一种高铁用铝蜂窝墙板及生产工艺的制作方法
1.本发明涉及铝蜂窝墙板技术领域,具体是一种高铁用铝蜂窝墙板及生产工艺。
背景技术:
2.铁路运输是21世纪各国主要交通运输方式之一,并且随着其运行速度的不断提高,铁路运输逐渐成为人们出行的首选交通方式。我国铁路运输能力比较有限,再加上我国幅员辽阔,人口众多且较分散,更增加了铁路运输的负担。同时,随着我国国民经济的飞速发展,综合国力的空前提高,对传统的铁路运输提出了更高的要求:更快速度、更大运输能力、更高安全性和可靠性。中国已开始进入高速列车时代,人们对高铁动车的方便、快捷提出更高要求的同时,也对乘坐高铁列车的安全、舒适、可靠提出了越来越高的期望。
3.铝蜂窝板,适用于民用建筑、车船装饰等。是航空、航天材料在民用建筑领域的应用。整个加工过程全部在现代化工厂完成,采用热压成型技术,因铝皮和蜂窝间的高热传导值,内外铝皮的热胀冷缩同步;蜂窝铝皮上有小孔,使板内气体可以自由流动;可滑动安装扣系统在热胀冷缩时不会引起结构变形。
4.经检索,中国专利号cn105235311a提供一种通过填充物浇注法生产的通孔蜂窝铝及其生产工艺。一种通孔蜂窝铝,包括铝面板、铝底板和通孔蜂窝铝板,通孔蜂窝铝板复合在铝面板和铝底板之间,所述通孔蜂窝铝板的孔洞尺寸均匀,孔洞之间连通。通孔蜂窝铝的生产工艺为制作模具、制备填充料、填充料成型、填充模具、制备铝液、负压浇注、冷却去模具、清理填充料、二次清理、去应力退火、机械加工。
5.中国专利号cn107776163a提供了一种大尺幅铝蜂窝板材的生产工艺,包括以下步骤:
①
将双履带辊压机进行预加热;
②
将上、下铝板的内、外表面均打磨粗糙并刷干净;
③
上、下铝板的内表面喷涂聚氨酯结构胶后进入升温阶段;
④
将蜂窝铝芯铺设于平台上,随后蜂窝铝芯可随履带自动进入上铝板与下铝板之间;
⑤
步骤
④
中制成的工件进入双履带合模保压15min;
⑥
自动跟踪切割锯自动切割步骤
⑤
中保压过的半成品大尺幅铝蜂窝板材;
⑦
半成品大尺幅铝蜂窝板材的上表面喷涂聚脲涂层,随后烘干即可得到成品。
6.目前传统技术中,列车的墙板不仅质量大、弯曲刚度差,还存在阻燃隔音效果差、减震效果差,难以适应高速化列车的运行,因此亟需研发一种高铁用铝蜂窝墙板及生产工艺。
技术实现要素:
7.本发明的目的在于提供一种高铁用铝蜂窝墙板及生产工艺,以解决上述背景技术中提出列车的墙板不仅质量大、弯曲刚度差,还存在阻燃隔音效果差、减震效果差,难以适应高速化列车的运行的问题。
8.本发明的技术方案是:一种高铁用铝蜂窝墙板,包括墙板本体,所述墙板本体包括铝质蜂窝芯,所述铝质蜂窝芯的两侧外壁上均涂覆有胶粘剂,且铝质蜂窝芯的两侧外壁上通过胶粘剂粘接有外板,所述外板包括铝合金板,且铝合金板远离铝质蜂窝芯的另一侧外
壁上热压复合有功能板,所述功能板远离铝合金板的另一侧外壁上涂覆有pvdf氟碳树脂涂层,所述功能板由左到右依次包括防火层、防腐层、隔音层和强化板,所述防火层远离防腐层的另一侧与铝合金板之间相粘接,且pvdf氟碳树脂涂层涂覆在强化板远离隔音层的另一侧外壁上。
9.一种高铁用铝蜂窝墙板生产工艺,包括以下加工步骤:s1.铝合金板材加工;s2.铝质蜂窝芯加工;s3.热压复合加工;s4.检验、包装。
10.进一步地,所述步骤s1具体包括以下加工步骤:s11.铝合金板材剪裁;s12.铝合金板材机加工;s13.铝合金板材表面处理。
