用于流动包装的纸制产品的制作方法
本公开涉及纸基材料的领域。
背景技术:
1、流动包装是将任何形状的产品包装在包装材料中的水平运动过程。传统上,包装材料是透明的塑料膜或印刷的不透明塑料膜。由流动包装过程产生的封装件具有纵向鳍片密封部和端部鳍片密封部。纵向鳍片密封部通常是折叠的,使得鳍片平躺在封装件的后侧壁上,而不是从后侧壁突出。
技术实现思路
1、本公开旨在提供一种可以替代在流动包装过程中使用的塑料膜的纸基材料。发明人已经认识到,这种纸基材料要在商业上取得成功,应该满足以下标准中的大部分,优选地是全部:
2、-根据适用标准是可回收的;
3、-在使用现有的印刷技术时的印刷适性令人满意;
4、-密封剂层的粘附性(即能够粘合在高速过程中施加的密封剂组合物);
5、-流动包装过程中的流动性(流动包装过程通常在高速下运行,对封装材料要求严格);
6、-保护被封装/被包装的产品免受环境水分的影响;
7、-提供油脂屏障(防止来自被封装/被包装的产品的脂肪污染和/或削弱纸基材料);以及
8、-可接受的生产成本,优选地在现有机器上进行或只需在新设备上进行少量投资。
9、因此,本公开提供了编位号实施方式的以下列表:
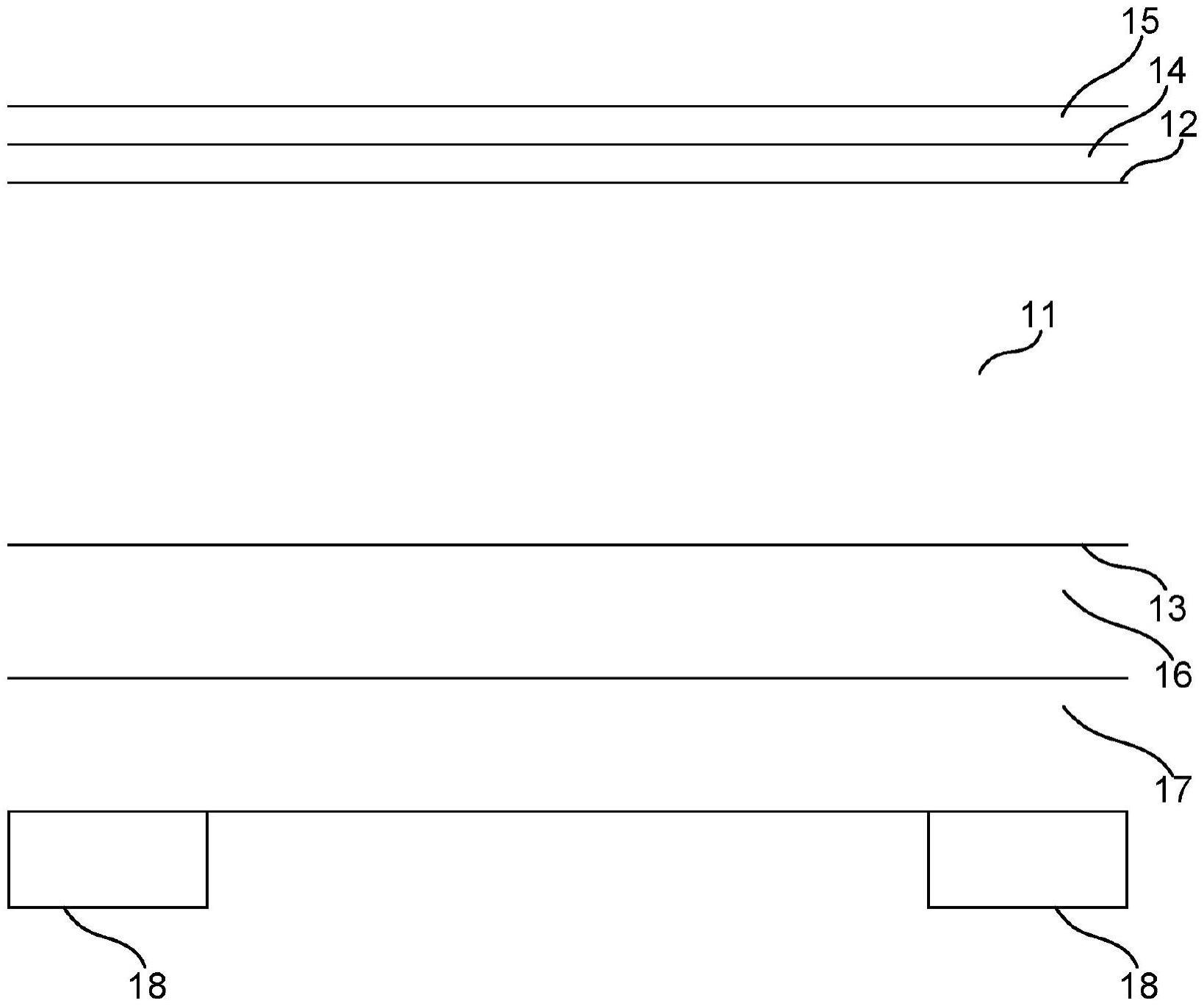
10、1.一种用于在流动包装过程中使用的经涂覆纸制产品,其中:
11、-所述经涂覆纸制产品包括纸质衬底;
12、-所述纸质衬底是具有光泽面和非光泽面的机制光泽(mg)纸,优选地为mg牛皮纸;
13、-所述非光泽面涂覆有预涂覆层和屏障涂覆层;
14、-所述预涂覆层包括聚合物粘合剂和颜料;以及
15、-在1.0秒检查点处,在水与由屏障涂覆层形成的表面之间的根据tappi t 558测量的接触角小于90°。
16、2.根据项1所述的经涂覆纸制产品,其中,预涂覆层的涂层重量为至少5g/m2,比如5g/m2至10g/m2,优选地为6g/m2至9g/m2。
17、3.根据项1或2所述的经涂覆纸制产品,其中,屏障涂覆层的涂层重量为至少5g/m2,比如5g/m2至10g/m2,优选地为6g/m2至9g/m2。
18、4.根据前述项中的任一项所述的经涂覆纸制产品,其中,所述纸质衬底的根据iso536:2020测量的克重为40g/m2至60g/m2,比如42g/m2至55g/m2。
19、5.根据前述项中的任一项所述的经涂覆纸制产品,其中,所述经涂覆纸制产品的根据iso 536:2020测量的克重为56g/m2至76g/m2,比如58g/m2至71g/m2。
20、6.根据前述项中的任一项所述的经涂覆纸制产品,其中,纸质衬底的根据iso534:2011测量的厚度为50μm至64μm,比如52μm至61μm。
21、7.根据前述项中的任一项所述的经涂覆纸制产品,其中,经涂覆纸制产品的根据iso 534:2011测量的厚度为55μm至70μm,比如57μm至67μm。
22、8.根据前述项中的任一项所述的经涂覆纸制产品,其中,纸质衬底的根据iso534:2011测量的密度为800kg/m3至900kg/m3。
23、9.根据前述项中的任一项所述的经涂覆纸制产品,其中,经涂覆纸制产品的根据iso 534:2011测量的密度为950kg/m3至1100kg/m3。
