一种带追打功能的模块条带铳废装置的制作方法
1.本实用新型属于芯片铳废领域,具体地说是一种带追打功能的模块条带铳废装置。
背景技术:
2.在接触式、非接触式及双界面芯片模块条带初始化或预个人化生产时,需要在生产失败的芯片上做打孔铳废处理。由于来料芯片模块条带为多列结构,y轴(水平面与模块条带传动方向相垂直)方向上一组含两个或两个以上芯片。现有铳废装置只具有y轴方向运动功能,铳废处理时只能对一组中的不同芯片进行铳废处理;铳废完成后,模块条带移动,继续下一组铳废处理。该模式导致生产效率低,生产厂家为提高模块条带的生产效率,在铳废工艺段前增加模块条带缓存段,或者在铳废工艺段布置多个铳废装置,此举增加了生产成本。同时,现有铳废装置的卸料柱与凸模的下压运动驱动装置为电机加凸轮模式,结构复杂、不方便维护,且废料回收装置为负压吸附模式,结构复杂、噪声大、成本高。
技术实现要素:
3.为了解决现有模块条带铳废装置生产效率低,铳模模具下压结构复杂、不便维护,废料回收结构复杂、成本高等问题,本实用新型的目的在于提供一种带追打功能的模块条带铳废装置。
4.本实用新型的目的是通过以下技术方案来实现的:
5.本实用新型包括x轴驱动组件、铳模模具、y轴驱动组件及安装座,其中x轴驱动组件固定在安装座上,所述x轴驱动组件中的动力输出件上安装y轴驱动组件,所述铳模模具与y轴驱动组件中的动力输出件连接,所述铳模模具具有沿x轴、y轴往复移动的自由度;所述铳模模具包括气缸、压簧、铳模安装架、凸模、卸料柱、凹模、凸模固定块及卸料柱导向块,所述铳模安装架固定在y轴驱动组件的动力输出件上,该铳模安装架上安装有气缸,所述凸模固定块及卸料柱导向块与气缸的活塞杆连动,所述卸料柱的上端可相对移动地容置于卸料柱导向块内部,所述凸模的上端位于卸料柱导向块内、并与所述凸模固定块固接,所述凸模的下端可相对移动地插入卸料柱内,所述卸料柱顶面与凸模固定块之间设有套在凸模上的压簧;所述凹模安装在铳模安装架上,并位于所述凸模的下方。
6.其中:所述卸料柱导向块为内部中空结构,上端为开放端、并固接于所述凸模固定块的下表面,所述卸料柱导向块的底部开设有供卸料柱穿出的通孔。
7.所述卸料柱的轴向截面为“t”形,该“t”形的横边容置于所述卸料柱导向块内部,所述“t”形横边的直径或长度大于所述通孔的孔径,所述卸料柱的中间沿轴向开设有供凸模插入的中间通孔。
8.所述铳模安装架上沿y轴方向设有供模块条带传动的通道,所述凸模与凹模分别安装于该通道的上下两侧。
9.所述x轴的方向与模块条带传动方向相同。
10.所述凹模下方设有安装在铳模安装架上、可抽出清理废料的废料盒。
11.本实用新型的优点与积极效果为:
12.1.本实用新型添加了x轴方向运动,在模块条带传动过程中对需要铳废芯片进行追打,一次可完成多组芯片的铳废处理,提高产线的生产效率。
13.2.本实用新型的铳模模具中凸模的下压动作采用气缸结构形式,结构简单稳定,铳切速度快,易于维护。
14.3.本实用新型利用结构更为简单的废料盒回收废料,结构更为简单,成本低。
附图说明
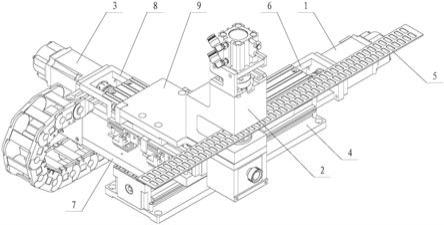
15.图1为本实用新型的立体结构示意图;
16.图2为本实用新型的主视剖视图;
17.图3为本实用新型的结构左视图;
18.图4为本实用新型的结构俯视图;
19.其中:1为x轴驱动组件,2为铳模模具,201为气缸,202为压簧,203为铳模安装架,204为凸模,205为卸料柱,206为凹模,207 为凹模安装座,208为凸模固定块,209为卸料柱导向块,210为废料盒,3为y轴驱动组件,4为安装座,5为模块条带,6为x轴滚珠丝杠直线模组,7为y轴驱动组件安装板,8为y轴滚珠丝杠直线模组,9为模具安装板,c为一组模块,v为模块条带传动方向。
具体实施方式
20.下面结合附图对本实用新型作进一步详述。
21.如图1~4所示,本实用新型包括x轴驱动组件1、铳模模具2、 y轴驱动组件3及安装座4,其中x轴驱动组件1固定在安装座4上, x轴驱动组件1中的动力输出件上安装y轴驱动组件3,铳模模具2 与y轴驱动组件3中的动力输出件连接,铳模模具2具有沿x轴、y 轴往复移动的自由度。
22.本实施例的x轴驱动组件1为现有技术,包括x轴伺服驱动电机及x轴滚珠丝杠直线模组6,该x轴滚珠丝杠直线模组6中的x轴丝母为x轴驱动组件的动力输出件,x轴丝母上连接有y轴驱动组件安装板7,x轴伺服驱动电机通过x轴滚珠丝杠直线模组6驱动y轴驱动组件安装板7沿x轴方向往复移动。
