一种用于船舶果蔬运输的保鲜抑菌透气包装膜及其制备方法与流程
1.本技术涉及果蔬包装材料技术领域,尤其是涉及一种用于船舶果蔬运输 的保鲜抑菌透气包装膜及其制备方法。
背景技术:
2.远洋运输是海洋运输的一种,也是整个运输业的组成部分。因世界各地 气候的不同,孕育了不同种类的蔬菜瓜果,想要品尝到世界各地的瓜果蔬菜,就 离不开远洋运输。远洋运输的时间一般在0.5
‑
4月不等,由此带来了以下问题: 所运输的新鲜的瓜果蔬菜的储存保鲜难度较大。
3.当前,远洋运输的储存瓜果蔬菜的方法为:先将瓜果蔬菜包装于密封袋 中,再将包装好的瓜果蔬菜包放入低温储存室中,低温储存室的温度控制在0
‑
4℃, 湿度在40
‑
70%。包装所采用的密封袋通常为pp密封袋、pvc密封袋、opp密 封袋等。
4.针对上述相关技术中的储存瓜果蔬菜的方法,发明人发现技术方案存在 以下缺陷:因远洋运输的时间相对较长,虽然低温储存下可抑制微生物的生长繁 殖和降低瓜果自身的呼吸作用,但是瓜果自身的呼吸作用依旧会产生的一定量的 水汽,瓜果蔬菜较长时间处于密闭且带有水分的环境中,储存的瓜果蔬菜依旧会 发变质,导致所运输的瓜果蔬菜质量下降。
技术实现要素:
5.为了解决相关技术存在的对运输瓜果蔬菜的保鲜能力相对较差,影响瓜 果蔬菜质量的问题,本技术提供了一种用于船舶果蔬运输的保鲜抑菌透气包装膜 及其制备方法。
6.第一方面,本技术提供的一种用于船舶果蔬运输的保鲜抑菌透气包装膜, 是通过以下技术方案得以实现的:一种用于船舶果蔬运输的保鲜抑菌透气包装膜,包括抗菌内膜、聚氨酯弹性中间 膜和外保护膜,聚氨酯弹性中间膜复合于抗菌内膜、外保护膜之间;抗菌内膜由 包含以下重量份的原料制成:100份的透气母料、5~10份的抑菌母料;抑菌母 料是由低密度聚乙烯、4,5
‑
二氯
‑2‑
正辛基
‑3‑
异噻唑啉酮、沸石粉和纳米氧化锌 组成;透气母料由包含以下质量百分比的原料制成:8
‑
12%的低密度聚乙烯、20
‑
28% 线性低密度聚乙烯、14
‑
20%的茂金属线性低密度聚乙烯、余量为无机填料。
7.通过采用上述技术方案,采用抗菌内膜、聚氨酯弹性中间膜和外保护膜 复合制备得到的保鲜抑菌透气包装膜具有较好的防水透气性和抗菌防霉性,可用 做远洋运输果蔬运输的包装膜材,有效延长瓜果蔬菜的保鲜时间,提升瓜果蔬菜 的质量,带来较好的经济效益。
8.优选的,所述聚氨酯弹性中间膜是由两层tpu膜和复合于两层tpu膜之 间的自愈膜构成;tpu膜是由tpu母粒、抗菌填料和多孔透气填料制备而成; 所述抗菌填料分散于tpu膜内部;多孔透气填料嵌设于tpu膜;多孔透气填料 一端露出于tpu膜的下表面,且多孔透
气填料的另一端露出于tpu膜的上表面。
9.通过采用上述技术方案,在包装膜使用过程中,通过包装膜处于0
‑
4℃的 环境下,包装膜在低温环境下,易受外界冲击发生破损,本技术采用自愈膜和 tpu膜结合制备的聚氨酯弹性中间膜不仅保证了包装膜的防水透气性和抗菌防 霉性,而自身力学强度好且自身破损可自愈,可有效延长瓜果蔬菜的保鲜时间, 保证运输瓜果蔬菜的质量。
10.优选的,所述抗菌填料是由锐钛型纳米tio2和轻质碳酸钙构成;tpu膜 的厚度为60
‑
100微米;多孔透气填料为5a分子筛;多孔透气填料的粒度是tpu 膜的厚度的1.05
‑
1.2倍。
11.通过采用上述技术方案,锐钛型纳米tio2起到较好的杀菌防霉的作用, 轻质碳酸钙在流延加工时,起到对tpu膜进行“开孔”的作用,用于保证tpu 膜的防水透气性;5a分子筛为开孔的沸石材料,作为气体流通道对经过的气体 进行净化处理,除去空气中的有害微生物,进一步延长瓜果蔬菜的保鲜时间。
