一种高温气冷堆核级高温部件理化检验监督方法与流程
本发明涉及核动力厂在役检验,尤其涉及一种高温气冷堆核级高温部件理化检验监督方法。
背景技术:
1、在我国已经投运和在建的核电站大多为压水堆核电站,压水堆核电站蒸汽参数较低,一般不存在核级高温部件;对于高温气冷堆核级高温部件理化检验监督方法,在国内并没有具体标准和经验以供参考。
2、因此发明人认为需要提出一种适用于高温气冷堆的核级高温部件理化检验监督方法。
技术实现思路
1、本发明旨在至少在一定程度上解决相关技术中的技术问题之一。
2、为达到上述目的,本发明提出了一种高温气冷堆核级高温部件理化检验监督方法,包括以下步骤:
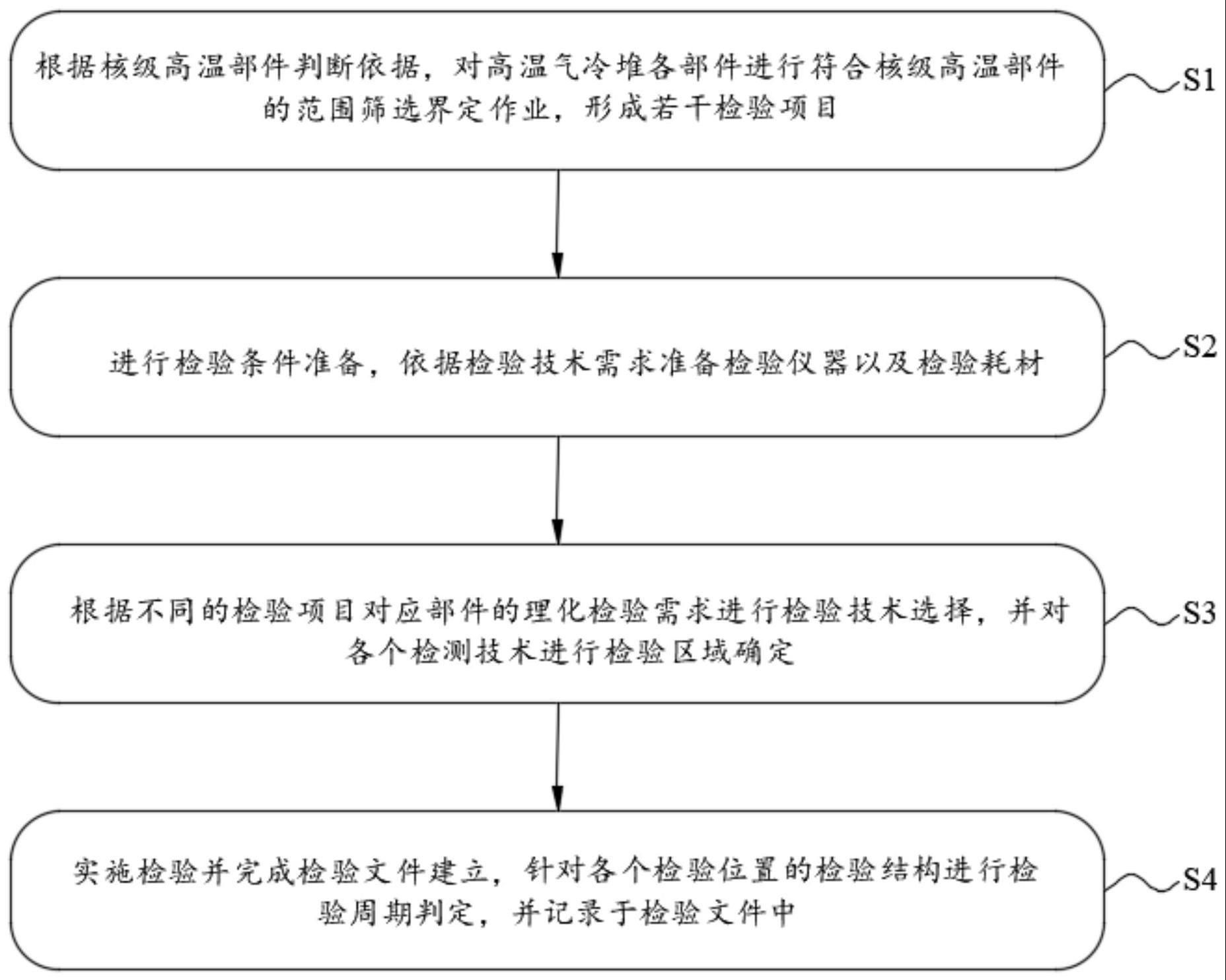
3、s1、根据核级高温部件判断依据,对高温气冷堆各部件进行符合核级高温部件的范围筛选界定作业,形成若干检验项目;
4、s2、进行检验条件准备,依据检验技术需求准备检验仪器以及检验耗材;
5、s3、根据不同的检验项目对应部件的理化检验需求进行检验技术选择,并对各个检测技术进行检验区域确定;
6、s4、实施检验并完成检验文件建立,针对各个检验位置的检验结构进行检验周期判定,并记录于检验文件中。
7、本发明公开对高温气冷堆核级高温部件理化检验监督方法,给出了核级高温部件理化检验的指导依据和检验标准,为开展高温气冷堆高温部件理化检验提供了重要依据。
8、可选地,所述核级高温部件判断依据为:
9、普通碳钢,温度限值为371℃;
10、低合金钢,温度限值为371℃;
11、不锈钢,温度限值为427℃;
12、ni-fe-cr,800h合金,温度限值为427℃;
13、ni-fe-cr-cb,718合金,温度限值为427℃,其中,对718合金判断依据仅限对螺栓部件进行判断。
14、进一步地,形成的检验项目包括:
15、主蒸汽管道焊缝;主蒸汽管道管段;主蒸汽管道弯管;主蒸汽管道三通;主蒸汽管道阀门;主蒸汽管道法兰;联箱筒体与主蒸汽管嘴法兰对接焊缝;主蒸汽可拆管段管道焊缝;主蒸汽联箱筒体;主蒸汽管嘴法兰;主蒸汽可拆管段;主蒸汽可拆管段弯管;主蒸汽可拆管段法兰。
16、进一步地,所述s2中,检验条件的准备包括对检验单位和人员资质的挑选和认证审查,还包括对检验场所进行必备工具、安全工作条件的准备。
17、进一步地,所述s2中,检验仪器以及检验耗材包括:
18、光谱检验仪器及耗材,包括手持式合金分析仪、仪器自带标快与对比试块、砂纸;
19、硬度检验仪器及耗材,包括便携式里氏硬度计、便携式布氏硬度计、仪器自带试块或标准试块、砂纸片;
20、金相检验仪器及耗材,包括便携式金相显微镜、实验室光学显微镜、磨光机、不同粒度的砂纸、复型膜。
21、进一步地,所述s3中,检验技术包括光谱检验技术、硬度检验技术以及金相检验技术。
22、进一步地,根据检验技术确定的检验区域包括:
