一种加筋缠绕膜及其制备方法与流程
1.本发明属于加筋缠绕膜技术领域,具体涉及一种加筋缠绕膜及其制备方法。
背景技术:
2.缠绕膜又叫拉伸膜,它是在常温下,利用机械拉伸装置或手工将薄膜强行拉伸所产生的变形应力,将货物裹紧便于运输,贮藏的一种包装方式,是目前国际上常用的一种包装形式。市场上应用的缠绕膜虽然拉伸性能较好,并且为了达到一定的强度,采用一定的大厚度,生产成本较大,而且还对环境影响大,不利于环保。
3.如申请号为cn107828106a的中国专利,其公开了一种缠绕膜,它包括以下组分按照重量百分配比制成:25—35%的线型聚乙烯,60—70%的茂金属,2-5%的增粘剂以及1—3%增韧剂,其中各组分的配比以重量百分之百为准。
4.但是上述方案存在以下不足:
5.上述发明文件中只是对现有技术的改良,降低薄膜厚度,降低生产成本,但上述的缠绕膜为单层,在缠绕货物时,需要很多层的缠绕才能保护和固定货物,其固定支撑力有限,经过刺穿撕裂后,其保护货物的性能下降,容易产生货物损毁。
6.为此,我们提出一种加筋缠绕膜及其制备方法,以解决上述背景技术中提到的问题。
技术实现要素:
7.本发明的目的在于提供一种加筋缠绕膜及其制备方法,以解决上述背景技术中提出的问题。
8.为实现上述目的,本发明提供如下技术方案:一种加筋缠绕膜,包括第一缠绕膜层和第二缠绕膜层,所述第一缠绕膜层和第二缠绕膜层的材质相同,由乙烯乙酸聚合物、茂金属线性低密度聚乙烯、线性低密度聚乙烯、纳米二氧化硅制备而成,所述第一缠绕膜层和第二缠绕膜层之间设置有加强筋,所述加强筋的采用锦纶、涤纶、尼龙制成;
9.所述第一缠绕膜层的下端面设置有阻燃层,所述阻燃层由氢氧化铝、氢氧化镁、稳定剂制备而成,稳定剂为eva树脂材质,所述第二缠绕膜层的上端面设置有抑菌层,所述抑菌层为铜离子材料制成,相邻的加强筋之间的填充有胶黏剂,所述胶黏剂由eva树脂、丙烯酸、抗氧化剂混合制成;
10.本发明还提供了一种加筋缠绕膜的制备方法,具体包括以下步骤:
11.s1、制备第一缠绕膜层和第二缠绕膜层:
12.s11、将乙烯乙酸聚合物、茂金属线性低密度聚乙烯、线性低密度聚乙烯、纳米二氧化硅进行充分混合后进行除尘处理;
13.s12、除尘过后的原材料均匀加入挤出机中,挤出机能够将原料充分混合并将其加热熔融形成熔体;
14.s13、将步骤s12中的原料熔体由挤出机传送到流延机内,流延机能够将熔体原料
加工成薄膜层,薄膜层在流延机上的冷却辊的作用下能够形成第一缠绕膜层和第二缠绕膜层;
15.s2、制备胶黏剂:
16.s21、按照重量份数比称取eva树脂、丙烯酸和抗氧化剂;
17.s22、将步骤s21中的原材料投入到均质设备中搅拌均匀,得到胶黏剂;
18.s3、制备加强筋:
19.s31、按照重量份数比称取锦纶、涤纶、尼龙;
20.s32、将步骤s31中的原材料投入到均质设备中搅拌均匀;
21.s33、均匀混合后的原料加入挤出机中,挤出机能够将原料充分混合并将其加热熔融形成熔体;
22.s34、将步骤s33中的原料熔体由挤出机传送到流延机内,流延机能够将熔体原料加工成薄膜层,薄膜层在流延机上的冷却辊的作用下能够形成加强筋膜;
23.s35、然后将加强筋膜经裁剪机裁剪成条状,制成加强筋;
24.s4、制备阻燃层:
25.s41、按照重量份数比称取氢氧化铝、氢氧化镁、稳定剂;
26.s42、将步骤s41中的原材料投入到均质设备中搅拌均匀,得到阻燃层;
27.s5、粘接合成:
28.s51、将第一缠绕膜层上方涂刷胶黏剂,然后将裁剪成条状的加强筋等距放置在胶黏剂上,然后将第二缠绕膜层铺设在胶黏剂上,将第一缠绕膜层和第二缠绕膜层的完成粘接拼装;
29.s52、将阻燃层涂刷在第一缠绕膜层的下端面,将铜离子材料喷涂在第二缠绕膜层的上形成抑菌层;
30.s6、分卷加工。
31.与现有技术相比,本发明的有益效果是:本发明提供的加筋缠绕膜在第一缠绕膜层和第二缠绕膜层之间添加有加强筋,使加筋缠绕膜具有抗拉伸强度高,韧性好,断裂伸长率大,力学性能优异的特点,包裹货物时,将抑菌层接触保护货物,减少接触面的细菌滋生,将阻燃层朝外,通过在外阻燃层能够提高加筋缠绕膜的阻燃性能,具有一定的防火作用,降低安全隐患的发生,且通过加强筋和胶黏剂加强加筋缠绕膜的抗穿刺强度,且当加第一缠绕膜层和第二缠绕膜层被刺穿后,通过加强筋可增加加筋缠绕膜的抗撕裂性能,从而大大增加了对货物的保护性能。
