一种多功能充气球气嘴安装装置的制作方法
1.本实用新型涉及一种多功能充气球气嘴安装装置。
背景技术:
2.在充气球(如篮球等)内胆加工制作的后序中,需要对充气球的内胆安装上气嘴并为充气球的内胆定压冲气试漏,即完成内胆的加工制作。然而,在传统的操作中,充气球内胆的气嘴安装以及充气是分开进行的且大都是人为手工操作和控制的,这样的操作方式不仅效率低,而且得到的内胆气压压力不一致,导致产品质量检测不严谨。综上所述,有必要设计出一种能够提高充气球气嘴安装效率与充气效率且充气稳定的装置,来有效保证球胆的生产质量。
技术实现要素:
3.本实用新型的目的在于提供一种结构简单且集气嘴安装与恒压充气为一体的多功能充气球气嘴安装装置。
4.本实用新型的目的通过如下技术方案实现:一种多功能充气球气嘴安装装置,它包括带有台面的机台以及若干个由前至后依次间隔设于机台上的工位;所述工位包括设于机台台面上的球座、设于球座下方控制球座上下运动的气缸a以及设于球座上方用于插入气嘴并为充气球内胆充气的气针;所述球座上设有容充气球内胆放置的凹槽,所述机台的台面上设有容纳球座的通孔;所述气针与供气管路连接。
5.较之现有技术而言,本实用新型的优点在于:本实用新型的充气球气嘴安装装置其不仅结构简单,操作便捷,而且其集充气球球胆气嘴安装与充气为一体,加快了气嘴安装与恒压充气的效率,进而提升整个充气球球胆的加工生产效率。一个工人可以同时操作若干个工位,极大节约了人工成本,另外,该装置在控制器与电气比例阀等元件的组合作用下能够进行充气球内胆定压充气与试漏。
附图说明
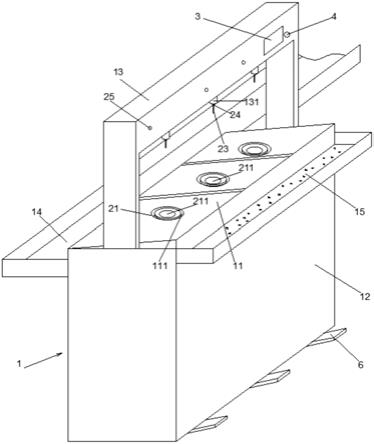
6.图1是本实用新型的结构示意图。
7.图2是本实用新型的使用状态示意图。
8.图3是气嘴下端插入充气球内胆气孔中时的状态图。
9.标号说明:1机台、11台面、111通孔、12机箱、13横梁、131安装座、14导轨、15搁置槽、2工位、21球座、211凹槽、22气缸a、23气针、24空心杆气缸、25指示灯、3显示器、4开关、5充气球内胆、51气嘴、6脚踏开关
具体实施方式
10.下面结合说明书附图和实施例对本
技术实现要素:
进行详细说明:
11.如图1
‑
2所示为本实用新型提供的一种多功能充气球气嘴安装装置的实施例示意
图。
12.所述多功能充气球气嘴安装装置,它包括带有台面11的机台1以及若干个由前至后依次间隔设于机台1上的工位2;所述工位2包括设于机台1台面11上的球座21、设于球座21下方控制球座21上下运动的气缸a22以及设于球座21上方用于插入气嘴51并为充气球内胆5充气的气针23;所述球座21上设有容充气球内胆5放置的凹槽211,所述机台1的台面11上设有容纳球座21的通孔111;所述气针23与供气管路连接。
13.所述气缸a22可通过脚踏开关6控制其运作。所述供气管路的气源以及气缸a22可设于机台1台面11下方的机箱12中。
14.所述工位2还包括与气针23连接控制气针23上下移动的空心杆气缸24;所述机台1台面11的上方设有中间带有空腔的横梁13,所述空心杆气缸24设于横梁13的空腔中,所述横梁13的底壁上设有容空心杆气缸24的活塞杆穿出的孔道;所述气针23与空心杆气缸24的活塞杆的下端连接,所述供气管路与空心杆气缸24的活塞杆的上端连接。
15.所述横梁13底壁的下表面设有若干个与孔道对应的安装座131,所述安装座131上设有与孔道相通容空心杆气缸24的活塞杆穿出的通道。
16.因利用气源以及供气管路通过气针23给球充气属于常规技术且供气管路可设于机箱12内并经过横梁13的空腔与空心杆气缸24连接,所以本实用新型的附图未具体体现气源以及供气管路。
