一种空气雾化吸水毡的制作方法
1.本实用新型涉及一种非织造材料,具体涉及一种碳纤混合毡。
背景技术:
2.非织造材料又称非织造布、非织布、非织造织物、无纺织物或无纺布。非织造技术是一门源于纺织,但又超越纺织的材料加工技术。它结合了纺织、造纸、皮革和塑料四大柔性材料加工技术,并充分结合和运用了诸多现代高新技术,如计算机控制、信息技术、高压射流、等离子体、红外、激光技术等。无论在航天技术、环保治理、农业技术、医用保健或是人们的日常生活等许多领域,非织造新材料已成为一种愈来愈广泛的重要产品。
3.随着人们对生活质量要求的提高,用作一次性用品或者医用材料的非织造材料的舒适度是受关注比较高的方面。吸湿、蓄水、高倍亲水非织造材料作为一次性用品,具有传统纺织品无法比拟的经济效益和性能优势。但是,作为非织造材料原料的纤维聚合物多是非极性结构,结晶度较高且无亲水基,因此制备成的非织造材料的吸湿性、锁水性能比较差。改善非织造材料的吸湿、锁水性能及舒适度,对扩展非织造材料的广泛应用是一个比较重要的方向。
技术实现要素:
4.实用新型目的:本实用新型的目的是为了解决现有技术中的不足,提供一种空气雾化吸水毡,可以有效提高原玻璃纤维薄毡材料的韧性,提高其抗拉升的能力,同时使材料具备吸湿防潮和吸收有害物质净化空气的作用。
5.技术方案:本实用新型所述的一种空气雾化吸水毡,从上至下依次包括第一玻璃纤维层、吸水树脂层、吸水纤维层、碳纤维层和第二玻璃纤维层,所述吸水树脂层通过胶体粘接在所述第一玻璃纤维层的下方,所述吸水纤维层通过胶体粘接在所述吸水树脂层的下方,所述碳纤维层通过胶体粘接在所述吸水纤维层的下方,所述吸水纤维层由聚丙烯纤维和超吸水纤维交替排列制备而成。
6.进一步的,所述吸水树脂层包括吸水树脂小球和棉布。
7.进一步的,所述棉布有两层且四周相互缝合,所述两层棉布之间设置多条相互平行的缝合线使两层棉布之间形成多条相互平行的通道,所述吸水树脂小球大量分布在所述通道内。
8.进一步的,所述碳纤维层中碳纤维的细度为2.2dtex。
9.进一步的,所述第一玻璃纤维层的面密度为100
‑
150克每平方米,吸水树脂层的面密度为30
‑
50克每平方米,吸水纤维层的面密度为40
‑
60克每平方米,碳纤维层的面密度为20
‑
30克每平方米,第二玻璃纤维层的面密度为100
‑
150克每平方米。
10.进一步的,所述第一玻璃纤维层、吸水树脂层、吸水纤维层、碳纤维层和第二玻璃纤维层相互之间通过非水溶性的高分子胶体进行粘接。
11.进一步的,所述第一玻璃纤维层上表面以及第二玻璃纤维层下表面涂覆有聚四氟
乙烯涂层。
12.有益效果:本实用新型的一种空气雾化吸水毡,可以有效提高原玻璃纤维薄毡材料的韧性,提高其抗拉升的能力,同时使材料具备吸湿防潮和吸收有害物质净化空气的作用。
附图说明
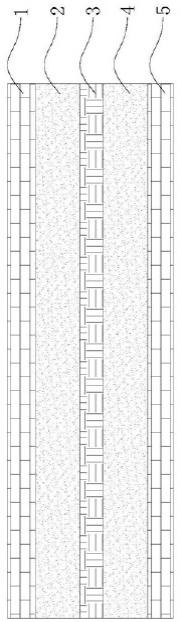
13.图1为本实用新型空气雾化吸水毡的结构剖视图;
14.图2为本实用新型的吸水纤维层结构剖视图。
具体实施方式
15.下面详细描述本实用新型的实施方式,所述实施方式的示例在附图中示出。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能解释为对本实用新型的限制。
16.如图1和图2所示的一种空气雾化吸水毡,从上至下依次包括第一玻璃纤维层1、吸水树脂层2、吸水纤维层3、碳纤维层4和第二玻璃纤维层 5,所述吸水树脂层2通过胶体粘接在所述第一玻璃纤维层1的下方,所述吸水纤维层3通过胶体粘接在所述吸水树脂层2的下方,所述碳纤维层4 通过胶体粘接在所述吸水纤维层3的下方,所述吸水纤维层3由聚丙烯纤维31和超吸水纤维32交替排列制备而成。