23、光谱检验技术,检验区域至少覆盖焊接接头的焊缝、热影响区及焊缝一侧母材位置;
24、硬度检验技术,检验区域覆盖焊接接头的焊缝、热影响区以及焊缝两侧母材硬度;测量应根据介质流向,自上游至下游选取截面进行测量,方向按右手法则,每处截面以非垂直管道正上方、垂直管道朝向核岛侧为基准,探头顺时针分别于90°、180°、270°进行测量,每个截面依次测得数据记为数据1、数据2、数据3、数据4;弯头硬度测量应在弯头背弧面均匀选取三点及弯头侧面选取一点进行硬度测量,测量根据介质流向选取;
25、金相检验技术,检验区域至少覆盖焊接接头的焊缝、热影响区及焊缝一侧母材位置;管道及管件等金相检验视现场情况选取适宜位置。
26、进一步地,由s1中确定的各个检验项目,其中每一个项目中所要检验的各个部件进行检验的检验方法包括:
27、均需要100%进行硬度检验;
28、大于等于20%比例的部件需要进行金相检验;
29、焊接接头需要进行100%光谱检验。
30、进一步地,所述s4中,检验文件包括理化检验过程文件以及理化检验结果文件,所述理化检验过程文件包括检验程序、质量计划;所述理化检验结果文件包括现现场检验记录单、检验报告及综合报告。
31、进一步地,所述理化检验过程文件中,
32、检验程序包括:检验范围、采用的规范和标准、检验人员资格要求、使用的方法和设备、收件部件的条件、检验流程、记录准则、记录与报告;
33、质量计划包括:工作流程、符合质保大纲要求的监督见证点、工作负责人及质量监督人员签名、实施日期。
34、进一步地,所述理化检验结果文件中,
35、现场检验记录单及检验报告包括:机组编号、部件名称、部件规格、部件材质、仪器型号及编号、检验部位示意图以及检验结果;
36、综合报告包括:前言、检验依据、检验范围、检验方法、检验实施、检验结果、结论、现场检验记录单、检验报告以及质量计划。
37、进一步地,所述s4中,检验周期的确定为,在完成本次检验之后,之后的每次停堆大修期,需对典型高温受检部件焊接接头及直管段按不低于10%的比例进行硬度检验,对硬度异常的部位可采用便携式布氏硬度计进行复核,复核后仍不合格应进行金相组织检查;
38、当发现超标缺陷时,应扩大检验比例;后次大修的抽查部件为前次未检部件,至10年完成100%检验;
39、之后每次停堆大修期,需对管件及阀门按不低于10%进行硬度、金相检验,其中阀门的抽检在每种管道的阀门中均至少抽查一件,抽检数量与管道种类相同,当发现超标缺陷时,应扩大检验比例;后次大修的抽查部件为前次未检部件,至10年完成100%检验。
40、本发明附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种高温气冷堆核级高温部件理化检验监督方法,其特征在于,包括以下步骤:
2.如权利要求1所述的一种高温气冷堆核级高温部件理化检验监督方法,其特征在于,所述核级高温部件判断依据为:
3.如权利要求2所述的一种高温气冷堆核级高温部件理化检验监督方法,其特征在于,形成的检验项目包括:
4.如权利要求1所述的一种高温气冷堆核级高温部件理化检验监督方法,其特征在于,所述s2中,检验条件的准备包括对检验单位和人员资质的挑选和认证审查,还包括对检验场所进行必备工具、安全工作条件的准备。
5.如权利要求1所述的一种高温气冷堆核级高温部件理化检验监督方法,其特征在于,所述s2中,检验仪器以及检验耗材包括:
6.如权利要求3所述的一种高温气冷堆核级高温部件理化检验监督方法,其特征在于,所述s3中,检验技术包括光谱检验技术、硬度检验技术以及金相检验技术。
7.如权利要求6所述的一种高温气冷堆核级高温部件理化检验监督方法,其特征在于,根据检验技术确定的检验区域包括:
8.如权利要求7所述的一种高温气冷堆核级高温部件理化检验监督方法,其特征在于,由s1中确定的各个检验项目,其中每一个项目中所要检验的各个部件进行检验的检验方法包括:
9.如权利要求1所述的一种高温气冷堆核级高温部件理化检验监督方法,其特征在于,所述s4中,检验文件包括理化检验过程文件以及理化检验结果文件,所述理化检验过程文件包括检验程序、质量计划;所述理化检验结果文件包括现现场检验记录单、检验报告及综合报告。
10.如权利要求9所述的一种高温气冷堆核级高温部件理化检验监督方法,其特征在于,所述理化检验过程文件中,
11.如权利要求9所述的一种高温气冷堆核级高温部件理化检验监督方法,其特征在于,所述理化检验结果文件中,
12.如权利要求8所述的一种高温气冷堆核级高温部件理化检验监督方法,其特征在于,所述s4中,检验周期的确定为,在完成本次检验之后,之后的每次停堆大修期,需对典型高温受检部件焊接接头及直管段按不低于10%的比例进行硬度检验,对硬度异常的部位可采用便携式布氏硬度计进行复核,复核后仍不合格应进行金相组织检查;
技术总结
本发明公开了一种高温气冷堆核级高温部件理化检验监督方法,包括以下步骤:S1、根据核级高温部件判断依据,对高温气冷堆各部件进行符合核级高温部件的范围筛选界定作业,形成若干检验项目;S2、进行检验条件准备,依据检验技术需求准备检验仪器以及检验耗材;S3、根据不同的检验项目对应部件的理化检验需求进行检验技术选择,并对各个检测技术进行检验区域确定;S4、实施检验并完成检验文件建立,针对各个检验位置的检验结构进行检验周期判定,并记录于检验文件中。本发明公开对高温气冷堆核级高温部件理化检验监督方法,给出了核级高温部件理化检验的指导依据和检验标准,为开展高温气冷堆高温部件理化检验提供了重要依据。
技术研发人员:贾晶晶,王庆武,徐安,贺锡鹏,孙海漩,赵阳,徐华锋,李铮,马刚
受保护的技术使用者:华能山东石岛湾核电有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!