一种高密度化纤羽绒面料软手感的制备方法与流程
1.本发明属于纺织领域,尤其涉及一种高密度化纤羽绒面料软手感的制备方法。
背景技术:
2.织物的手感风格是服装舒适功能和美化功能的共同要求,也是服装造型和服装风格形成的基础。织物的手感风格主要包括织物的触觉、手感、刚柔性和悬垂性等特征。
3.影响化纤织物手感的因素有很多,除了跟纤维原料本身特性有关,纱线的细度和捻度,纱线的型态,织物组织和染整工艺,织物的密度等等。其中,织物的密度太稀,手感虽然柔软但是容易裂纱,不容易达到羽绒服防钻绒要求;密度太高,纱线之间滑动空间很小,容易导致手感板结发硬。市面上的羽绒面料,大多依赖于后整理压光、涂层、复合贴膜等方式获得防钻绒性能,通过压光,将经纬纱线缝隙变小,纤维型态变得扁平,阻止羽绒绒毛钻出面料;或者通过涂层、复合贴膜,背面形成一层连续性的薄膜,以阻止羽绒钻出。此类做法,涂层、贴膜影响整体羽绒服的透气性,羽绒经过挤压后不容易恢复蓬松效果,影响保暖效果,涂层工法还容易在织物上有溶剂残留等风险,涂层、贴膜也使得手感变得僵硬,失去弹性活力;压光整理容易使得面料手感板结,失去活性,高温压光还容易改变面料的光泽度,使得表面发亮。
4.开发一种既可以满足高密度无胆防绒,又可以软手感的化纤梭织面料,符合高端羽绒服轻量化的需要。
技术实现要素:
5.本发明的目的在于提出一种高密度化纤羽绒面料软手感的制备方法,制备的高密度化纤羽绒面料具有柔软舒适的蓬松弹性手感,手感自然亲肤,同时兼具良好的色牢度以及无胆透气防绒效果,因为没有涂层贴膜等工序,确保面料的透气自由呼吸效果。
6.为达此目的,本发明采用以下技术方案:
7.本发明提供的一种高密度化纤羽绒面料软手感的制备方法,包括以下步骤:s1:坯布织造,选取40
±
10d消光长丝进行织造,得高密度梭织坯布,坯布总密度达到380
‑
400条,经纱消光40
±
10d/34f,经密250
‑
270条;纬纱消光40
±
10d/34f,纬密110
‑
130条,坯布门幅63
‑
65寸,s2:预处理,将步骤s1织造得到高密度梭织坯布经过等离子处理,s3:退浆,将经过预处理的高密度梭织坯布通过无张力退浆,将纤维表面上的浆料、杂质清洗干净,s4:烘干定型,将退浆好的高密度梭织坯布经过低温烘干定型,s5:磨毛开纤,对烘干定型后的高密度梭织坯布进行磨毛开纤整理,开纤磨毛面为反面,非磨毛面作正面,s6:水洗,把磨毛开纤后的高密度梭织坯布经过水洗洗去毛屑,经过轧辊把多余水分去除,s7:溢流染色,采用溢流染色方式对步骤s6去除水分后的高密度梭织坯布进行染色,s8:烘干整理,对染色处理后的高密度梭织坯布进行烘干整理,使其经向和纬向的残余缩水率均低于5%,干燥后的有效门幅58
‑
60寸,经密达到280
‑
290条,纬密135
‑
145条,总密度>410条,s9:防水整理,将烘干整理后的高密度梭织坯布进行防水整理,得具有软手感的高密度化纤羽绒面料。
8.优选地,步骤s1中,长丝为fdy长丝或dty长丝,组织方式采用平纹组织、斜纹组织或多臂组织,采用喷水织布机完成织造。
9.优选地,步骤s2中,等离子处理的电流为1
‑
5a,功率为200
‑
500w,时间为30
‑
60s。
10.优选地,步骤s3的具体步骤为:将经过预处理的高密度梭织坯布在15
‑
30m/min速度、80
‑
100℃温度下,通过无张力退浆机,在naoh:8
‑
12g/l、去油剂:2
‑
4g/l、精练剂:3
‑
6g/l,80
‑
100℃的水温条件下,保持布料在无张力退浆机中10
‑
15min时间。
11.优选地,步骤s4中,定型机采用montex6500拉幅定型机,定型温度为140
‑
150℃。
12.优选地,步骤s5中,采用行星式金刚砂磨毛机进行作业,车速10
‑
15m/min,张力48
‑
52kgf/cm2,频率49
‑