24、10.根据前述项中的任一项所述的经涂覆纸制产品,其中,纸质衬底的根据en14477测量的发生破裂时的穿刺力为至少2.3n,优选地为至少2.5n。
25、11.根据前述项中的任一项所述的经涂覆纸制产品,其中,经涂覆纸制产品的根据en 14477测量的发生破裂时的穿刺力为至少2.4n,优选地为至少2.6n。
26、12.根据前述项中的任一项所述的经涂覆纸制产品,其中,颜料为板状颜料,诸如板状黏土。
27、13.根据项12所述的经涂覆纸制产品,其中,所述板状颜料具有至少20的形状因数、比如至少30的形状因数、比如至少40的形状因数。
28、14.根据前述项中的任一项所述的经涂覆纸制产品,其中,预涂覆层中的颜料与粘合剂的干重比在100:40至100:90之间,比如在100:60至100:85之间。
29、15.根据前述项中的任一项所述的经涂覆纸制产品,其中,纸质衬底的光泽面的根据iso 8791-2:2013的本特森粗糙度低于90ml/min,优选地为70ml/min或更低,更优选地低于55ml/min。
30、16.根据前述项中的任一项所述的经涂覆纸制产品,其中,纸质衬底的非光泽面的根据iso 8791-2:2013的本特森粗糙度低于600ml/min,优选地为530ml/min或更低,更优选地低于400ml/min。
31、17.根据前述项中的任一项所述的经涂覆纸制产品,其中,经涂覆纸制产品的光泽面的根据iso 8791-4:2007的pps粗糙度低于6.00μm,比如低于5.00μm,比如低于4.00μm。
32、18.根据前述项中的任一项所述的经涂覆纸制产品,其中,纸质衬底的光泽面的根据iso 8791-4:2007测量的粗糙度低于7.00μm,比如低于6.00μm。
33、19.根据前述项中的任一项所述的经涂覆纸制产品,其中,纸质衬底被漂白,例如纸质衬底具有根据iso 2470的至少77的iso亮度。
34、20.根据前述项中的任一项所述的经涂覆纸制产品,其中,纸质衬底的根据iso1924-3:2005测量的抗拉强度指数在机器方向(md)上为至少79.2nm/g,以及/或者在交叉方向(cd)上为至少45.8nm/g。
35、21.根据前述项中的任一项所述的经涂覆纸制产品,其中,经涂覆纸制产品的根据iso 1924-3:2005测量的抗拉强度指数在机器方向(md)上为至少70.0nm/g,以及/或者在交叉方向(cd)上为至少41.0nm/g。
36、22.根据前述项中的任一项所述的经涂覆纸制产品,其中,纸质衬底的根据iso1924-3:2005测量的发生破裂时的伸缩在md上为1.4%至2.4%,和/或在cd上为3.0%至5.0%。
37、23.根据前述项中的任一项所述的经涂覆纸制产品,其中,经涂覆纸制产品的根据iso 1924-3:2005测量的发生破裂时的伸缩在md上为1.5%至2.5%,和/或在cd上为至少4.0%至6.0%。
38、24.根据前述项中的任一项所述的经涂覆纸制产品,其中,纸质衬底的根据iso1924-3:2005测量的拉伸能量吸收(tea)指数在md上为至少0.9j/m2,和/或在cd上为至少1.3j/m2。
39、25.根据前述项中的任一项所述的经涂覆纸制产品,其中,经涂覆纸制产品的根据iso 1924-3:2005测量的拉伸能量吸收(tea)指数在md上为至少0.9j/m2,和/或在cd上为至少1.5j/m2。