11.进一步地,所述步骤s2具体包括以下加工步骤:s21.铝质蜂窝芯剪裁;s22.铝质蜂窝芯清洗;s23.铝质蜂窝芯烘干。
12.进一步地,所述步骤s11具体包括以下步骤:s111.目测铝合金板材表面是否平整、光滑。
13.进一步地,所述铝合金板材机加工包括整形、冲孔和折边。
14.进一步地,所述步骤s13具体包括以下步骤:s131.前期处理:对铝合金板材进行除脏和阳极氧化处理;s132.涂装处理:在铝合金板材的表面进行涂装处理,采用表面上三层漆:底漆、面漆、罩光漆,最后贴上高温保护膜。
15.进一步地,所述铝质蜂窝芯清洗采用50
‑
70℃的热水进行冲洗,冲洗时间为60
‑
180s;所述铝质蜂窝芯烘干的烘干温度为100
‑
120℃,烘干时间为60
‑
80min。
16.进一步地,所述步骤s3具体包括以下步骤:s31.用夹具将铝合金板材、铝质蜂窝芯以及面板涂上胶粘剂装配在一起;s32.将装配在一起的铝合金板材、铝质蜂窝芯以及面板送至热压机,将三层材料热压复合,即得铝合金蜂窝墙板。
17.进一步地,所述铝合金蜂窝墙板的检验项包括:涂层的光泽、漆膜颜色的测定、漆膜厚度、漆膜附着力和漆膜外观。
18.本发明通过改进在此提供一种高铁用铝蜂窝墙板及生产工艺,与现有技术相比,具有如下改进及优点:(1)本发明铝蜂窝墙板不但外观装饰美观,色彩丰富,最重要的是铝蜂窝墙板具有很好的防火、防腐、阻燃、环保、隔音、高强度和低吸水率,与国家大力发展建筑节能的政策相符。
19.(2)本发明高铁动车墙板用夹层复合材料采用新型夹层复合材料,不仅拥有重量轻、机械强度高、隔音降噪减震优异性能,而且具有较高的承载极限,有效地消除了传统高
铁动车在高速运行过程中高铁动车用墙板的缺陷。本发明结构设计合理,不仅具有密度低、阻燃隔音性能好,还拥有优异的抗冲击性能,延长了使用寿命,保证了高铁动车的运行速度和安全。
附图说明
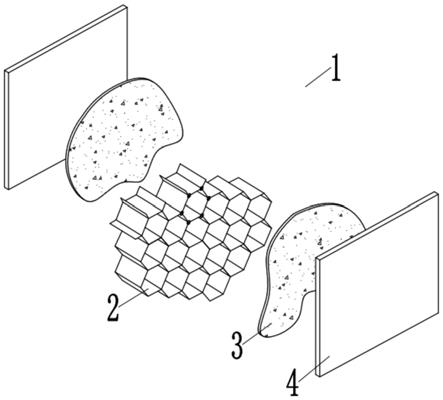
20.下面结合附图和实施例对本发明作进一步解释:图1是本发明的铝蜂窝墙板结构图;图2是本发明的外板结构图;图3是本发明的功能板结构图;图4是本发明的工艺流程图。
21.附图标记说明:1墙板本体、2铝质蜂窝芯、3胶粘剂、4外板、5 pvdf氟碳树脂涂层、6功能板、7铝合金板、8防火层、9防腐层、10隔音层、11强化板。
具体实施方式
22.下面将结合附图1
‑
4对本发明进行详细说明,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.本发明通过改进在此提供一种高铁用铝蜂窝墙板及生产工艺,如图1
‑
图4所示,一种高铁用铝蜂窝墙板,包括墙板本体1,墙板本体1包括铝质蜂窝芯2,铝质蜂窝芯2的两侧外壁上均涂覆有胶粘剂3,且铝质蜂窝芯2的两侧外壁上通过胶粘剂3粘接有外板4,外板4包括铝合金板7,且铝合金板7远离铝质蜂窝芯2的另一侧外壁上热压复合有功能板6,功能板6远离铝合金板7的另一侧外壁上涂覆有pvdf氟碳树脂涂层5,功能板6由左到右依次包括防火层8、防腐层9、隔音层10和强化板11,防火层8远离防腐层9的另一侧与铝合金板7之间相粘接,且pvdf氟碳树脂涂层5涂覆在强化板11远离隔音层10的另一侧外壁上。
24.一种高铁用铝蜂窝墙板生产工艺,包括以下加工步骤:s1.铝合金板材加工;s2.铝质蜂窝芯加工;s3.热压复合加工;s4.检验、包装。