17.作为上述实施例的进一步优化:
18.本实施例中优选地,所述吸水树脂层2包括吸水树脂小球和棉布。所述棉布有两层且四周相互缝合,所述两层棉布之间设置多条相互平行的缝合线使两层棉布之间形成多条相互平行的通道,所述吸水树脂小球大量分布在所述通道内。吸水树脂小球通过放入通道内而形成吸水树脂层,这样当吸水树脂失效后可以拆开并更换吸水树脂有效提高材料的寿命,同时使吸水树脂小球均匀分布。
19.本实施例中优选地,所述碳纤维层4中碳纤维的细度为2.2dtex。
20.本实施例中优选地,所述第一玻璃纤维层1的面密度为100
‑
150克每平方米,吸水树脂层2的面密度为30
‑
50克每平方米,吸水纤维层3的面密度为40
‑
60克每平方米,碳纤维层4的面密度为20
‑
30克每平方米,第二玻璃纤维层5的面密度为100
‑
150克每平方米。
21.本实施例中优选地,所述第一玻璃纤维层1、吸水树脂层2、吸水纤维层3、碳纤维层4和第二玻璃纤维层5相互之间通过非水溶性的高分子胶体进行粘接。
22.本实施例中优选地,所述第一玻璃纤维层1上表面以及第二玻璃纤维层5下表面涂覆有聚四氟乙烯涂层。
23.上述一种空气雾化吸水毡的制备工艺,包括如下步骤:
24.(1)原料选取,采用璃纤维,吸水纤维,碳纤维为原料;
25.(2)将上述原料按一定比例进行称重;
26.(3)切断:将上述原料纤维切断;
27.开松好的纤网的均匀度较差,最终致使高端车内饰阻燃材料的力学性能不稳定;若针刺工艺配置不好,则会造成针刺针损伤纤维,最终使制备出的高端车内饰阻燃材料在特定的工艺下,拉伸和耐磨性能达不到最大值,甚至会出现大幅度下降的可能。可见纤维之
间的开松、混合、梳理和针刺工艺对最终产品性能的影响很大,工艺之间的合理配置是高端车内饰材料优良性能的必要条件。
28.(4)开松:将上述原料纤维分别经过开包机进行纤维的初步开包,然后输送至预开松机,然后输送至混棉机,最后输送至主开松机。
29.首先原料要经过yykb
‑
110开包机进行纤维的初步开包,并经角钉帘输送yyks
‑
150型预开松机,其中为了防止输送纤维时掉毛和产生静电而缠绕,喂入得平帘采用皮帘输入,同时角钉帘表面包覆丁腈橡胶防静电专用皮帘,这样把原料和木帘棒隔开,防止纤维和木帘棒的缠绕;然后,原料经过预开松机输送到yyhm
‑
220型大仓混棉机,4种原料在仓里进行进一步的混合,而后进入yyks
‑
150型主开松机。纤维开松根据纤维的细度、类型、性能等选用分步开松,先将腈纶纤维和锦纶纤维开松混合,再与碳纤维、预氧丝开松混合。开松后再经混合,可以将不同等级、不同品种的纤维混合均匀。分步法的开松混合更加细致,混合的均匀性更佳。
30.(5)成网:成网梳理工序采用单锡林、双道夫罗拉式梳理机进行,然后采用交叉式铺网机进行均匀铺网;
31.经过开松与混合之后,纤维原料进入梳理工序,梳理工序是纤维成网的关键工序,纤维的梳理工序采用yysl
‑
185型单锡林、双道夫罗拉式梳理机进行,本设备适用于1.5d
‑
20dx25mm
‑
76m的化学纤维梳理成网,单锡林高速梳理,双道夫出棉多、降低了电能、产量高。yysl
‑
185型梳理机的4根090mm罗拉,包缠金属针布,分上、下两组配对,其中第一对上罗拉轴承座及传动齿轮为尼龙件具有金属检测功能,并有倒车和自停报警功能;锡林直径中为1230mm,两道夫直径中为492mm,工作辊直径φ为 155mm,剥毛辊直径φ为122mm,刺辊直径φ为295mm。原料经过锡林、工作辊、剥取辊的分梳和剥取作用之后,初始的原料成单根纤维薄网状态,其面密度一般在25g/m2左右,针刺工序中需要的纤维网一般需要进一步的铺网来增加厚度和平方米克重。