12.优选的,所述自愈膜是以自愈型聚氨酯树脂为原料流延加工而成;自愈 型聚氨酯树脂是由包含以下原料制备而成:mdi、1,6
‑
己二醇、聚酯多元醇、 催化剂、丁二酮肟、有机溶剂、抗氧化剂、开孔填料;1,6
‑
己二醇的羟基摩尔 量、聚酯多元醇的羟基摩尔量和丁二酮肟中的羟基摩尔量之和是mdi中
‑
nco 摩尔量的1.01
‑
1.05倍;开孔填料为300
‑
400目的硫酸钡。
13.通过采用上述技术方案,本技术中制备的自愈膜受外力冲击破损,可在2 天内自愈,保证所制备的包装膜的气密性,有效延长瓜果蔬菜的保鲜时间,降低 果蔬腐败变质的概率,保证运输瓜果蔬菜的质量。
14.优选的,所述自愈膜的制备方法,包括以下步骤:s1,将计量准确的1,6
‑
己二醇、丁酮、聚酯多元醇、抗氧化剂加入有机溶剂中 混合均匀得混合液;s2,加入计量准确催化剂加入混合液,于70
‑
80℃下,mdi分多次加入混合液, 反应时间控制在8
±
0.5h;s3,反应完成后加入计量精确的开孔填料,搅拌均匀得自愈型聚氨酯树脂;s4,将自愈型聚氨酯树脂进行挤出造粒,得自愈树脂颗粒;s5,自愈树脂颗粒加入流延膜挤出机,经过流延、拉伸、热定型,得成品自愈膜。
15.通过采用上述技术方案,可制备得到具有自愈功能的聚氨酯弹性中间膜, 有效改善包装膜的力学强度和气密性,延长瓜果蔬菜的保鲜时间,保证运输瓜果 蔬菜的质量。
16.优选的,所述外保护膜为pet膜;外保护膜的厚度为60
‑
120微米;外保 护膜一体成型有透气孔道;透气孔道的直径为0.1
‑
0.5mm;透气孔道呈点阵式分 布;相邻透气孔道的圆心距离为2.0
‑
3.0mm。
17.通过采用上述技术方案,保证所制备的保鲜抑菌透气包装膜的透气性同 时对聚氨酯弹性中间膜进行保护,从而提升整体的力学强度,因而本技术具有较 长的使用寿命。
18.优选的,所述无机填料为轻质碳酸钙、硫酸钡、二氧化钛中的至少一种; 无机填料的粒径≤5微米。
19.通过采用上述技术方案,无机填料对抗菌内膜起到“开孔”的作用,保 证抗菌内膜的透气性,同时可改善抗菌内膜的力学强度和耐化学稳定性。
20.第二方面,本技术提供的一种用于船舶果蔬运输的保鲜抑菌透气包装膜 的制备方法,是通过以下技术方案得以实现的:一种用于船舶果蔬运输的保鲜抑菌透气包装膜的制备方法,包括以下步骤:s1,抗菌内膜、聚氨酯弹性中间膜和外保护膜的制备;s2,将抗菌内膜热压复合于聚氨酯弹性中间膜上表面,外保护膜热压复合于聚氨 酯弹性中间膜下表面,得半成品;s3,半成品进行热处理,得成品包装膜。
21.通过采用上述技术方案,本技术的制备方法较为简单,便于进行工业化 批量生产,降低保鲜抑菌透气包装膜的生产成本,便于进行抢占市场份额,取得 较好的经济效益。
22.优选的,所述s1中抗菌内膜的制备包括以下步骤:s1.1,按配比称量透气母料、抑菌母料,混合均匀;s1.2,挤出,加料段和均化段的温度为170
‑
220℃,模头温度为200
‑
230℃;s1.3,流延,冷却辊温度为20
‑
50℃;s1.4,拉伸,膜的拉伸倍率为1.08
‑
1.12;s1.5,热定型,膜在拉伸后热定型温度为70
±
5℃,得到成品抗菌内膜。
23.通过采用上述技术方案,可制备得到具有较好防水透气性和抗菌防霉效 果的抗菌内膜。
24.优选的,所述s3中的热处理为,以1.0
‑
2.0℃/min的加热速度升温至 60
‑
70℃,保温200
‑
300s,自然冷却,得成品包装膜。
25.通过采用上述技术方案,可消除保鲜抑菌透气包装膜的内应力,改善整 体的力学强度,保证保鲜抑菌透气包装膜的质量。