25.进一步地,步骤s1具体包括以下加工步骤:s11.铝合金板材剪裁;s12.铝合金板材机加工;s13.铝合金板材表面处理。
26.进一步地,步骤s2具体包括以下加工步骤:s21.铝质蜂窝芯剪裁;s22.铝质蜂窝芯清洗;s23.铝质蜂窝芯烘干。
27.进一步地,步骤s11具体包括以下步骤:s111.目测铝合金板材表面是否平整、光滑;有明显油迹等樗染的地方,必须用干净抹布蘸酒精抹擦,一般铝板材四周都经过了裁剪,选其中较理想的直边作定位基础线,按生产所需尺寸剪裁,其剪切精度为0.5mm,如选3.2m剪裁板机,须将其工柞台面扩大,并设定尺,加工速度一般不低于6次/分钟。
28.进一步地,铝合金板材机加工包括整形、冲孔和折边。
29.进一步地,步骤s13具体包括以下步骤:s131.前期处理:对铝合金板材进行除脏和阳极氧化处理;阳极氧化处理技术是采用铬酸法,该工艺简单,生产效率高,成本低,其氧化膜层系磷酸盐、氟化物和铬的化合物,并呈现光亮彩霞色,它具有良好的耐腐蚀性和极好的油漆吸附力,是油漆的良好底层,这也就是铝板前期处理一阳极氧化的目的所在;此外,铝板的粘胶也需阳极氧化处理,二者正好合二为一;该工艺必须提请注意以下几点:1)铝板在前期处理前必须清洁干净;2)前期处理要求水质较高,特别是最后一道工序要求水导电率<300m;3)已处理好的铝板,必须妥善放置,防止被污染,且须在24小时之内进行喷涂油漆或胶接;4)无论是生产所需的热风或冷风都必须过滤除油;5)阳极化处理工序应先处理底板,因其不需要再进行涂装处理,待处理面板时,再开启喷涂保温烘箱,这样可节省能耗;s132.涂装处理:在铝合金板材的表面进行涂装处理,采用表面上三层漆:底漆、面漆、罩光漆,最后贴上高温保护膜;采用合理的涂装工艺使铝台金板材表面形成隔绝环境介质的涂层,延缓铝合金与腐蚀介质接触的时间.降低其电化学腐蚀速度,这就是涂层的保护作用,其另一种作用是装饰表面.从而使产品表面光亮丰满、五彩缤纷,以博得人们的青睐。一般该工艺采用表面上三层漆:底漆、面漆、罩光漆,最后贴上高温保护膜。因此,必须考虑多道漆的配套性,尤其是面漆中的溶剂和所用稀释剂,对底漆是否“咬合”,即漆膜附着力要大。
30.进一步地,铝质蜂窝芯清洗采用50℃的热水进行冲洗,冲洗时间为60s;铝质蜂窝芯烘干的烘干温度为100℃,烘干时间为60min。
31.进一步地,步骤s3具体包括以下步骤:s31.用夹具将铝合金板材、铝质蜂窝芯以及面板涂上胶粘剂装配在一起;s32.将装配在一起的铝合金板材、铝质蜂窝芯以及面板送至热压机,将三层材料热压复合,即得铝合金蜂窝墙板。
32.进一步地,铝合金蜂窝墙板的检验项包括:涂层的光泽、漆膜颜色的测定、漆膜厚度、漆膜附着力和漆膜外观;对于铝合金蜂窝幕墙板来说,产品的质量主要取决于涂装的漆膜质量,涂层的光泽一般可用光电光泽计测量,常选择光泽为30%70%的半光或<30%的无光泽涂层;漆膜颜色的测定可将被测样品与标准色卡加以比较,应无明显差异;漆膜厚度对涂层外观和耐蚀性能有很大影响,可用测厚仪测量;漆膜附着力愈大,对铝合金板保护愈强,一般采用划格法或划圈法测量;漆膜从外观看,应平整、光滑、均匀一致,没有起皮、起泡、挂流、针孔、颗粒等弊病。
33.实施例一一种高铁用铝蜂窝墙板生产工艺,包括以下加工步骤:s1.铝合金板材加工;s2.铝质蜂窝芯加工;s3.热压复合加工;s4.检验、包装。