51hz,磨床前后通过传动辊,调节织物张力松紧度,行星式金刚砂磨毛机配有24根磨毛辊,24根磨毛辊为行星式运转(即一方面以1280rpm自转,另一方面又随大锡林同步旋转),行星式金刚砂磨毛设备好处在于与织物接触面积小但是接触次数多,作用柔和,能深入织物纹理,既能达到物理开纤效果,又不至于把整个面料损伤过度,使得织物表面产生细,密,短,匀的绒毛,手感柔软平滑,从而改变织物的外观及不影响其服用性能。
13.优选地,步骤s6中,轧辊压力为3.8
‑
4.2kg,轧辊为橡胶轧辊。
14.优选地,步骤s7中,采用日本hisaka多用途circular model cf型染色机进行溢流染色作业,染色机的入布方式为单条入布,喷嘴类型为套杯80,喷压为1.8
‑
2.2kg,布速为140
‑
160m/min,高密度梭织坯布以0.4
‑
0.6℃/min的速率升温至59
‑
61℃并维持该温度4
‑
6min,然后以0.4
‑
0.6℃/min的速率升温至69
‑
71℃并维持该温度4
‑
6min,再以0.4
‑
0.6℃/min的速率升温至79
‑
81℃并维持该温度4
‑
6min,最后以0.2
‑
0.4℃/min的速率升温至98
‑
100℃。
15.优选地,步骤s8中,采用jetair5000型松式烘干机进行松式烘干,烘干速度为25
‑
40m/min。
16.优选地,步骤s9的具体步骤为:将烘干整理后的高密度梭织坯布于montex6500拉幅定型机原幅作业进行软手感防水整理,柔软剂为热反应型聚氨酯柔软剂14
‑
16g/l,无氟防水剂80g/l,渗透剂2g/l,定型温度155
‑
165℃,车速35
‑
45m/min,确保定型机出布总密度>410条。
17.本发明的有益效果为:
18.1、通过本发明制备方法制得的高密度化纤羽绒面料,具有时尚的外观,柔软舒适的蓬松弹性手感,手感自然亲肤,同时兼具良好的色牢度以及无胆透气防绒效果,因为没有涂层贴膜等工序,确保面料的透气自由呼吸效果,适用于高档时尚羽绒服领域。
19.2、利用制程染整工艺,结合先进的纺织设备,改善织物的手感,不影响色牢度以及色彩鲜艳度,赋予了面料多种新型手感和高档风格,提升了产品附加价值。
附图说明
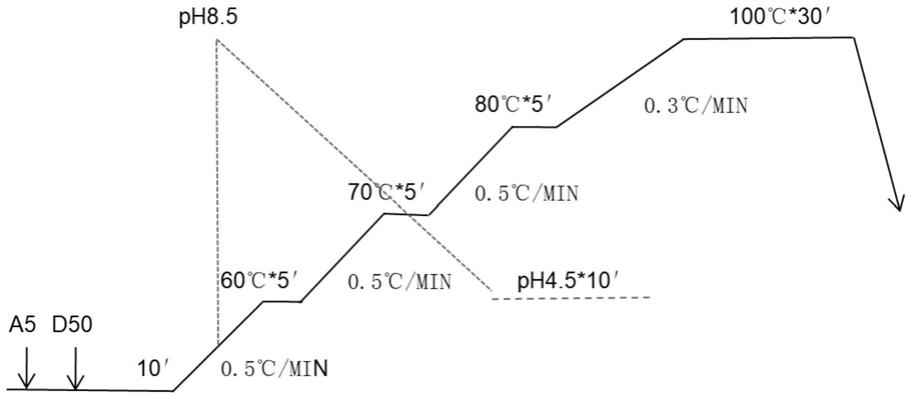
20.图1是本发明的染色曲线图。
具体实施方式
21.现结合附图和具体实施方式对本发明进一步说明。
22.本实施例中提供的一种高密度化纤羽绒面料软手感的制备方法,包括以下步骤:
23.s1:坯布织造,选取40d消光fdy长丝进行织造,得高密度梭织坯布,经纱消光40d/34f,经密260条;纬纱消光40d/34f,纬密120条,坯布门幅64寸,平纹组织,于喷水织布机完成坯布织造,坯布总密度达到380条。
24.s2:预处理,将步骤s1织造得到高密度梭织坯布经过等离子处理,电流控制在1
‑
5a,功率控制在200
‑
500w,时间30
‑
60s。等离子体处理后,一方面可以去除密度梭织坯布、纤维上的杂质、绒毛;另一方面,等离子体处理后,在电磁场的作用下激发出等离子体与面料表面产生物理和化学反应,从而达到活化面料表面的目的,有助于改善高密度梭织面料的退浆效果。
25.s3:退浆,将经过预处理的高密度梭织坯布在20m/min速度、90℃温度下,通过无张力退浆机,在naoh:10g/l、去油剂:3g/l、精练剂:4g/l,90℃的水温条件下,保持布料在退浆机中13min时间,将纤维表面上的浆料、杂质清洗干净。
26.s4:烘干定型,将退浆好的高密度梭织坯布经过montex6500拉幅定型机145℃低温烘干,稳定门幅,通过中心卷取打卷在轴车上,以使得高密度梭织坯布左中右张力均衡。