26.综上所述,本技术具有以下优点:1、本技术制备的保鲜抑菌透气包装膜具有较好的透气性和抗菌防霉性,可延长 瓜果蔬菜的保鲜时间,满足远洋运输的保鲜需求,带来较好的经济效益。
27.2、本技术的制备方法较为简单,便于进行工业化批量生产,降低保鲜抑 菌透气包装膜的生产成本,便于进行抢占市场份额,取得较好的经济效益。
附图说明
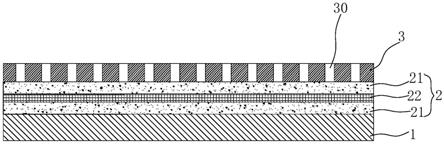
28.图1是本技术实施例1中的整体结构示意图。
29.图2是本技术中的聚氨酯弹性中间膜的结构示意图。
30.图中,1、抗菌内膜;2、聚氨酯弹性中间膜;21、tpu膜;22、自愈膜; 3、外保护膜;31、透气孔道。
具体实施方式
31.以下结合附图和实施例对本技术作进一步详细说明。
32.原料表1是抗菌内膜制备过程中所采用的原料
表2是聚氨酯弹性中间膜制备过程中所采用的原料表2是聚氨酯弹性中间膜制备过程中所采用的原料制备例制备例1
抗菌内膜由以下重量份的原料制成:100份的透气母料、5份的抑菌母料。抑菌 母料是由800g的低密度聚乙烯、80g的4,5
‑
二氯
‑2‑
正辛基
‑3‑
异噻唑啉酮、100g 的沸石粉和20g的纳米氧化锌组成。抑菌母料中的沸石粉的制备:将采购于郑州 天祥无机材料有限公司的13x分子筛置于破碎机中进行破碎、筛分处理,得到 500
‑
600目的沸石粉。透气母料由以下质量百分比的原料制成:10%的低密度聚 乙烯、25%线性低密度聚乙烯、15%的茂金属线性低密度聚乙烯、25%的轻质碳 酸钙、15%的硫酸钡、10%的二氧化钛。
33.抑菌母料的制备:将800g的低密度聚乙烯、100g的沸石粉、80g的4, 5
‑
二氯
‑2‑
正辛基
‑3‑
异噻唑啉酮和20g的纳米氧化锌混合均匀后加入双螺杆挤出 机中,进行挤出造粒,双螺杆挤出机的加料段温度设定为160℃,均化段分为五 个区,五个区的温度分别设置为180℃、190℃、205℃、215℃、215℃,内部塑 化温度为189.8℃,模头温度为215℃,得粒度为1.8
‑
2.3mm的抑菌母料。
34.透气母料的的制备:将1000g的低密度聚乙烯、2500g的线性低密度聚乙 烯、1500g的茂金属线性低密度聚乙烯、2500g的轻质碳酸钙、1500g的硫酸钡、 1000g的二氧化钛加入双螺杆挤出机中进行挤出造粒,双螺杆挤出机的加料段温 度设定为168℃,均化段分为五个区,五个区的温度分别设置为185℃、192℃、 208℃、218℃、218℃,内部塑化温度为192.8℃,模头温度为218℃,得粒度为 1.8
‑
2.3mm的透气母料。
35.抗菌内膜的制备包括以下步骤:s1.1,按配比称量10.0kg的透气母料、500g的抑菌母料,混合均匀得混合粒料;s1.2,将s1.1中的混合粒料加入流延膜挤出机,流延膜挤出机的加料段温度设 定为170℃,均化段分为七个区,七个区的温度分别设置为190℃、195℃、200℃、 205℃、210℃、215℃、215℃,内部塑化温度为190.5℃,模头温度为215℃下 挤出;s1.3,流延,冷却辊温度为25℃;s1.4,流延膜挤出机的拉伸倍率调整为1.08,拉伸成膜;s1.5,流延膜在拉伸后,置于温度为78℃下,进行热定型10min,得到厚度为50
±
3微米抗菌内膜。
36.制备例2制备例2与制备例1的区别在于:抗菌内膜由以下重量份的原料制成:100份的 透气母料、10份的抑菌母料。
37.制备例3制备例3与制备例1的区别在于:抗菌内膜由以下重量份的原料制成:100份的 透气母料、5份的抑菌母料。抑菌母料是由低密度聚乙烯、4,5
‑
二氯
‑2‑
正辛基
‑3‑ꢀ
异噻唑啉酮、沸石粉、银系抗菌粉和纳米氧化锌组成。
