并列平行的方式排布于所述中空管材层中,相邻的所述中空圆形管道之间为填充树脂层;所述的高强耐热易加工的中空塑料模板的制备方法,包括以下步骤:(1)预处理中空圆形管道:采用喷砂工艺对中空圆形管道外表面进行喷砂清洁处理;喷砂工艺采用空压机,其喷砂风压1.5~1.8kg/cm2,砂料为石英砂的粒度为1000~5000目,喷枪的枪口直径为1.3~1.5cm,所述喷枪的枪口距离中空圆形管道表面的距离为290~350mm,喷砂时间为25s~30s;(2)在模压模具上铺放一层增强纤维布,在增强纤维布之上均匀排列中空圆形管道,再在中空圆形管道上铺设一层脱模布;(3)在步骤(2)中最外层脱模布上铺设导流网,用真空膜包裹模具,并用密封胶条将真空膜周边密封,形成密闭空间,同时将导流管固定在模腔中相应位置;(4)打开真空泵对密闭空间进行抽真空,抽真空至-0.06mpa,保压1h后,关闭真空阀;(5)对步骤(4)中经抽真空后的模具加热至40℃,通过导流管向模具中灌注填充树脂层,灌注时间控制在50~60min,灌注结束后在模具表面盖上带气泡的铝膜保温1~2h,自然冷却至室温;(6)推入固化炉中,固化,最后冷却至室温,得
到高强耐热易加工的中空塑料模板。
[0005]
进一步的,所述中空圆形管道是由交联聚乙烯管道或ppr管道构成,中空圆形管道长为1830~2440mm,中空圆形管道的管壁厚度为2.0mm~4.1mm,中空圆形管材的平均外径为16~20mm。
[0006]
进一步的,所述增强纤维布包括玻璃纤维布、碳纤维布、芳纶纤维布中的一种或多种,所述增强纤维布的形式包括多轴向织物或毡,多轴向织物包括玻璃纤维多轴向织物、碳纤维多轴向织物、芳纶纤维多轴向织物中的一种或多种。
[0007]
进一步的,所述填充树脂层为55~60%树脂、30~35%填充剂10~20%固化剂组成的均匀混合物物,树脂为不饱和聚酯树脂、乙烯基酯树脂、苯并噁嗪树脂中的一种或多种、填充剂为ar玻璃纤维、聚丙烯纤维中的其中一种,所述固化剂为过氧化二叔丁基、过氧化苯甲酸叔丁酯或过氧化二异丙苯中的其中一种。
[0008]
进一步的,所述固化成型时的固化工艺为,以65~70℃/h的速率升温至120~140℃,保温0.5~1.0h。
[0009]
本发明的有益效果:本发明直接采用中空管道直接模压成型中空塑料模板,无需挤出、注射等遭际高昂的的加工设备,更加适宜生产中空塑料板材,将中空广告外表面喷砂,提高其表面粗糙度,使其更更高的与树脂层更好的结合,结合力强,耐压密度低,无需额外的造孔模具,中空管道的耐热性能好韧性强,可以作为模板的增强结构材料进一步提高模板的抗弯折性能,促成了本申请模板制备方法的简单易行,且中空塑料管道是商品化的工业品,来源广泛造价低。
[0010]
本发明相比现有技术,具有如下优点:本发明以塑代木,无味,无毒,无污染,使用过程中不产生任何有毒物质,设备造价成本低,采用现有的中空管道成型,制备方法简便,原料来源广泛,且制备的模板强度高,综合性能好,耐寒耐热,膨胀系数小,在-25℃至120℃气温条件下,收缩小,增强改性,抗冲击强度大,高空垂直跌落不破不裂;抗磨损,韧性好,拼装方便,周转率高,表面光滑,不变形,不霉变,不起泡,耐酸碱腐蚀,脱模容易,无需刷脱模剂,轻敲模板即可脱落,缩短工时,节省人力,加快工程进度;易拆装,不湿涨,不开裂,不变形,尺寸稳定;安装拆装方便,快捷,安全,支撑操作方便,有利于组织施工,有效提供工程进度,与木模板、竹胶板相比损耗成本低,可以大大降低工程造价。
附图说明
[0011]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0012]