34.进一步地,步骤s1具体包括以下加工步骤:s11.铝合金板材剪裁;s12.铝合金板材机加工;s13.铝合金板材表面处理。
35.进一步地,步骤s2具体包括以下加工步骤:s21.铝质蜂窝芯剪裁;s22.铝质蜂窝芯清洗;s23.铝质蜂窝芯烘干。
36.进一步地,步骤s11具体包括以下步骤:s111.目测铝合金板材表面是否平整、光滑;有明显油迹等樗染的地方,必须用干净抹布蘸酒精抹擦,一般铝板材四周都经过了裁剪,选其中较理想的直边作定位基础线,按生产所需尺寸剪裁,其剪切精度为0.5mm,如选3.2m剪裁板机,须将其工柞台面扩大,并设定尺,加工速度一般不低于6次/分钟。
37.进一步地,铝合金板材机加工包括整形、冲孔和折边。
38.进一步地,步骤s13具体包括以下步骤:s131.前期处理:对铝合金板材进行除脏和阳极氧化处理;阳极氧化处理技术是采用铬酸法,该工艺简单,生产效率高,成本低,其氧化膜层系磷酸盐、氟化物和铬的化合物,并呈现光亮彩霞色,它具有良好的耐腐蚀性和极好的油漆吸附力,是油漆的良好底层,这也就是铝板前期处理一阳极氧化的目的所在;此外,铝板的粘胶也需阳极氧化处理,二者正好合二为一;该工艺必须提请注意以下几点:1)铝板在前期处理前必须清洁干净;2)前期处理要求水质较高,特别是最后一道工序要求水导电率<300m;3)已处理好的铝板,必须妥善放置,防止被污染,且须在24小时之内进行喷涂油漆或胶接;4)无论是生产所需的热风或冷风都必须过滤除油;5)阳极化处理工序应先处理底板,因其不需要再进行涂装处理,待处理面板时,再开启喷涂保温烘箱,这样可节省能耗;s132.涂装处理:在铝合金板材的表面进行涂装处理,采用表面上三层漆:底漆、面漆、罩光漆,最后贴上高温保护膜;采用合理的涂装工艺使铝台金板材表面形成隔绝环境介质的涂层,延缓铝合金与腐蚀介质接触的时间.降低其电化学腐蚀速度,这就是涂层的保护作用,其另一种作用是装饰表面.从而使产品表面光亮丰满、五彩缤纷,以博得人们的青睐。一般该工艺采用表面上三层漆:底漆、面漆、罩光漆,最后贴上高温保护膜。因此,必须考虑多道漆的配套性,尤其是面漆中的溶剂和所用稀释剂,对底漆是否“咬合”,即漆膜附着力要大。
39.进一步地,铝质蜂窝芯清洗采用60℃的热水进行冲洗,冲洗时间为100s;铝质蜂窝
芯烘干的烘干温度为105℃,烘干时间为65min。
40.进一步地,步骤s3具体包括以下步骤:s31.用夹具将铝合金板材、铝质蜂窝芯以及面板涂上胶粘剂装配在一起;s32.将装配在一起的铝合金板材、铝质蜂窝芯以及面板送至热压机,将三层材料热压复合,即得铝合金蜂窝墙板。
41.进一步地,铝合金蜂窝墙板的检验项包括:涂层的光泽、漆膜颜色的测定、漆膜厚度、漆膜附着力和漆膜外观;对于铝合金蜂窝幕墙板来说,产品的质量主要取决于涂装的漆膜质量,涂层的光泽一般可用光电光泽计测量,常选择光泽为30%70%的半光或<30%的无光泽涂层;漆膜颜色的测定可将被测样品与标准色卡加以比较,应无明显差异;漆膜厚度对涂层外观和耐蚀性能有很大影响,可用测厚仪测量;漆膜附着力愈大,对铝合金板保护愈强,一般采用划格法或划圈法测量;漆膜从外观看,应平整、光滑、均匀一致,没有起皮、起泡、挂流、针孔、颗粒等弊病。
42.实施例二一种高铁用铝蜂窝墙板生产工艺,包括以下加工步骤:s1.铝合金板材加工;s2.铝质蜂窝芯加工;s3.热压复合加工;s4.检验、包装。
