一种沥青搅拌设备粉料定量上料系统的制作方法
[0001]
本实用新型属于沥青搅拌技术领域,具体涉及一种沥青搅拌设备粉料定量上料系统。
背景技术:
[0002]
沥青混凝土混合料在拌制时需加入适量的粉料,填充在大、中、小骨料和砂料之间,以减少混合料的空隙率,提高混合料强度,粉料上料系统是沥青搅拌设备的重要组成部分,利用粉料上料系统能够将粉料罐车上粉料罐内的粉料输送至粉料仓内,目前,现有的粉料上料系统在实际使用的过程中,存在以下缺陷:1、送粉管道内的压力难以控制,当送粉管道内的压力不足时,送粉量降低,且耗时过长,当送粉管道内压力过大时,送粉管道及粉料仓磨损大,尤其是弯头部分磨损极速加剧;2、无法实现定产定量,容易出现生产过程中粉料仓内粉料不足而导致生产中断的现象,或者出现粉料仓内粉料过剩,长时间久置结块的现象;3、频繁出现溢仓现象,过量的粉料被高压排出仓外严重污染周围环境,又无法立即关掉粉料源头;4、粉料上料系统中的脉冲除尘器的开启和关闭依靠时间控制,不能实现自动化控制,不能高效彻底的清除粉料仓内的输送气体,脉冲除尘器都需外接压缩空气管路,取气点不确定,随机选取,且脉冲除尘器的接线复杂,需接入控制线,电源线和高压清吹气体管路,需要耗费大量的人力物力。因此,应该提供一种便于自动控制的沥青搅拌设备粉料定量上料系统。
技术实现要素:
[0003]
本实用新型所要解决的技术问题在于针对上述现有技术中的不足,提供一种沥青搅拌设备粉料定量上料系统,其结构简单、设计合理,能够实现向粉料仓内定量填充粉料的目的,能够使输送气体实现无污染排放的目的,能够避免含粉料输送气体对外界空气造成粉尘污染,同时,能够降低粉料在传输的过程中的消耗率。
[0004]
为解决上述技术问题,本实用新型采用的技术方案是:一种沥青搅拌设备粉料定量上料系统,其特征在于:包括定量上料装置和与所述定量上料装置连接的控制装置,所述定量上料装置包括粉料仓、安装在所述粉料仓顶端的脉冲除尘器和用于向所述粉料仓内通入粉料的送粉机构,所述脉冲除尘器包括脉冲除尘器本体和用于向所述脉冲除尘器本体内充入气体的供气机构,所述脉冲除尘器本体包括脉冲除尘器筒体、安装在所述脉冲除尘器筒体顶端的顶盖、固定安装在所述脉冲除尘器筒体内壁上的固定板和多个安装在所述固定板上的过滤布袋,所述脉冲除尘器筒体上设置有供所述顶盖安装的连接法兰,所述连接法兰上开设有多个排气孔,所述脉冲除尘器筒体上安装有用于控制所述脉冲除尘器本体内压力的压力平衡安全阀,所述供气机构包括第一空气压缩机、与所述第一空气压缩机连接的储气罐、安装在所述储气罐出口端的气路管道和安装在所述气路管道上的脉冲阀组,所述气路管道穿过所述顶盖的侧壁排布在所述顶盖内部的顶面上,所述气路管道上开设有多个通气孔,所述通气孔的数量与所述过滤布袋的数量相一致,且一一对应,所述送粉机构包括
用于连通粉料罐和所述粉料仓的送粉管道、安装在所述送粉管道上的管囊阀组件和压力检测组件,所述管囊阀组件包括安装在所述送粉管道上的管囊阀、用于控制管囊阀通断的第二空气压缩机和电磁阀,所述压力检测组件包括安装在所述送粉管道上的用于检测所述送粉管道内压力的第一压力传感器、用于降低所述送粉管道内压力的压缩空气压力调节器和用于增加所述送粉管道内压力的第三空气压缩机,所述粉料仓的顶端固定安装有用于检测粉料仓内粉料堆高度的重锤式连续料位计和用于检测粉料仓内压力的第二压力传感器,所述控制装置包括主控制器和与所述主控制器相接的辅控制器,所述重锤式连续料位计、第一压力传感器和第二压力传感器均与所述主控制器的输入端连接,所述第二空气压缩机、电磁阀、压缩空气压力调节器和第三空气压缩机均与所述主控制器的输出端连接,所述第一空气压缩机和所述脉冲阀组均与所述辅控制器的输出端连接。
[0005]