23.本实施例的y轴驱动组件3为现有技术,安装于y轴驱动组件安装板7上;y轴驱动组件包括y轴伺服驱动电机及y轴滚珠丝杠直线模组8,该y轴滚珠丝杠直线模组8中的y轴丝母为y轴驱动组件的动力输出件,y轴丝母上连接有模具安装板9,y轴伺服驱动电机通过y轴滚珠丝杠直线模组8驱动模具安装板9沿y轴方向往复移动。同时,模具安装板9还随y轴驱动组件安装板7沿x轴方向往复移动。
24.本实施例的x轴与模块条带传动方向v同向,y轴为水平面与模块条带传动方向v相垂直,z轴为竖直方向。
25.本实施例的铳模模具2包括气缸201、压簧202、铳模安装架203、凸模204、卸料柱205、凹模206、凹模安装座207、凸模固定块208、卸料柱导向块209及废料盒210,铳模安装架203通过模具安装板9 固定在y轴驱动组件3的动力输出件(即y轴丝母)上,该铳模安装架
203上安装有气缸201,凸模固定块208及卸料柱导向块209与气缸201的活塞杆连动,卸料柱205的上端可相对移动地容置于卸料柱导向块209内部,凸模204的上端位于卸料柱导向块209内、并与凸模固定块208固接,凸模204的下端可相对移动地插入卸料柱205内,卸料柱205顶面与凸模固定块208之间设有套在凸模204上的压簧 202;凹模206通过凹模安装座207固定在铳模安装架203上,并位于凸模204的下方。本实施例在凹模206下方设有安装在铳模安装架 203上的废料盒210,本实施例的废料盒210为抽屉式结构,可以手动抽出将废料盒210里面回收的废料定期清理掉。
26.本实施例的铳模安装架203上沿y轴方向设有供模块条带5传动的通道,凸模204与凹模206分别安装于该通道的上下两侧。
27.本实施例的卸料柱导向块209为内部中空结构,上端为开放端、并固接于凸模固定块208的下表面,卸料柱导向块209的底部开设有供卸料柱205穿出的通孔。
28.本实施例的卸料柱205的轴向截面为“t”形,该“t”形的横边容置于卸料柱导向块209内部,“t”形横边的直径或长度大于通孔的孔径,卸料柱205的中间沿轴向开设有供凸模204插入的中间通孔。
29.本实用新型的工作原理为:
30.步骤一,模块条带5沿着模块条带传动方向v前进,进入到模块条带铳废工艺段内,位于初始位置的模块条带铳废装置开始工作。
31.步骤二,根据上位机提供的需要铳废芯片的坐标,当模块条带5 前端需要铳废的芯片位于a列时,x轴驱动组件1带动铳模模具2移动到铳废芯片上方指定位置;当需要铳废芯片位于b列时,y轴驱动组件3带动铳模模具2移动到b列,x轴驱动组件1带动铳模模具2 移动到铳废芯片上方指定位置,铳模模具2在x轴上的运动,称之为追打。
32.步骤三,模块条带5完全进入铳废工艺段指定长度,模块条带5 停止运动,此时铳模模具2已经位于条带最前端需要铳废芯片上方指定位置。
33.步骤四,铳模模具2开始铳孔动作,由气缸201推动活塞杆带动凸模固定块208、卸料柱导向块209、凸模204及卸料柱205一起向下运动,当卸料柱205的下端接触到芯片上表面后,卸料柱205停止向下运动,气缸201继续推动活塞杆带动凸模固定块208、卸料柱导向块209及凸模204继续向下运动,此过程中压簧202被压缩;活塞杆推动凸模204穿过芯片插入到凹模206中,铳切下来的圆形废料直接落入到下方的废料盒210中;铳孔动作完成后,气缸201收回活塞杆,带动卸料柱205与凸模204向上移动,凸模204与凹模206分离。
34.步骤五,铳模模具2重复步骤二的工作,定位下一个需要做铳废处理的芯片并进行铳孔动作;当进入到铳废工艺的模块条带5指定长度上所有的芯片都进行完铳废处理后,模块条带5继续向前传动,下一段指定长度的模块条带5进入铳废工艺段。
35.步骤六,重复以上步骤二~步骤五,完成生产线上重复性的模块条带铳废处理工作。
36.步骤七,来料模块条带全部进行完铳废处理,铳模模具2在x轴驱动组件1和y轴驱动组件3的带动下回到初始位置。
37.步骤八,定期人为清理废料盒210。
38.本实用新型的x轴和y轴方向运动利用x轴驱动组件1和y轴驱动组件3叠在一起实现,也可分别用x轴驱动组件和y轴驱动组件来实现,还可以利用机械结构将x轴和y轴两个
方向的运动耦合在一起。
39.本实用新型的x轴和y轴的驱动方式不局限于伺服驱动电机加滚珠丝杠的模式,也可通过其他直线运动驱动方式来实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1