43.进一步地,步骤s1具体包括以下加工步骤:s11.铝合金板材剪裁;s12.铝合金板材机加工;s13.铝合金板材表面处理。
44.进一步地,步骤s2具体包括以下加工步骤:s21.铝质蜂窝芯剪裁;s22.铝质蜂窝芯清洗;s23.铝质蜂窝芯烘干。
45.进一步地,步骤s11具体包括以下步骤:s111.目测铝合金板材表面是否平整、光滑;有明显油迹等樗染的地方,必须用干净抹布蘸酒精抹擦,一般铝板材四周都经过了裁剪,选其中较理想的直边作定位基础线,按生产所需尺寸剪裁,其剪切精度为0.5mm,如选3.2m剪裁板机,须将其工柞台面扩大,并设定尺,加工速度一般不低于6次/分钟。
46.进一步地,铝合金板材机加工包括整形、冲孔和折边。
47.进一步地,步骤s13具体包括以下步骤:s131.前期处理:对铝合金板材进行除脏和阳极氧化处理;阳极氧化处理技术是采用铬酸法,该工艺简单,生产效率高,成本低,其氧化膜层系磷酸盐、氟化物和铬的化合物,并呈现光亮彩霞色,它具有良好的耐腐蚀性和极好的油漆吸附力,是油漆的良好底层,这也就是铝板前期处理一阳极氧化的目的所在;
此外,铝板的粘胶也需阳极氧化处理,二者正好合二为一;该工艺必须提请注意以下几点:1)铝板在前期处理前必须清洁干净;2)前期处理要求水质较高,特别是最后一道工序要求水导电率<300m;3)已处理好的铝板,必须妥善放置,防止被污染,且须在24小时之内进行喷涂油漆或胶接;4)无论是生产所需的热风或冷风都必须过滤除油;5)阳极化处理工序应先处理底板,因其不需要再进行涂装处理,待处理面板时,再开启喷涂保温烘箱,这样可节省能耗;s132.涂装处理:在铝合金板材的表面进行涂装处理,采用表面上三层漆:底漆、面漆、罩光漆,最后贴上高温保护膜;采用合理的涂装工艺使铝台金板材表面形成隔绝环境介质的涂层,延缓铝合金与腐蚀介质接触的时间.降低其电化学腐蚀速度,这就是涂层的保护作用,其另一种作用是装饰表面.从而使产品表面光亮丰满、五彩缤纷,以博得人们的青睐。一般该工艺采用表面上三层漆:底漆、面漆、罩光漆,最后贴上高温保护膜。因此,必须考虑多道漆的配套性,尤其是面漆中的溶剂和所用稀释剂,对底漆是否“咬合”,即漆膜附着力要大。
48.进一步地,铝质蜂窝芯清洗采用65℃的热水进行冲洗,冲洗时间为150s;铝质蜂窝芯烘干的烘干温度为110℃,烘干时间为70min。
49.进一步地,步骤s3具体包括以下步骤:s31.用夹具将铝合金板材、铝质蜂窝芯以及面板涂上胶粘剂装配在一起;s32.将装配在一起的铝合金板材、铝质蜂窝芯以及面板送至热压机,将三层材料热压复合,即得铝合金蜂窝墙板。
50.进一步地,铝合金蜂窝墙板的检验项包括:涂层的光泽、漆膜颜色的测定、漆膜厚度、漆膜附着力和漆膜外观;对于铝合金蜂窝幕墙板来说,产品的质量主要取决于涂装的漆膜质量,涂层的光泽一般可用光电光泽计测量,常选择光泽为30%70%的半光或<30%的无光泽涂层;漆膜颜色的测定可将被测样品与标准色卡加以比较,应无明显差异;漆膜厚度对涂层外观和耐蚀性能有很大影响,可用测厚仪测量;漆膜附着力愈大,对铝合金板保护愈强,一般采用划格法或划圈法测量;漆膜从外观看,应平整、光滑、均匀一致,没有起皮、起泡、挂流、针孔、颗粒等弊病。
51.实施例三一种高铁用铝蜂窝墙板生产工艺,包括以下加工步骤:s1.铝合金板材加工;s2.铝质蜂窝芯加工;s3.热压复合加工;s4.检验、包装。