上述的一种沥青搅拌设备粉料定量上料系统,其特征在于:所述脉冲除尘器筒体包括由下至上依次连接的第一圆形筒体、第二圆形筒体和第三圆形筒体,所述第二圆形筒体为分体式,所述第二圆形筒体包括相扣合的第一半圆形筒体和第二半圆形筒体,所述顶盖上开设有检查孔,所述检查孔通过封盖封堵。
[0006]
上述的一种沥青搅拌设备粉料定量上料系统,其特征在于:所述储气罐与所述第一空气压缩机之间通过第一气路接管连通,所述气路管道包括并联布设的第一气路支管道、第二气路支管道和第三气路支管道,所述第一气路支管道与所述储气罐之间、第二气路支管道与所述储气罐之间以及第三气路支管道与所述储气罐之间分别通过三个第二气路接管连通。
[0007]
上述的一种沥青搅拌设备粉料定量上料系统,其特征在于:所述脉冲阀组包括安装在第一气路支管道上的第一脉冲阀、安装在第二气路支管道上的第二脉冲阀和第三气路支管道上的第三脉冲阀,所述储气罐的出口端安装有调压阀,所述第一脉冲阀、第二脉冲阀、第三脉冲阀和调压阀均与所述辅控制器的输出端连接。
[0008]
上述的一种沥青搅拌设备粉料定量上料系统,其特征在于:所述排气孔为腰型排气孔,多个所述腰型排气孔均匀布设在所述连接法兰上。
[0009]
上述的一种沥青搅拌设备粉料定量上料系统,其特征在于:所述第三圆形筒体的侧壁上设置有供所述第一空气压缩机安装的第一安装座和供所述压力平衡安全阀安装的第二安装座,所述第二安装座内开设有与所述第三圆形筒体的内腔相贯通的通道。
[0010]
上述的一种沥青搅拌设备粉料定量上料系统,其特征在于:所述送粉管道上还安装有报警器,所述报警器与所述主控制器的输出端连接。
[0011]
本实用新型与现有技术相比具有以下优点:
[0012]
1、本实用新型的定量上料装置包括粉料仓、脉冲除尘器和送粉机构,送粉机构包括用于连通粉料罐和粉料仓的送粉管道,通过在送粉管道上安装管囊阀组件,且管囊阀组件包括管囊阀、用于控制管囊阀通断的第二空气压缩机和电磁阀,实际使用时,将送粉管道的一端与粉料罐车上的粉料罐连通后,打开第二空气压缩机和电磁阀,使管囊阀处于接通状态,此时,粉料罐内的含粉料输送气体进入送粉管道,并通过管囊阀进入粉料仓内,在含粉料输送气体进入粉料仓的过程中,含粉料输送气体中大粒径粉料颗粒与输送气体分离,在重力的作用下沉积在粉料仓的底部,形成粉料堆,含粉料输送气体中小粒径粉料颗粒随着输送气体由下至上流动至脉冲除尘器内,由脉冲除尘器对进入粉料仓内的含粉料输送气
体中小粒径粉料颗粒进行过滤,并将过滤后得到的洁净空气排出至外界空气中,能够实现向粉料仓内填充粉料的目的,能够使输送气体实现无污染排放的目的,能够避免含粉料输送气体对外界空气造成粉尘污染。
[0013]
2、本实用新型的脉冲除尘器包括脉冲除尘器本体和供气机构,脉冲除尘器本体包括脉冲除尘器筒体、顶盖、固定板和多个过滤布袋,供气机构包括第一空气压缩机、储气罐、气路管道和脉冲阀组,实际使用时,第一空气压缩机作为供气机构的动力源,储气罐能够起到冷却存储第一空气压缩机输出压缩空气的作用,同时能够调整压缩空气气压的稳定性,第一空气压缩机和储气罐共同构成脉冲除尘器的自备式动力源,解决了现有技术中脉冲除尘器接线复杂的技术问题,只需要将第一空气压缩机与电源连接,即能够保证脉冲除尘器的正常工作,降低了脉冲除尘器的故障率,且便于检修;通过将气路管道穿过顶盖的侧壁排布在顶盖内部的顶面上,通过在气路管道上开设多个通气孔,通气孔的数量与过滤布袋的数量相一致,且一一对应,实际使用时,打开脉冲阀组,压缩空气会流通至气路管道内,并通过多个通气孔进入多个过滤布袋内,对吸附在多个过滤布袋的外表面上的粉尘层进行清除,使粉尘层中的小粒径粉料颗粒逐渐沉积在粉料仓内,实现对多个过滤布袋的除尘,降低了粉料在传输的过程中的消耗率。
[0014]