38.抑菌母料的制备:将780g的低密度聚乙烯、100g的沸石粉、80g的4, 5
‑
二氯
‑2‑
正辛基
‑3‑
异噻唑啉酮、20g的银系抗菌粉和20g的纳米氧化锌,加入双 螺杆挤出机中进行挤出造粒,双螺杆挤出机的加料段温度设定为160℃,均化段 分为五个区,五个区的温度分别设置为180℃、190℃、205℃、215℃、215℃, 内部塑化温度为190.8℃,模头温度为215℃,得粒度为1.8
‑
2.3mm的抑菌母料。
39.制备例4参考图2,自愈型聚氨酯树脂是由以下原料制备而成:115.27g的mdi、5.91g的 1,
6
‑
己二醇、600g的数均分子量为2000的聚己内酯二醇、0.02g的有机铋、12.15g 的丁二酮肟、700g的dmf、150g的丁酮、1g的抗氧化剂1010、20g的325目 的硫酸钡。
40.自愈膜22的制备方法,包括以下步骤:s1,将计量准确12.15g的丁二酮肟溶解于100g的dmf中得透明丁二酮肟溶液;s2,向反应釜中加入600gdmf和150g的丁酮,以120rpm搅拌60s,后反应釜 中加入600g的聚己内酯二醇和5.91g的1,6
‑
己二醇,以120rpm搅拌200s,使 得聚己内酯二醇溶解,将s1中的透明丁二酮肟溶液加入反应釜中,以120rpm 搅拌200s,将1g的抗氧化剂1010加入反应釜中,以120rpm搅拌300s,得混合 液;s3,加入0.01g的催化剂加入s2中的混合液中,反应温度控制在78
±
0.5℃下, 115.27g的mdi分多次加入s2中的混合液中,在300rpm的搅拌转速下,反应时 间控制在8.0h,得半成品树脂;s4,反应完成后向反应釜中加入20g的325目的硫酸钡,以200rpm搅拌300s, 得自愈型聚氨酯树脂;s5,将s4中得到自愈型聚氨酯树脂作为原料,进行挤出造粒,得粒径为1.8
‑
2.3mm 的自愈树脂颗粒;s6,将自愈树脂颗粒加入流延膜挤出机,流延膜挤出机的加料段温度设定为 145℃,均化段分为七个区,七个区的温度分别设置为165℃、178℃、190℃、 195℃、200℃、200℃、200℃,内部塑化温度为180.3℃,模头温度为200℃下 挤出,流延,冷却辊温度为40℃,流延膜挤出机的拉伸倍率调整为1.06,拉伸 成膜,流延膜在拉伸后,置于温度为75℃下,进行热定型8min,得到厚度为80
ꢀ±
2微米的自愈膜22。
41.制备例5参考图2,tpu膜21是由tpu母粒、锐钛型纳米tio2、轻质碳酸钙和5a分子 筛制备而成。锐钛型纳米tio2、轻质碳酸钙分散于tpu膜21内部。5a分子筛 嵌设于tpu膜21,且5a分子筛一端露出于tpu膜21的下表面,且5a分子筛 的另一端露出于tpu膜21的上表面。
42.tpu膜21是由1000g的tpu母粒、80g的锐钛型纳米tio2、60g的轻质 碳酸钙、160g的5a分子筛制备而成。其中,对5a分子筛的粒度进行破碎筛选, 5a分子筛的粒度控制在180
‑
200目。
43.tpu膜21的制备方法,包括以下步骤:s1,1000g的tpu母粒、80g的锐钛型纳米tio2、60g的轻质碳酸钙、160g的 5a分子筛加入高速分散釜中,以200rpm搅拌混合5min得混合粒料;s2,将s1.1中的混合粒料加入流延膜挤出机,流延膜挤出机的加料段温度设定 为170℃,均化段分为七个区,七个区的温度分别设置为185℃、190℃、195℃、 200℃、205℃、210℃、210℃,内部塑化温度为186.3℃,模头温度为210℃下 挤出;s3,流延,冷却辊温度为30℃;s4,流延膜挤出机的拉伸倍率调整为1.02,拉伸成膜;s5,流延膜在拉伸后,置于温度为75℃下,进行热定型20min,得到厚度为70