32.采用yypw
‑
300型交叉式铺网机,该铺网机铺网往复分六断速精准控制,将纤网不匀率控制到最低。根据250g/m2克重及纤维网均匀要求确定铺网层数为10层。
33.(6)针刺成毡:预刺刺针和主刺刺针采用y型针,预刺向下刺的针刺深度为9
‑
11mm,向下刺的主针刺深度为7
‑
9mm,针刺成毡即可。
34.针刺工艺参数的不同,对制备出来的非织造材料性能有很大的影响。本课题首先对影响产品性能的主要针刺工艺参数进行分析,根据不同的原料性能指标和产品的性能要求,合理设置针刺工艺参数,以制得性能更优的产品。
35.针刺加固是一种典型的机械加固方法,针刺加固的基本原理:用截面为三角形或其他形状且其棱上带有钩齿的金属针,对蓬松的纤网进行反复穿刺。当数以万计的刺针刺入纤网时,刺针棱上的齿钧就会钩住纤网上下表层和里层的纤维,随着刺针的刺入运动,被刺针的棱钩住的纤维发生了位移的变化,即钩住的纤维在纤维网截面内进行穿插运动,使纤维在运动的过程中相互交织和缠结在一起。由于刺针对纤网摩擦力的作用和纤网中纤维上下位移变动对纤网产生了一定的挤压,使得因压缩而变薄。刺针刺入纤网一定深度后回升,此时的刺针是做顺向运动,刺针沟槽中的纤维脱离刺针近似垂直状态滞留在纤网之中,就像销钉一样钉入纤网,使已经压缩的纤维不再回复原状,这样刺针往复的运动就使纤网制成了又一定厚度和强度的复合材料。
36.①
刺针:刺针是针刺机中最为重要的一个机件,其规格和质量直接影响无纺布的外观和质量,因此对刺针的形状、规格、选材和制造精度的选择尤为重要。本实用新型预刺刺针和主刺刺针的刚度均为hv635,此刺针的加工经过渗氦处理,机械性能强韧、耐磨、使用寿命长。采用y型针,该针切入角呈弧形,能避免损伤纤维,同时齿钩带的纤维量均匀。由于切入槽不深,刺针不易断,则织物结构和外观质量和拉伸强度较均匀。预刺刺针规格15x18x36x3r28
‑
333yp3.2,主刺刺针规格 15x28x36x3m24
‑
222y.p3.2。从预刺刺针和主刺刺针的规格中可以看出,预刺刺针钩刺针体单棱上有三个齿钩,而主刺刺针的钩刺针体的单棱有两个齿钩。
37.②
针刺深度:针刺深度指刺针针尖到托网板上表面之间的距离,即刺针穿过纤网后伸出网外的长度。当选用的刺针一定后,刺针深度大时,针刺带动的纤维大,纤维间的穿插缠结效果充分。但是针刺深度要适当,深度过分大了会使纤维的损伤较大,造成纤维的断裂较多,使得织物的强度降低,同时也会使针折断较多。制备内饰阻燃材料的平方米克重为250g/m2,结合上述分析预刺向下刺得针刺深度设定在9
‑
11mm,向下刺得主刺针刺深度设定7
‑
9mm范围内,同时向上刺得针刺深度分别降低4mm.
38.③
针刺密度:针刺密度指单位面积维网内所受到的刺针数。针刺密度大,织物的强力也会提高,若针刺密度过大,则会造成断针,从而影响产品质量.课题选取预刺机植针密度4000针/m2,输出速度1.35m/min,针刺频率346针/min;主刺机植针密度7000针/m2,输出速度1.35m/min,针刺频率666针/min。则预刺机针刺密度为102.5针/cm2,主刺机针刺密度为345.3 针/cm2。
39.(7)将针刺成毡的各层与吸水树脂铺设成网,且相互之间通过高分子胶体进行粘接。
40.本实用新型的一种空气雾化吸水毡,可以有效提高原玻璃纤维薄毡材料的韧性,提高其抗拉升的能力,同时使材料具备吸湿防潮和吸收有害物质净化空气的作用。
41.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1