3、本实用新型的控制装置包括主控制器和辅控制器,通过在粉料仓的顶端固定安装重锤式连续料位计,且重锤式连续料位计与主控制器的输入端连接,第二空气压缩机和电磁阀均与主控制器的输出端连接,实际使用时,在含粉料输送气体沉淀和过滤的过程中,重锤式连续料位计对粉料仓内粉料堆的高度进行实时检测并发送至主控制器,主控制器将接收到的粉料堆实测高度与粉料堆高度设定值进行比较,当主控制器接收到的粉料堆实测高度满足粉料堆高度设定值时,主控制器控制关闭第二空气压缩机和电磁阀,使管囊阀处于断开状态,停止向粉料仓内输送含粉料输送气体,从而实现向粉料仓内定量上料的目的,实现定产定量和减少库存的目的,同时,能够避免粉料仓内过量的粉料出现久置结块的现象,从而避免粉料仓出现出粉不畅的现象。
[0015]
4、本实用新型通过在送粉管道上安装压力检测组件,压力检测组件包括第一压力传感器、压缩空气压力调节器和第三空气压缩机,且第一压力传感器与主控制器的输入端连接,第二空气压缩机、电磁阀、压缩空气压力调节器和第三空气压缩机均与主控制器的输出端连接,实际使用时,在输送含粉料输送气体的过程中,第一压力传感器能够对送粉管道内的压力进行实时检测,并输送至主控制器,主控制器将接收到的送粉管道内的实测压力与送粉管道设定压力值进行比较,当接收到的送粉管道内的实测压力满足送粉管道设定压力值时,持续向送粉管道内通入含粉料输送气体;当接收到的送粉管道内的实测压力小于送粉管道设定压力值时,主控制器控制第三空气压缩机开启,增大送粉管道内的压力,直至送粉管道内的实测压力满足送粉管道设定压力值;当接收到的送粉管道内的实测压力大于送粉管道设定压力值时,主控制器控制压缩空气压力调节器开启,降低送粉管道内的压力,直至送粉管道内的实测压力满足送粉管道设定压力值,能够保证送粉管道内压力的稳定性,能够降低含粉料输送气体对粉料仓和脉冲除尘器的冲击,使用效果好。
[0016]
5、本实用新型结构简单、设计合理,制造成本低,便于推广应用。
[0017]
综上所述,本实用新型结构简单、设计合理,结构简单、设计合理,能够实现向粉料仓内定量填充粉料的目的,能够使输送气体实现无污染排放的目的,能够避免含粉料输送
气体对外界空气造成粉尘污染,同时,能够降低粉料在传输的过程中的消耗率。
[0018]
下面通过附图和实施例,对本实用新型做进一步的详细描述。
附图说明
[0019]
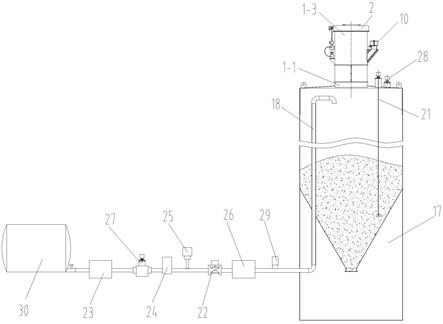
图1为本实用新型的使用状态示意图。
[0020]
图2为本实用新型脉冲除尘器的结构示意图。
[0021]
图3为图2的左视图。
[0022]
图4为本实用新型脉冲除尘器本体的结构示意图。
[0023]
图5为图4的a-a剖视图。
[0024]
图6为本实用新型控制装置的电路原理框图。
[0025]
附图标记说明:
[0026]
1-1—第一圆形筒体;
ꢀꢀꢀꢀꢀꢀꢀ
1-2-1—第一半圆形筒体;
[0027]
1-2-2—第二半圆形筒体;
ꢀꢀꢀ
1-3—第三圆形筒体;
[0028]
2—顶盖;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3—连接法兰;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-1—排气孔;
[0029]
4—封盖;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5—固定板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6—过滤布袋;
[0030]
7—第一安装座;
ꢀꢀꢀꢀꢀꢀꢀꢀ
8—第一空气压缩机;
ꢀꢀꢀꢀꢀ
9—储气罐;
[0031]
10—压力平衡安全阀;
ꢀꢀꢀ