40、26.根据前述项中的任一项所述的经涂覆纸制产品,其中,纸质衬底的根据2493-1:2010测量的抗弯强度在md上是15mn至30mn,和/或在cd上是8mn至22mn,其中,抗弯强度是使用15°的弯曲角和10mm的测试跨度长度测试的。
41、27.根据前述项中的任一项所述的经涂覆纸制产品,其中,经涂覆纸制产品的根据2493-1:2010测量的抗弯强度在md上是20mn至40mn,和/或在cd上是16mn至32mn,其中,抗弯强度是使用15°的弯曲角和10mm的测试跨度长度测试的。
42、28.根据前述项中的任一项所述的经涂覆纸制产品,其中,纸质衬底的根据2493-1:2010测量的抗弯强度指数在md上是150nm6/kg3至250nm6/kg3,和/或在cd上是75nm6/kg3至155nm6/kg3,其中,抗弯强度是使用15°的弯曲角和10mm的测试跨度长度测试的。
43、29.根据前述项中的任一项所述的经涂覆纸制产品,其中,经涂覆纸制产品的根据2493-1:2010测量的抗弯强度指数在md上是75nm6/kg3至155nm6/kg3,和/或在cd上是60nm6/kg3至120nm6/kg3,其中,抗弯强度是使用15°的弯曲角和10mm的测试跨度长度测试的。
44、30.根据前述项中的任一项所述的经涂覆纸制产品,其中,光泽面的根据iso 535:2014测量的可勃法(cobb)60秒的值为15g/m2至50g/m2,如比17g/m2至30g/m2。
45、31.根据前述项中的任一项所述的经涂覆纸制产品,其中,用于形成纸质衬底的纤维按干重计的至少80%是永不干燥的。
46、32.一种可密封材料,可密封材料包括:根据前述项中的任一项所述的经涂覆纸制产品;以及密封剂层,密封剂层被施加于经涂覆纸制产品的屏障涂覆侧部的一部分上。
47、33.根据项12所述的可密封材料,还包括已经被印刷到经涂覆纸制产品的光泽面上的印刷品。
48、34.一种封装方法,封装方法包括以下步骤:
49、a)将密封剂层施加于根据项1至31中的任一项所述的经涂覆纸制产品的屏障涂覆侧部的一部分上,以获得可密封材料;以及
50、b)将产品流动包装到可密封材料中。
51、35.根据项34所述的封装方法,其中,步骤a)还包括在经涂覆纸制产品的光泽面进行印刷。
52、36.根据项35所述的封装材料,其中,在同一机器中执行所述印刷和所述密封剂层的施加。
53、37.一种生产用于在流动包装过程中使用的经涂覆纸制产品的方法,方法包括以下步骤:
54、-提供纸质衬底,所述纸质衬底具有根据iso 5636-5:2013测量的至少55秒(s)的空气渗透性,所述纸质衬底是具有光泽面和非光泽面的机制光泽(mg)牛皮纸;
55、-对机制光泽(mg)牛皮纸的非光泽面进行预涂覆,以形成包括聚合物粘合剂和颜料的预涂覆层;以及
56、-对预涂覆层进行屏障涂覆,以形成屏障涂覆层,所述屏障涂覆层形成表面,
57、其中,在1.0秒检查点处,在水与由屏障涂覆层形成的表面之间的根据tappi t558测量的接触角小于90°。
58、38.根据项37所述的方法,包括在预涂覆步骤和屏障涂覆步骤之间的干燥。
- 还没有人留言评论。精彩留言会获得点赞!