ꢀ±
1微米的tpu膜21。
44.制备例6聚氨酯弹性中间膜2的制备方法,包括以下步骤:
s1,tpu膜21为制备例5中的tpu膜,自愈膜22为制备例4中的自愈膜,通 过复合辊将tpu膜21压合于自愈膜22的上下表面,复合辊的温度为30℃;s1,上下表面压合了tpu膜21的自愈膜22,依次传输经过第一热压辊、第二 热压辊、第三热压辊、第四热压辊、第五热压辊、第六热压辊和第七热压辊,其 中第一热压辊的温度为45℃、第二热压辊的温度为55℃、第三热压辊的温度为 65℃、第四热压辊的温度为80℃、第五热压辊的温度为110℃、第六热压辊的温 度为80℃和第七热压辊的温度为50℃,自然冷却至常温,收卷得聚氨酯弹性中 间膜2。实施例
45.实施例1参照图1,为本技术公开的一种用于船舶果蔬运输的保鲜抑菌透气包装膜,包括 抗菌内膜1、聚氨酯弹性中间膜2和外保护膜3,聚氨酯弹性中间膜2热压复合 于抗菌内膜1、外保护膜3之间。
46.参照图1,外保护膜3采购于佛山市奥川顺新材料实业有限公司的pet 网纹保护膜,pet网纹保护膜的厚度为100微米。外保护膜3需要进行后加工, 保证整体的透气性。将采用的pet网纹保护膜用针板冲压形成多个呈点阵式分 布的透气孔道31,单个透气孔道31的直径控制在0.20mm,且相邻透气孔道31 的圆心距离为2.5mm。
47.参照图2,聚氨酯弹性中间膜2是由两层tpu膜21和热压复合于两层 tpu膜21之间的自愈膜22构成。tpu膜21采用的是制备例5中的厚度为70
ꢀ±
1微米的tpu膜21。自愈膜22采用的是制备例4中的厚度为80
±
2微米的自 愈膜22。抗菌内膜1采用的是制备例1中制备的厚度为50
±
3微米抗菌内膜。
48.一种用于船舶果蔬运输的保鲜抑菌透气包装膜的制备方法,包括以下步 骤:s1,抗菌内膜1、聚氨酯弹性中间膜2、外保护膜3的制备,其中抗菌内膜1的 制备参见制备例1,聚氨酯弹性中间膜2的制备参见制备例6,外保护膜3的制 备方法为:将pet网纹保护膜用针板冲压形成多个呈点阵式分布的透气孔道31, 单个透气孔道31的直径控制在0.20mm,且相邻透气孔道31的圆心距离为2.5mm;s2,通过复合辊将抗菌内膜1压合于聚氨酯弹性中间膜2上表面,外保护膜3 热合于聚氨酯弹性中间膜2下表面,后依次传输经过第一热压辊、第二热压辊、 第三热压辊、第四热压辊、第五热压辊、第六热压辊和第七热压辊,其中第一热 压辊的温度为50℃、第二热压辊的温度为65℃、第三热压辊的温度为80℃、第 四热压辊的温度为110℃、第五热压辊的温度为90℃、第六热压辊的温度为60℃ 和第七热压辊的温度为40℃,得半成品;s3,半成品进行热处理,以1.5℃/min的加热速度升温至65℃,保温300s,自然 冷却,收卷得成品包装膜。
49.实施例2实施例2与实施例1的区别在:采用的抗菌内膜11为制备例2中的抗菌内膜11。
50.实施例3实施例3与实施例1的区别在:采用的抗菌内膜11为制备例3中的抗菌内膜11。
51.对比例对比例1对比例1与实施例1的区别在于:未复合聚氨酯弹性中间膜2,即抗菌内膜1和 外保
护膜3热压复合得到包装膜材。
52.对比例2对比例2与实施例1的区别在于:抑菌母料是由低密度聚乙烯、4,5
‑
二氯
‑2‑
正 辛基
‑3‑
异噻唑啉酮组成。
53.抑菌母料的制备:将800g的低密度聚乙烯、80g的4,5
‑
二氯
‑2‑
正辛基
‑3‑ꢀ
异噻唑啉酮,加入双螺杆挤出机中进行挤出造粒,双螺杆挤出机的加料段温度设 定为160℃,均化段分为五个区,五个区的温度分别设置为180℃、190℃、205℃、 215℃、215℃,内部塑化温度为190.8℃,模头温度为215℃,得粒度为1.8