11—第二安装座;
ꢀꢀꢀꢀꢀꢀꢀꢀ
11-1—通道;
[0032]
12-1—第一气路支管道;
ꢀꢀꢀꢀ
12-2—第二气路支管道;
[0033]
12-3—第三气路支管道;
ꢀꢀꢀꢀ
13—通气孔;
[0034]
14-1—第一脉冲阀;
ꢀꢀꢀꢀꢀ
14-2—第二脉冲阀;
ꢀꢀꢀꢀꢀꢀ
14-3—第三脉冲阀;
[0035]
15-1—第一气路接管;
ꢀꢀꢀ
15-2—第二气路接管;
ꢀꢀꢀꢀ
16—调压阀;
[0036]
17—粉料仓;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
18—送粉管道;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
19—主控制器;
[0037]
20—辅控制器;
ꢀꢀꢀꢀꢀꢀꢀ
21—重锤式连续料位计; 22—管囊阀;
[0038]
23—第二空气压缩机;
ꢀꢀ
24—电磁阀;
[0039]
25—压缩空气压力调节器;
ꢀꢀ
26—第三空气压缩机;
[0040]
27—第一压力传感器;
ꢀꢀꢀꢀꢀꢀ
28—第二压力传感器;
[0041]
29—报警器;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30—粉料罐。
具体实施方式
[0042]
如图1、图2、图3和图6所示,本实用新型包括定量上料装置和与所述定量上料装置连接的控制装置,所述定量上料装置包括粉料仓17、安装在所述粉料仓17顶端的脉冲除尘器和用于向所述粉料仓17内通入粉料的送粉机构,所述脉冲除尘器包括脉冲除尘器本体和用于向所述脉冲除尘器本体内充入气体的供气机构,所述脉冲除尘器本体包括脉冲除尘器筒体、安装在所述脉冲除尘器筒体顶端的顶盖2、固定安装在所述脉冲除尘器筒体内壁上的固定板5和多个安装在所述固定板5上的过滤布袋6,所述脉冲除尘器筒体上设置有供所述顶盖2安装的连接法兰3,所述连接法兰3上开设有多个排气孔3-1,所述脉冲除尘器筒体上安装有用于控制所述脉冲除尘器本体内压力的压力平衡安全阀10,所述供气机构包括第一空气压缩机8、与所述第一空气压缩机8连接的储气罐9、安装在所述储气罐9出口端的气路管道和安装在所述气路管道上的脉冲阀组,所述气路管道穿过所述顶盖2的侧壁排布在所
述顶盖2内部的顶面上,所述气路管道上开设有多个通气孔13,所述通气孔13的数量与所述过滤布袋6的数量相一致,且一一对应,所述送粉机构包括用于连通粉料罐30和所述粉料仓17的送粉管道18、安装在所述送粉管道18上的管囊阀组件和压力检测组件,所述管囊阀组件包括安装在所述送粉管道18上的管囊阀22、用于控制管囊阀22通断的第二空气压缩机23和电磁阀24,所述压力检测组件包括安装在所述送粉管道18上的用于检测所述送粉管道18内压力的第一压力传感器27、用于降低所述送粉管道18内压力的压缩空气压力调节器25和用于增加所述送粉管道18内压力的第三空气压缩机26,所述粉料仓17的顶端固定安装有用于检测粉料仓17内粉料堆高度的重锤式连续料位计21和用于检测粉料仓17内压力的第二压力传感器28,所述控制装置包括主控制器19和与所述主控制器19相接的辅控制器20,所述重锤式连续料位计21、第一压力传感器27和第二压力传感器28均与所述主控制器19的输入端连接,所述第二空气压缩机23、电磁阀24、压缩空气压力调节器25和第三空气压缩机26均与所述主控制器19的输出端连接,所述第一空气压缩机8和所述脉冲阀组均与所述辅控制器20的输出端连接。
[0043]