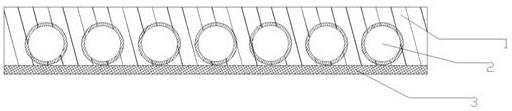
图1为本发明的高强耐热易加工的中空塑料模板的示意图;附图标记为:1为中空塑料模板包括填充树脂层,2为中空管道,3为增强纤维布。
具体实施方式
[0013]
实施例1
高强耐热易加工的中空塑料模板包括填充树脂层、增强纤维布和中空管材层,所述中空管材层位于填充树脂层和增强碳纤维布之间被填充树脂层包含,所述中空圆形管道以并列平行的方式排布于所述中空管材层中,相邻的所述中空圆形管道之间为填充树脂层;所述的高强耐热易加工的中空塑料模板的制备方法,包括以下步骤:(1)预处理中空圆形管道:采用喷砂工艺对中空圆形管道外表面进行喷砂清洁处理;喷砂工艺采用空压机,其喷砂风压1.8kg/cm2,砂料为石英砂的粒度为1000目,喷枪的枪口直径为1.5cm,所述喷枪的枪口距离中空圆形管道表面的距离为350mm,喷砂时间为30s;(2)在模压模具上铺放一层增强碳纤维布,在增强碳纤维布之上等间距均匀排列30根中空圆形管道,再在中空圆形管道上铺设一层脱模布;(3)在步骤(2)中最外层脱模布上铺设导流网,用真空膜包裹模具,并用密封胶条将真空膜周边密封,形成密闭空间,同时将导流管固定在模腔中相应位置;(4)打开真空泵对密闭空间进行抽真空,抽真空至-0.06mpa,保压1h后,关闭真空阀;(5)对步骤(4)中经抽真空后的模具加热至40℃,通过导流管向模具中灌注填充树脂层,灌注时间控制在60min,灌注结束后在模具表面盖上带气泡的铝膜保温2h,自然冷却至室温;(6)推入固化炉中,固化,最后冷却至室温,得到高强耐热易加工的中空塑料模板。进一步的,所述中空圆形管道是由交联聚乙烯管道构成,中空圆形管道长为1830mm,中空圆形管道的管壁厚度为2.8mm,中空圆形管材的平均外径为20mm,进一步的,所述填充树脂层为55%树脂、35%填充剂10%固化剂组成的均匀混合物物,树脂为不饱和聚酯树脂、填充剂为聚丙烯纤维,所述固化剂为过氧化二异丙苯,所述固化成型时的固化工艺为,以65℃/h的速率升温至120℃,保温1.0h,模板长1830mm、宽915mm。
[0014]
增强碳纤维布为天安新材料有限公司生产的ta-mcfs-280军用单向碳布,长宽大小与中空塑料模板相同,交联聚乙烯管道购自浙江润洲管业有限公司s3.2,满足gb/t 18992.1-2003标准要求的管材,山东摩尔化工邻苯型196不饱和聚酯树脂、过氧二异丙苯购自山东瑞皇化工有限公司。
[0015]
制得的模板简支梁冲击强度23.9kj/m2,拉伸强度68.9mpa,人工气候老化试验168h无变化无裂纹,弯曲强度103.6mpa,横回缩率80℃
×
168,0.28%、纵回缩率80℃
×
168h0.31%,耐高温试验80℃
×
10min无变化无裂纹、燃烧性能级别b2,耐酸腐蚀性能168h10%硫酸无变化无裂纹。
[0016]
实施例2高强耐热易加工的中空塑料模板包括填充树脂层、增强纤维布和中空管材层,所述中空管材层位于填充树脂层和增强玻璃纤维布之间被填充树脂层包含,所述中空圆形管道以并列平行的方式排布于所述中空管材层中,相邻的所述中空圆形管道之间为填充树脂层;所述的高强耐热易加工的中空塑料模板的制备方法,包括以下步骤:(1)预处理中空圆形管道:采用喷砂工艺对中空圆形管道外表面进行喷砂清洁处理;喷砂工艺采用空压机,其喷砂风压1.8kg/cm2,砂料为石英砂的粒度为5000目,喷枪的枪口直径为1.3cm,所述喷枪的枪口距离中空圆形管道表面的距离为290mm,喷砂时间为35s;(2)在模压模具上铺放一层增强玻璃纤维布,在增强玻璃纤维布之上等间距均匀排列30根中空圆形管道,再在中空圆形管道上铺设一层脱模布;(3)在步骤(2)中最外层脱模布上铺设导流网,用真空膜包裹模具,并用密封胶条将真空膜周边密封,形成密闭空间,同时将导流管固定在模腔中相应位置;(4)打开真空泵对密闭空间进行抽真空,抽真空至-0.06mpa,保压1h后,关闭真空阀;(5)对步骤