‑
2.3mm 的抑菌母料。
54.对比例3对比例3与实施例1的区别在于:抑菌母料是由低密度聚乙烯、4,5
‑
二氯
‑2‑
正 辛基
‑3‑
异噻唑啉酮、纳米氧化锌组成。
55.抑菌母料的制备:将800g的低密度聚乙烯、80g的4,5
‑
二氯
‑2‑
正辛基
‑3‑ꢀ
异噻唑啉酮和20g的纳米氧化锌,加入双螺杆挤出机中进行挤出造粒,双螺杆挤 出机的加料段温度设定为160℃,均化段分为五个区,五个区的温度分别设置为 180℃、190℃、205℃、215℃、215℃,内部塑化温度为190.8℃,模头温度为 215℃,得粒度为1.8
‑
2.3mm的抑菌母料。
56.对比例4对比例4与实施例1的区别在于:抑菌母料是由低密度聚乙烯、纳米氧化锌组成。
57.抑菌母料的制备:将800g的低密度聚乙烯和20g的纳米氧化锌,加入双 螺杆挤出机中进行挤出造粒,双螺杆挤出机的加料段温度设定为160℃,均化段 分为五个区,五个区的温度分别设置为180℃、190℃、205℃、215℃、215℃, 内部塑化温度为190.8℃,模头温度为215℃,得粒度为1.8
‑
2.3mm的抑菌母料。
58.对比例5对比例5与实施例1的区别在于:抑菌母料是由低密度聚乙烯、沸石粉组成。抑 菌母料的制备:将800g的低密度聚乙烯、100g的沸石粉,加入双螺杆挤出机中 进行挤出造粒,双螺杆挤出机的加料段温度设定为160℃,均化段分为五个区, 五个区的温度分别设置为180℃、190℃、205℃、215℃、215℃,内部塑化温度 为190.8℃,模头温度为215℃,得粒度为1.8
‑
2.3mm的抑菌母料。
59.性能检测试验检测方法/试验方法1、抗菌测试:按照qb/t2591
‑
2003《抗菌塑料
‑
抗菌性能试样方法和抗菌效果》 测试实施例1
‑
3中制备的包装膜的抗菌性能和对比例1
‑
5中制备的包装膜的抗菌 性能。抗菌测试测试对象是实施例1
‑
3中制备的包装膜的抗菌内膜、对比例1
‑
5 中制备的包装膜的抗菌内膜。抗细菌率计算公式为:r(%)=(b
‑
c)/bx100;式中: r
‑
抗细菌率(%);b
‑
空白对照样品平均回收菌数(cfu/片);c
‑
抗菌塑料样品平均回 收菌数(cfu/片);2.水蒸气透过系数测试:按照gb/t 1037
‑
1988《塑料薄膜和片材透水蒸气性试验 方法标准》测试实施例1
‑
3中制备的包装膜的抗菌性能和对比例1
‑
5中制备的包 装膜的水蒸气透过系数。
60.3、氧气透过率测试:gb/t 19789
‑
005《包装材料透过性试验塑料薄膜和 薄片氧气库仑计检测法》测试实施例1
‑
3中制备的包装膜的抗菌性能和对比例1
‑
5 中制备的包装膜
的氧气透过率。
61.4、穿刺强度测试:依照gb/t10004~2008>6.6.13的规定,对测试实施例 1
‑
3中制备的包装膜的抗菌性能和对比例1
‑
5中制备的包装膜的进行测试穿刺强 度。
62.5、包装膜自愈性能测试:以制备例4中的自愈膜为试验材料,裁剪下10 块规格为80mm*60mm的制备例4中的自愈膜作为检验试样,在检验试样四个 角落处和中心位置皆用美工刀划出长度为12mm的贯穿伤口,每个1h小时对检 验试样贯穿伤口的愈合情况进行观察,自愈环境为25
‑
28℃,湿度为50
‑
60%。观 察且记录贯穿伤口愈合时间。贯穿伤口愈合时间(h)=(四个角落处的贯穿伤口 愈合时间+中心位置处贯穿伤口愈合时间)/5。
63.6、保鲜性能测试:测试对象:采用实施例1
‑
3和对比例1
‑
5中的包装膜, 制备为规格为320mm*450mm的密封袋,标记为测试样1