本实施例中,定量上料装置包括粉料仓17、脉冲除尘器和送粉机构,所述送粉机构包括用于连通粉料罐30和所述粉料仓17的送粉管道18,通过在所述送粉管道18上安装管囊阀组件,且所述管囊阀组件包括管囊阀22、用于控制管囊阀22通断的第二空气压缩机23和电磁阀24,实际使用时,将送粉管道18的一端与粉料罐车上的粉料罐30连通后,打开第二空气压缩机23和电磁阀24,使管囊阀22处于接通状态,此时,粉料罐30内的含粉料输送气体进入送粉管道18,并通过管囊阀22进入粉料仓17内,在含粉料输送气体进入粉料仓17的过程中,含粉料输送气体中大粒径粉料颗粒与输送气体分离,在重力的作用下沉积在所述粉料仓17的底部,形成粉料堆,含粉料输送气体中小粒径粉料颗粒随着输送气体由下至上流动至脉冲除尘器内,由脉冲除尘器对进入粉料仓17内的含粉料输送气体中小粒径粉料颗粒进行过滤,并将过滤后得到的洁净空气排出至外界空气中,能够实现向粉料仓17内填充粉料的目的,能够使输送气体实现无污染排放的目的,能够避免含粉料输送气体对外界空气造成粉尘污染。
[0044]
本实施例中,脉冲除尘器包括脉冲除尘器本体和供气机构,脉冲除尘器本体包括脉冲除尘器筒体、顶盖2、固定板5和多个过滤布袋6,此时,脉冲除尘器筒体和顶盖2共同构成一个顶部封口的容器,固定板5起到了固定支撑多个过滤布袋6的作用,实际使用时,当含粉料输送气体中小粒径粉料颗粒随着输送气体由下至上流动至脉冲除尘器内时,含粉料输送气体中小粒径粉料颗粒会逐渐吸附在多个过滤布袋6的外表面,此时,在多个过滤布袋6的外表面均形成粉尘层,过滤后产生的洁净气体通过多个过滤布袋6由下至上流通至顶盖2内,由于脉冲除尘器筒体上设置有供顶盖2安装的连接法兰3,且连接法兰3上开设有多个排气孔3-1,因此,进入顶盖2内的洁净空气通过多个排气孔3-1排出至外界空气中,脉冲除尘器本体的结构简单,脉冲除尘器筒体的容量大,过滤效率好,且便于除尘和检修。
[0045]
本实施例中,供气机构包括第一空气压缩机8、储气罐9、气路管道和脉冲阀组,实际使用时,第一空气压缩机8作为供气机构的动力源,储气罐9能够起到冷却存储第一空气压缩机8输出压缩空气的作用,同时能够调整压缩空气气压的稳定性,第一空气压缩机8和储气罐9共同构成脉冲除尘器的自备式动力源,解决了现有技术中脉冲除尘器接线复杂的技术问题,只需要将第一空气压缩机8与电源连接,即能够保证脉冲除尘器的正常工作,降
低了脉冲除尘器的故障率,且便于检修;通过将气路管道穿过所述顶盖2的侧壁排布在所述顶盖2内部的顶面上,通过在所述气路管道上开设多个通气孔13,所述通气孔13的数量与所述过滤布袋6的数量相一致,且一一对应,实际使用时,打开脉冲阀组,压缩空气会流通至气路管道内,并通过多个通气孔13进入多个过滤布袋6内,对吸附在多个过滤布袋6的外表面上的粉尘层进行清除,使粉尘层中的小粒径粉料颗粒逐渐沉积在粉料仓17内,实现对多个过滤布袋6的除尘,降低了粉料在传输的过程中的消耗率。
[0046]
本实施例中,在所述脉冲除尘器筒体上安装用于控制所述脉冲除尘器本体内压力的压力平衡安全阀10,其目的在于:防止发生过滤布袋6被堵塞而引起所述脉冲除尘器本体膨胀的现象,避免发生安全事故,实际使用时,当所述脉冲除尘器本体内的压力高于安全阀设定值时,压力平衡安全阀10会自动开启进行泄压,当所述脉冲除尘器本体内的压力小于安全阀设定值时,压力平衡安全阀10会自动平衡所述脉冲除尘器本体内的压力,防止出现所述脉冲除尘器本体内压力过小而导致粉料流通不畅的现象。
[0047]