27.s5:磨毛开纤,对烘干定型后的高密度梭织坯布进行磨毛开纤整理,开纤磨毛面为反面,非磨毛面作正面。具体的,选择行星式金刚砂磨毛机作业,车速13m/min,张力50kgf/cm2,频率50赫兹,磨床前后通过传动辊,调节织物张力松紧度,行星式金刚砂磨毛机配有24根磨毛辊,24根磨毛辊为行星式运转(即一方面以1280rpm自转,另一方面又随大锡林同步旋转),行星式金刚砂磨毛设备好处在于与织物接触面积小但是接触次数多,作用柔和,能深入织物纹理,既能达到物理开纤效果,又不至于把整个面料损伤过度,使得织物表面产生细,密,短,匀的绒毛,手感柔软平滑,从而改变织物的外观及不影响其服用性能。金刚砂砂皮工作寿命在200万米左右,更重要的是提供特殊的磨毛效果,既柔软又没有传统磨毛机长毛效果;24根磨毛辊,可以12根正向,12跟反向,实现更好的表面触感。
28.s6:无张力水洗,把磨毛高密度梭织坯布经过无张力水洗机洗去毛屑,经过橡胶轧辊把多余水分去除,轧辊压力设置在4kg。
29.s7:溢流染色,采用溢流染色方式对步骤s6去除水分后的高密度梭织坯布进行染色,选择日本进口hisaka多用途circular model cf型染色机作业,该染色设备操作性好,特殊内糟结构,解决了后部的堆积和滞留平衡的均一化,从低温到高温时,确保稳定地走布;面料在染缸内运转和喷嘴的喷射角优化设计,减轻多余的拉伸,不产生擦伤、折痕印迹,由于独特的低张力系统运行,面料在缸内手感更加蓬松,密度梭织坯布的张力得到进一步释放。染机作业条件:入布方式—单条入布,喷嘴类型:套杯80,喷压:2kg,布速150m/min,高密度梭织坯布以0.5℃/min的速率升温至60℃并维持该温度5min,然后以0.5℃/min的速率升温至70℃并维持该温度5min,再以0.5℃/min的速率升温至80℃并维持该温度5min,最后以0.3℃/min的速率升温至100℃,对应染色曲线如图1所示。由于染色曲线对面料的染色效果具有很大影响,通过上述升温方式对高密度梭织坯布进行染色,可保证染料与高密度梭织坯布的结合,温度太高会对面料强度产生较大影响,甚至脆化。温度太低,染色牢度极差。水洗色牢度可以达到iso105
‑
c06:2010
‑
a2s≥4级。
30.s8:松式烘干,采用jetair5000型松式烘干机对染色处理后的高密度梭织坯布进行松式烘干整理,该松式烘干机的模块化设计适用于所有密度梭织坯布,通过松式烘干整理,密度梭织坯布具有最好的收缩状态,使其经向和纬向的残余缩水率均低于5%,设备设
定生产速度为30m/min,密度梭织坯布经振动后产生蓬松效果,此时干燥后的有效门幅59寸,经密达到280条,纬密135条,总密度>410条。
31.s9:防水整理,将松式烘干整理后的高密度梭织坯布于montex6500拉幅定型机原幅作业进行软手感防水整理,柔软剂为新型热反应型聚氨酯柔软剂15g/l,选择3m公司无氟防水剂80g/l,日华公司渗透剂2g/l,于montex6500拉幅定型机浸轧防水整理,定型温度160℃,车速40m/min,确保定型机出布总密度>410条,得具有软手感的高密度化纤羽绒面料。
32.通过本发明制备方法制得的高密度化纤羽绒面料,具有时尚的外观,柔软舒适的蓬松弹性手感,手感自然亲肤,同时兼具良好的色牢度以及无胆透气防绒效果,因为没有涂层贴膜等工序,确保面料的透气自由呼吸效果,适用于高档时尚羽绒服领域。经过本发明制备方法制得的高密度化纤羽绒面料,耐日晒牢度可以达到iso 105
‑
b02:2014(exposure cycle a1)≥4级;水洗色牢度可以达到iso105
‑
c06:2010
‑
a2s≥4级;透气性可以达到iso9237:1995≥0.5ml/s*cm3;防钻绒可以达到国标gb/t14272
‑
2011附录e方法b≤15根,泼水度可以达到iso4920:2012≥4级。
33.本发明利用制程染整工艺,结合先进的纺织设备,改善密度梭织坯布的手感,不影响色牢度以及色彩鲜艳度,赋予了面料多种新型手感和高档风格,提升了产品附加价值。
34.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解;其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1