附图说明
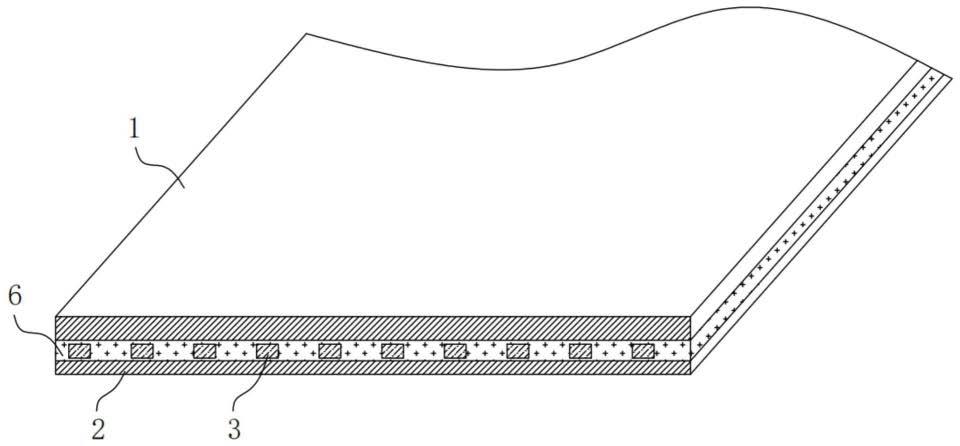
32.图1为本发明的主视结构示意图;
33.图2为本发明的剖切结构示意图;
34.图3为本发明的加强筋裁剪过程状态示意图。
35.图中:1、第一缠绕膜层;2、第二缠绕膜层;3、加强筋;4、阻燃层;5、抑菌层;6、胶黏剂。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.本发明提供了如图1-3,本发明提供一种技术方案:一种加筋缠绕膜,包括第一缠绕膜层1和第二缠绕膜层2,第一缠绕膜层1和第二缠绕膜层2的材质相同,由乙烯乙酸聚合物、茂金属线性低密度聚乙烯、线性低密度聚乙烯、纳米二氧化硅制备而成,第一缠绕膜层1和第二缠绕膜层2之间通过胶黏剂6粘接连接有加强筋3,加强筋3的采用锦纶、涤纶、尼龙制成;
38.第一缠绕膜层1的下端面设置有阻燃层4,阻燃层4由氢氧化铝、氢氧化镁、稳定剂制备而成,稳定剂为eva树脂材质,第二缠绕膜层2的上端面设置有抑菌层5,抑菌层5为铜离子材料制成,相邻的加强筋3之间的填充有胶黏剂6,胶黏剂6由eva树脂、丙烯酸、抗氧化剂混合制成;
39.本发明还提供了一种加筋缠绕膜的制备方法,具体包括以下步骤:
40.s1、制备第一缠绕膜层1和第二缠绕膜层2:
41.s11、将乙烯乙酸聚合物、茂金属线性低密度聚乙烯、线性低密度聚乙烯、纳米二氧化硅进行充分混合后进行除尘处理;
42.s12、除尘过后的原材料均匀加入挤出机中,挤出机能够将原料充分混合并将其加热熔融形成熔体,原料的熔体温度控制在250℃-280℃;
43.s13、将步骤s12中的原料熔体由挤出机传送到流延机内,流延机能够将熔体原料加工成薄膜层,薄膜层在流延机上的冷却辊的作用下能够形成第一缠绕膜层1和第二缠绕膜层2,冷却辊的温度为15~20℃,收卷张力为8kg;
44.s2、制备胶黏剂6:
45.s21、按照重量份数比称取eva树脂、丙烯酸和抗氧化剂;
46.s22、将步骤s21中的原材料投入到均质设备中搅拌均匀,均质搅拌转速在2000-3000转/分钟,得到胶黏剂6;
47.s3、制备加强筋3:
48.s31、按照重量份数比称取锦纶、涤纶、尼龙;
49.s32、将步骤s31中的原材料投入到均质设备中搅拌均匀;
50.s33、均匀混合后的原料加入挤出机中,挤出机能够将原料充分混合并将其加热熔融形成熔体;
51.s34、将步骤s33中的原料熔体由挤出机传送到流延机内,流延机能够将熔体原料加工成薄膜层,薄膜层在流延机上的冷却辊的作用下能够形成加强筋膜,冷却辊的温度为15~20℃,收卷张力为8kg;
52.s35然后将加强筋膜经裁剪机裁剪成条状,制成加强筋3;
53.s4、制备阻燃层4:
54.s41、按照重量份数比称取氢氧化铝、氢氧化镁、稳定剂;
55.s42、将步骤s41中的原材料投入到均质设备中搅拌均匀,得到阻燃层4;
56.s5、粘接合成:
57.s51、将第一缠绕膜层1上方涂刷胶黏剂6,然后将裁剪成条状的加强筋3等距放置在胶黏剂6上,然后将第二缠绕膜层2铺设在胶黏剂6上,将第一缠绕膜层1和第二缠绕膜层2的完成粘接拼装;
58.s52、将阻燃层4涂刷在第一缠绕膜层1的下端面,将铜离子材料喷涂在第二缠绕膜层2的上形成抑菌层5;
59.s6、分卷加工。
60.本实施例的工作原理如下:本发明的加筋缠绕膜在第一缠绕膜层1和第二缠绕膜层2之间添加有加强筋3,使得本发明的加筋缠绕膜具有抗拉伸强度高,韧性好,断裂伸长率大,力学性能优异的特点,包裹货物时,将抑菌层5接触保护货物,将阻燃层4朝外,通过在外阻燃层4能够提高加筋缠绕膜的阻燃性能,具有一定的防火作用,降低安全隐患的发生,且通过加强筋3和胶黏剂6加强加筋缠绕膜的抗穿刺强度,且当加第一缠绕膜层1和第二缠绕膜层2被刺穿后,通过加强筋3可增加加筋缠绕膜的抗撕裂性能,从而大大增加了对货物的保护性能。
61.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1