本实施例中,所述控制装置包括主控制器19和与所述主控制器19相接的辅控制器20,通过在所述粉料仓17的顶端固定安装所述重锤式连续料位计21,且所述重锤式连续料位计21与所述主控制器19的输入端连接,第二空气压缩机23和电磁阀24均与所述主控制器19的输出端连接,实际使用时,在含粉料输送气体沉淀和过滤的过程中,重锤式连续料位计21对粉料仓17内粉料堆的高度进行实时检测并发送至主控制器19,主控制器19将接收到的粉料堆实测高度与粉料堆高度设定值进行比较,当主控制器19接收到的粉料堆实测高度满足粉料堆高度设定值时,主控制器19控制关闭第二空气压缩机23和电磁阀24,使管囊阀22处于断开状态,停止向粉料仓17内输送含粉料输送气体,从而实现向粉料仓17内定量上料的目的,实现定产定量和减少库存的目的,同时,能够避免粉料仓17内过量的粉料出现久置结块的现象,从而避免粉料仓17出现下粉不畅的现象。
[0048]
本实施例中,通过在送粉管道18上安装压力检测组件,压力检测组件包括第一压力传感器27、压缩空气压力调节器25和第三空气压缩机26,且第一压力传感器27与所述主控制器19的输入端连接,所述第二空气压缩机23、电磁阀24、压缩空气压力调节器25和第三空气压缩机26均与所述主控制器19的输出端连接,实际使用时,在输送含粉料输送气体的过程中,第一压力传感器27能够对送粉管道18内的压力进行实时检测,并输送至主控制器19,主控制器19将接收到的送粉管道18内的实测压力与送粉管道设定压力值进行比较,当接收到的送粉管道18内的实测压力满足送粉管道设定压力值时,持续向送粉管道18内通入含粉料输送气体;当接收到的送粉管道18内的实测压力小于送粉管道设定压力值时,主控制器19控制第三空气压缩机26开启,增大送粉管道18内的压力,直至送粉管道18内的实测压力满足送粉管道设定压力值;当接收到的送粉管道18内的实测压力大于送粉管道设定压力值时,主控制器19控制压缩空气压力调节器25开启,降低送粉管道18内的压力,直至送粉管道18内的实测压力满足送粉管道设定压力值,能够保证送粉管道18内压力的稳定性,能够降低含粉料输送气体对粉料仓17和脉冲除尘器的冲击,使用效果好。
[0049]
本实施例中,主控制器19和辅控制器20均采用型号为stm32f103zet6的单片机,第一压力传感器27和第二压力传感器28均采用sin-p350系列平面膜结构的压力变送器。
[0050]
本实施例中,第一空气压缩机8采用型号为fx680j的静音无油空压机机头,第二空气压缩机23采用型号为ta-100的空气压缩机,第三空气压缩机26采用型号为ta-120的空气
压缩机。
[0051]
本实施例中,重锤式连续料位计21采用型号为crv100b的重锤式连续料位计。
[0052]
本实施例中,所述脉冲除尘器筒体包括由下至上依次连接的第一圆形筒体1-1、第二圆形筒体和第三圆形筒体1-3,所述第二圆形筒体为分体式,所述第二圆形筒体包括相扣合的第一半圆形筒体1-2-1和第二半圆形筒体1-2-2,所述顶盖2上开设有检查孔,所述检查孔通过封盖4封堵。
[0053]
本实施例中,所述脉冲除尘器筒体包括第一圆形筒体1-1、第二圆形筒体和第三圆形筒体1-3,且所述第二圆形筒体包括相扣合的第一半圆形筒体1-2-1和第二半圆形筒体1-2-2,实际使用时,可以根据实际的安装空间,改变脉冲除尘器筒体的容积,拆装方便,使用效果好。
[0054]
如图3、图4和图5所示,本实施例中,所述储气罐9与所述第一空气压缩机8之间通过第一气路接管15-1连通,所述气路管道包括并联布设的第一气路支管道12-1、第二气路支管道12-2和第三气路支管道12-3,所述第一气路支管道12-1与所述储气罐9之间、第二气路支管道12-2与所述储气罐9之间以及第三气路支管道12-3与所述储气罐9之间分别通过三个第二气路接管15-2连通。
[0055]
本实施例中,第一空气压缩机8输出的除尘压缩空气通过第一气路接管15-1进入储气罐9,储气罐9能够起到存储除尘压缩空气的作用,同时,储气罐9能够冷却除尘压缩空气,使除尘压缩空气的气压保持稳定。
[0056]