17.所述机台1的台面11由右至左向下倾斜。
18.所述机台1的左侧壁上设有沿前后方向延伸的导轨14。
19.将气嘴51的底端插入充气球内胆5的气孔中(如图3所示),然后将带有气嘴51的充气球内胆5插在气针23上(气针23插入气嘴51中),之后通过脚踏开关6控制气缸a22活塞杆向上运动(同时供气管路通过气针23往充气球内胆里充气),使球座21向上运动,将充气球内胆5向上顶,在气缸a22的顶推和充气球内胆内部气压增强的作用下,气嘴51被彻底挤入充气球内胆5的气孔中,此时人工放开脚踏开关6,气缸a22活塞杆收回,气针a23停止供气,气嘴51安装完毕;之后进入充气流程,充气球内胆5挂设于气针23上,供气管路又通过气针23对充气球内胆5进行充气。待充气球内胆5充好气之后,供气管路停止供气,同时空心杆气缸24控制气针23向上运动,充气球内胆5随气针23向上运动,待充气球内胆5与安装座131接触时,在安装座131的阻挡下,充气球内胆5与气针23分离并往下落,下落的充气球内胆5沿倾斜的台面11进入导轨14,最后沿导轨14进入下一工序。可见该装置集气嘴51安装与充气球内胆5充气为一体,是一种多功能充气球气嘴安装装置。
20.所述机台1的右侧壁上设有沿前后方向延伸且用于放置待安装气嘴51的搁置槽15。
21.所述的多功能充气球气嘴安装装置,它还包括用于控制各工位2供气管路充气压力的控制器、与控制器连接的显示器3以及与控制器连接的开关4;各工位2的供气管路上分别设有与控制器连接的电气比例阀;各工位2的空心杆气缸24与控制器连接。
22.所述控制器可设于横梁13的空腔内,所述显示器3可设于横梁13的侧壁上,各电气比例阀亦可设于横梁13的空腔内。
23.所述各工位2还设有与控制器连接的指示灯25。所述指示灯25设于横梁13的侧壁上,指示灯25用于体现各工位2的工作状态,工位2处于工作状态,指示灯25亮。
24.因通过控制器控制电气比例阀、空心杆气缸24、显示器3、指示灯25等的运作属于常规技术,且控制器与电气比例阀可设于横梁13的空腔内,因此本实用新型的附图未具体体现控制器以及电气比例阀。
25.整套装置的使用方法大致为:先打开开关4,在显示器3上设定好各工位2的充气压力。将气嘴51的底端插入充气球内胆5的气孔中(如图3所示),然后将带有气嘴51的充气球内胆5插在气针23上(此时,气针23插在气嘴51中),之后通过脚踏开关6控制气缸a22活塞杆向上运动(同时供气管路通过气针23也往充气球内胆里充气),使球座21向上运动,将充气球内胆5向上顶,在气缸a22的顶推和充气球内胆内部气压增强的作用下,气嘴51被彻底挤入充气球内胆5的气孔中,此时人工放开脚踏开关6,气缸a22活塞杆收回,气针a23停止供气,气嘴51安装完毕;此时程序进入自动定压充气流程,充气球内胆5挂设于气针23上(因气针23与气嘴51存在咬合关系,因此安装好气嘴51的充气球内胆5能够挂于气针23上)且供气管路此时通过气针23又开始对充气球内胆5进行充气。待充气球内胆5的气压达到设定值后,控制器控制相应供气管路停止供气,同时控制空心杆气缸24的活塞杆向上运动,气针23、充气球内胆5亦随之向上运动,充气球内胆5在向上运动的过程中受安装座131的阻挡,与气针23分离并往下落,下落的充气球内胆5沿倾斜的台面11进入导轨14,最后沿导轨14进入下一工序。
26.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1