(4)中经抽真空后的模具加热至40℃,通过导流管向模具中灌注填充树脂层,灌注时间控制在60min,灌注结束后在模具表面盖上带气泡的铝膜保温2h,自然冷却至室温;(6)推入固化炉中,固化,最后冷却至室温,得到高强耐热易加工的中空塑料模板,所述中空圆形管道是由ppr管道构成,中空圆形管道长为2440mm,中空圆形管道的管壁厚度为4.1mm,中空圆形管材的平均外径为20mm,所述增强纤维布为碳纤维布,所述填充树脂层为60%树脂、30%填充剂10%固化剂组成的均匀混合物物,树脂为不饱和聚酯树脂、填充剂为ar玻璃纤维,所述固化剂为过氧化苯甲酸叔丁酯,所述固化成型时的固化工艺为,以70℃/h的速率升温至140℃,保温0.5h,模板长2440mm、宽1220mm。
[0017]
乙烯基酯树脂购自酚醛型环氧乙烯基酯树脂日本昭和 630,玻璃纤维布是湖北汇尔杰新材料科技股份有限公司arnp4
×-
100lh经纱300tex、纬向300tex单位面积质量160g/m2,经向孔距4mm,纬向4mm,拉拔强度0.46mpa,长宽大小与中空塑料模板相同,ppr管道购自河南巨联s2满足gb/t 18742-2017 冷热水用聚丙烯管道系统标准要求的管材、过氧化苯甲酸叔丁酯购自江苏培星化工有限公司、ar玻璃纤维购自西安华特新材料有限公司的arc15-96-24mmm(hy),即单纤维直径为15μm,原丝线密度为96tex,短切长度为24mm,高锆含钛预混耐碱玻璃纤维短切丝。
[0018]
制得的模板简支梁冲击强度22.5kj/m2,拉伸强度68.9mpa,人工气候老化试验168h无变化无裂纹,弯曲强度93.8mpa,横回缩率80℃
×
168h0.35%、纵回缩率80℃
×
168h0.37%,耐高温试验80℃
×
10min无变化无裂纹、燃烧性能级别b2,耐酸腐蚀性能168h10%硫酸无变化无裂纹。
[0019]
对比例1本对比例与实施例2相比,省去步骤(1)预处理中空圆形管道,除此外的方法步骤均相同。
[0020]
制得的模板简支梁冲击强度21.8kj/m2,拉伸强度65.4mpa,人工气候老化试验168h无变化无裂纹,弯曲强度83.1mpa横,回缩率80℃
×
168h0.35%、纵回缩率80℃
×
168h0.38%耐高温试验80℃
×
10min、燃烧性能级别b2,耐酸腐蚀性能168h10%硫酸无变化无裂纹。
[0021]
注:参考gb/t1040.4塑料拉伸性能的测定第4部分:各向同性和正交各向异性纤维增强复合材料的试验条件;gb/t1043.1-2008塑料简支梁冲击性能的测定第1部分:非仪器化冲击试验;gb/t1634.2-2004塑料负荷变形温度的测定第2部分:塑料、硬橡胶和长纤维增强复合材料gb/t2406.2塑料用氧指数法测定燃烧行为第2部分:室温试验回缩率:在80℃高温下放置168小时,测量其规格尺寸与试验验前对比;耐高温试验:在80℃高温下放置10分钟,观察其外观有无变化及裂纹人工气候老化试验:23℃rh50%下放置160小时,观察其外观有无变化及裂纹耐酸碱腐蚀性能:在10%h2s04中放置168小时,观察其外观有无变化及裂纹;燃烧性能级别b2:将产品进行点火试验,20s内未产生滴落物;jgj352-2014建筑塑料复合模板工程技术规程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1