如图5所示,本实施例中,并联的第一气路支管道12-1、第二气路支管道12-2和第三气路支管道12-3共同形成一个布设在多个过滤布袋6正上方的气路管道,第一气路支管道12-1、第二气路支管道12-2和第三气路支管道12-3共同为除尘压缩空气进入多个过滤布袋6提供充足的流通空间,第一气路支管道12-1、第二气路支管道12-2和第三气路支管道12-3均呈水平布设,位于第一气路支管道12-1上的通气孔13呈竖直开设在第一气路支管道12-1靠近过滤布袋6一侧的管道壁上,位于第二气路支管道12-2上的通气孔13呈竖直开设在第二气路支管道12-2靠近过滤布袋6一侧的管道壁上,位于第三气路支管道12-3上的通气孔13呈竖直开设在第三气路支管道12-3靠近过滤布袋6一侧的管道壁上,第二气路支管道12-2和第三气路支管道12-3的结构相同,使多个所述通气孔13与多个所述过滤布袋6一一对应,即每一个过滤布袋6的正上方具有一个通气孔13,使气路管道内的除尘压缩空气通过通气孔13流通至过滤布袋6内,结构简单,能够保证除尘压缩空气流通的通畅性。
[0057]
如图3所示,本实施例中,所述第一气路支管道12-1与所述储气罐9之间、第二气路支管道12-2与所述储气罐9之间以及第三气路支管道12-3与所述储气罐9之间分别通过三个第二气路接管15-2连通,第二气路接管15-2呈竖直布设在脉冲除尘器筒体的外侧,便于拆装和检修。
[0058]
本实施例中,所述脉冲阀组包括安装在第一气路支管道12-1上的第一脉冲阀14-1、安装在第二气路支管道12-2上的第二脉冲阀14-2和第三气路支管道12-3上的第三脉冲阀14-3,所述储气罐9的出口端安装有调压阀16,所述第一脉冲阀14-1、第二脉冲阀14-2、第三脉冲阀14-3和调压阀16均与所述辅控制器20的输出端连接。
[0059]
本实施例中,第一脉冲阀14-1、第二脉冲阀14-2和第三脉冲阀14-3均采用型号为lpda20的脉冲阀。
[0060]
本实施例中,所述调压阀16采用型号为red-y smart的智能型压力控制器。
[0061]
如图5所示,本实施例中,所述排气孔3-1为腰型排气孔,多个所述腰型排气孔均匀布设在所述连接法兰3上。
[0062]
本实施例中,所述排气孔3-1的数量为六个。
[0063]
如图2所示,本实施例中,所述第三圆形筒体1-3的侧壁上设置有供所述第一空气压缩机8安装的第一安装座7和供所述压力平衡安全阀10安装的第二安装座11,所述第二安装座11内开设有与所述第三圆形筒体1-3的内腔相贯通的通道11-1。
[0064]
如图1和图6所示,本实施例中,送粉管道18上还安装有报警器29,所述报警器29与所述主控制器19的输出端连接,报警器29采用型号为s100lr-bz 220v的报警器。
[0065]
实际使用时,当重锤式连续料位计21检测到粉料仓17内的粉料堆的高度已达到粉料堆上限值时,并传输至主控制器19,主控制器19控制报警器29发出警报,并控制第二空气压缩机23和管囊阀22关闭,停止向粉料仓17内输送含粉料输送气体,防止发生粉料仓17内粉料溢仓的现象。
[0066]
如图1和图6所示,实际使用时,首先,将送粉管道18的一端与粉料罐车上的粉料罐30连通,主控制器19控制第二空气压缩机23和电磁阀24打开,粉料罐30内的含粉料输送气体进入送粉管道18,并通过管囊阀22进入粉料仓17内,其中,含粉料输送气体中的粉料颗粒的粒径小于0.5mm;同时,第一压力传感器27对送粉管道18内的压力进行实时检测,并输送至主控制器19,主控制器19将接收到的送粉管道18内的实测压力与送粉管道设定压力值进行比较,当接收到的送粉管道18内的实测压力满足送粉管道设定压力值时,持续向送粉管道18内通入含粉料输送气体;当接收到的送粉管道18内的实测压力小于送粉管道设定压力值时,主控制器19控制第三空气压缩机26开启,增大送粉管道18内的压力,直至送粉管道18内的实测压力满足送粉管道设定压力值;当接收到的送粉管道18内的实测压力大于送粉管道设定压力值时,主控制器19控制压缩空气压力调节器25开启,降低送粉管道18内的压力,直至送粉管道18内的实测压力满足送粉管道设定压力值;其中,送粉管道设定压力值的取值范围为0.2mpa~0.25mpa。