‑
3和对比测试样1
‑
5。 测试样1
‑
3和对比测试样1
‑
5的测试数量分别为5个。试验方法:取采购的同一 批苹果作为保鲜储存对象,装入测试对象中密封,每个测试对象中装有3个苹果, 将装好苹果的测试对象置于4.0℃的环境中存储,每隔15天观察苹果的外观和测 试对象的外观。储存4个月后取出苹果,随机找三个人对苹果进行口感测试。口 感测试是以对比测试样1中储存的苹果为参照对象,对实施例1
‑
3和对比例2
‑
5 中的苹果进行口感评定。对比测试样1中储存的苹果口感评分为0,其他组中的 苹果口感比对比测试样1中储存的苹果口感好则记载为“+”,反之则记载为
“‑”
。
64.数据分析表3是实施例1
‑
3和对比例1
‑
5的抗菌测试参数5的抗菌测试参数
表4是实施例1
‑
3和对比例1
‑
5的水蒸气透过系数、氧气透过率和穿刺强度的测 试参数表5是制备例4中的自愈膜的自愈性能测试参数表6是实施例1
‑
3和对比例1
‑
5的保鲜性能测试
表7是实施例1
‑
3和对比例1
‑
5的储存苹果的口感测试例1
‑
3和对比例1
‑
5并结合表3可以看出,本技术中制备的保鲜抑菌透气包装膜 具有较好的抗菌防霉效果,抗菌率可达99.99%,有效抑制细菌生长繁殖,保证 运输瓜果蔬菜的质量。
65.结合实施例1
‑
3和对比例1
‑
5并结合表3可以看出,实施例1中制备的保 鲜抑菌透气包装膜的抗菌率大于对比例2、4和5中制备的保鲜抑菌透气包装膜 的抗菌率,实施例1中制备的保鲜抑菌透气包装膜的抗菌率与对比例3中制备的 保鲜抑菌透气包装膜的抗菌率相接近,因此,由低密度聚乙烯、4,5
‑
二氯
‑2‑
正 辛基
‑3‑
异噻唑啉酮、沸石粉和纳米氧化锌制备而成抑菌母料所制备的抗菌内膜 具有较好的抗菌抑菌效果。结合表4,可以看出,沸石粉的添加可改善所制备的 保鲜抑菌透气包装膜整体的水蒸气透过系数和氧气透过率。
66.结合实施例1
‑
3和对比例1
‑
5并结合表4可以看出,实施例1
‑
3中制备的 保鲜抑菌透气包装膜的水蒸气透过系数大于对比例2
‑
5中制备的保鲜抑菌透气包 装膜的水蒸气透过系数,实施例1
‑
3中制备的保鲜抑菌透气包装膜的氧气透过率 大于对比例2
‑
5中制备的保鲜抑菌透气包装膜的氧气透过率,实施例1
‑
3中制备 的保鲜抑菌透气包装膜的穿刺强度大于对比例2
‑
5中制备的保鲜抑菌透气包装膜 的穿刺强度,实施例1
‑
3中制备的保鲜抑菌透气包装膜的水蒸气透过系数和氧气 透过率小于对比例2
‑
5中制备的保鲜抑菌透气包装膜的水蒸气透过系数和氧气透 过率,但是实施例1
‑
3中制备的保鲜抑菌透气包装膜的穿刺
强度大于对比例1中 制备的保鲜抑菌透气包装膜的穿刺强度,因此,本技术中制备得到保鲜抑菌透气 包装膜具有较好的水蒸气透过系数和氧气透过率且穿刺强度高,可对包装膜内的 瓜果蔬菜进行有效保鲜,保证运输瓜果蔬菜的质量。
67.结合制备例4结合表5,可以看出,制备例4中制备的自愈膜的贯穿伤口 愈合时间为34.4h,具有教好的自愈性能,可保证运输瓜果蔬菜的质量。
68.结合实施例1
‑
3和对比例1
‑
5并结合表6
‑
7,可以看出,本技术中制备的 包装膜具有较为持久的保鲜性能,所存储的果蔬的口感较好,可保证运输果蔬的 质量,带来更好的经济效益。
69.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领 域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献 的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1