52.进一步地,步骤s1具体包括以下加工步骤:s11.铝合金板材剪裁;s12.铝合金板材机加工;s13.铝合金板材表面处理。
53.进一步地,步骤s2具体包括以下加工步骤:
s21.铝质蜂窝芯剪裁;s22.铝质蜂窝芯清洗;s23.铝质蜂窝芯烘干。
54.进一步地,步骤s11具体包括以下步骤:s111.目测铝合金板材表面是否平整、光滑;有明显油迹等樗染的地方,必须用干净抹布蘸酒精抹擦,一般铝板材四周都经过了裁剪,选其中较理想的直边作定位基础线,按生产所需尺寸剪裁,其剪切精度为0.5mm,如选3.2m剪裁板机,须将其工柞台面扩大,并设定尺,加工速度一般不低于6次/分钟。
55.进一步地,铝合金板材机加工包括整形、冲孔和折边。
56.进一步地,步骤s13具体包括以下步骤:s131.前期处理:对铝合金板材进行除脏和阳极氧化处理;阳极氧化处理技术是采用铬酸法,该工艺简单,生产效率高,成本低,其氧化膜层系磷酸盐、氟化物和铬的化合物,并呈现光亮彩霞色,它具有良好的耐腐蚀性和极好的油漆吸附力,是油漆的良好底层,这也就是铝板前期处理一阳极氧化的目的所在;此外,铝板的粘胶也需阳极氧化处理,二者正好合二为一;该工艺必须提请注意以下几点:1)铝板在前期处理前必须清洁干净;2)前期处理要求水质较高,特别是最后一道工序要求水导电率<300m;3)已处理好的铝板,必须妥善放置,防止被污染,且须在24小时之内进行喷涂油漆或胶接;4)无论是生产所需的热风或冷风都必须过滤除油;5)阳极化处理工序应先处理底板,因其不需要再进行涂装处理,待处理面板时,再开启喷涂保温烘箱,这样可节省能耗;s132.涂装处理:在铝合金板材的表面进行涂装处理,采用表面上三层漆:底漆、面漆、罩光漆,最后贴上高温保护膜;采用合理的涂装工艺使铝台金板材表面形成隔绝环境介质的涂层,延缓铝合金与腐蚀介质接触的时间.降低其电化学腐蚀速度,这就是涂层的保护作用,其另一种作用是装饰表面.从而使产品表面光亮丰满、五彩缤纷,以博得人们的青睐。一般该工艺采用表面上三层漆:底漆、面漆、罩光漆,最后贴上高温保护膜。因此,必须考虑多道漆的配套性,尤其是面漆中的溶剂和所用稀释剂,对底漆是否“咬合”,即漆膜附着力要大。
57.进一步地,铝质蜂窝芯清洗采用70℃的热水进行冲洗,冲洗时间为180s;铝质蜂窝芯烘干的烘干温度为120℃,烘干时间为80min。
58.进一步地,步骤s3具体包括以下步骤:s31.用夹具将铝合金板材、铝质蜂窝芯以及面板涂上胶粘剂装配在一起;s32.将装配在一起的铝合金板材、铝质蜂窝芯以及面板送至热压机,将三层材料热压复合,即得铝合金蜂窝墙板。
59.进一步地,铝合金蜂窝墙板的检验项包括:涂层的光泽、漆膜颜色的测定、漆膜厚度、漆膜附着力和漆膜外观;对于铝合金蜂窝幕墙板来说,产品的质量主要取决于涂装的漆膜质量,涂层的光泽一般可用光电光泽计测量,常选择光泽为30%70%的半光或<30%的无光泽涂层;漆膜颜色的测定可将被测样品与标准色卡加以比较,应无明显差异;
漆膜厚度对涂层外观和耐蚀性能有很大影响,可用测厚仪测量;漆膜附着力愈大,对铝合金板保护愈强,一般采用划格法或划圈法测量;漆膜从外观看,应平整、光滑、均匀一致,没有起皮、起泡、挂流、针孔、颗粒等弊病。
60.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1