[0067]
其次,在含粉料输送气体从送粉管道18出口进入粉料仓17的过程中,含粉料输送气体中大粒径粉料颗粒与输送气体分离,在重力的作用下沉积在所述粉料仓17的底部,形成粉料堆,其中,大粒径粉料颗粒是指粒径大于0.075mm的粉料颗粒;含粉料输送气体中小粒径粉料颗粒随着输送气体由下至上流动至脉冲除尘器筒体内,吸附在多个过滤布袋6的外表面上,形成粉尘层,过滤后产生的洁净气体通过多个排气孔3-1排出,其中,小粒径粉料颗粒是指粒径不大于0.075mm的粉料颗粒,洁净气体中的小粒径粉料颗粒的浓度不大于20mg/m3,实现了粉料的沉淀和过滤;
[0068]
在粉料沉淀和过滤的过程中,第二压力传感器28实时检测粉料仓17内的压力并发送至主控制器19,主控制器19将接收到的粉料仓17内的实测压力与第一压力设定值进行比较,当主控制器19接收到的粉料仓17内的实测压力满足第一压力设定值时,主控制器19发送开启脉冲除尘器的命令至辅控制器20,辅控制器20接收到开启脉冲除尘器的命令并控制打开第一空气压缩机8、储气罐9和脉冲阀13,储气罐9内的除尘压缩空气通过气路管道进入多个过滤布袋6内,对过滤布袋6外表面上的粉尘层进行清除,使粉尘层中的小粒径粉料颗粒由上至下沉积在粉料堆上,其中,第一压力设定值的取值范围为700pa~784pa;
[0069]
重锤式连续料位计21对粉料仓17内粉料堆的高度进行实时检测并发送至主控制器19,主控制器19将接收到的粉料堆实测高度与粉料堆高度设定值进行比较,当主控制器19接收到的粉料堆实测高度满足粉料堆高度设定值时,主控制器19控制第二空气压缩机23和管囊阀22关闭,停止向粉料仓17内输送含粉料输送气体;
[0070]
第二压力传感器28实时检测粉料仓17内的压力并发送至主控制器19,主控制器19将接收到的粉料仓17内的实测压力与第二压力设定值进行比较,当主控制器19接收到的粉料仓17内的实测压力满足第二压力设定值时,主控制器19发送关闭脉冲除尘器的命令至辅控制器20,辅控制器20接收到关闭脉冲除尘器的命令并控制关闭第一空气压缩机8、储气罐9和脉冲阀13,脉冲除尘器停止工作,其中,第二压力设定值的取值范围为90pa~100pa;当第二压力传感器28检测到的粉料仓17内的压力满足第三压力设定值时,压力平衡安全阀10开启,实现粉料仓17的泄压,其中,第三压力设定值的取值范围为785pa~900pa。
[0071]
实际使用时,通过第二压力传感器28对粉料仓17内的压力进行实时检测,当第二压力传感器28检测到的粉料仓17内的压力满足785pa~900pa的压力范围时,粉料仓17内的含粉料输送气体通过泄压通道11-1进入压力平衡安全阀10,并使压力平衡安全阀10开启,实现粉料仓17的泄压,避免粉料仓17内压力过大造成安全事故的发生,压力平衡安全阀10能够对人身安全和设备运行起重要保护作用。
[0072]
本实施例中,压力平衡安全阀10采用申请号为201821153005.8,发明名称为“一种压力平衡安全阀”的实用新型专利中公开的压力平衡安全阀。
[0073]
以上所述,仅是本实用新型的较佳实施例,并非对本实用新型作任何限制,凡是根据本实用新型技术实质对以上实施例所作的任何简单修改、变更以及等效结构变化,均仍属于本实用新型技术方案的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1