一种工件抓取防夹伤工装的制作方法
1.本实用新型涉及固定工装技术领域,尤其涉及一种工件抓取防夹伤工装。
背景技术:
2.固定工装广泛应用于工件组装生产中,在生产中为了提高生产效率和产品质量,在生产的中段和后段就常用工装夹具来进行功能测试或者辅助装配。
3.目前,对于有表面光洁度要求的产品,用传统金属工装对其抓取时候,工件表面易夹伤,会破坏其表面光洁度,从而影响工件质量。
4.因此,本技术有必要设计一种工件抓取防夹伤工装,以解决上述技术问题。
技术实现要素:
5.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种工件抓取防夹伤工装,机械手末端在夹取工件时,能够保护工件表面,防止夹伤,从而提高工件质量。
6.为了实现上述目的,本实用新型采用了如下技术方案:
7.一种工件抓取防夹伤工装,包括至少一只气缸、以及与气缸连接的气爪,所述气爪的下方安装有用于抓取工件的工装;
8.所述工装由三只夹头组成,三只所述夹头呈三角状分布;
9.所述气爪的底部设有一滑块,所述滑块的底部中间位置设有一卡槽;
10.每只所述夹头的顶部中间位置设有一向上凸起的卡块,所述卡块与卡槽匹配卡接;
11.每只所述夹头的内侧表面开设有槽孔,所述槽孔内填充有橡胶棒;
12.所述气缸驱动带动气爪动作,通过滑块带动夹头动作,进而带动工装抓取工件。
13.通过采用上述技术方案:当气爪夹紧时候,通过橡胶棒接触工件表面,从而防止钢制夹具直接与工件表面接触,杜绝了对工件造成夹伤现象,有效保护了工件表面光洁度,提高了工件质量。
14.优选地,所述槽孔为两只,两只所述槽孔上下间隔设置。
15.优选地,所述槽孔的内径略大于橡胶棒的外径。
16.通过采用上述技术方案:采用两只橡胶棒分别与两只槽孔安装,这样当工装在抓取工件时,使其抓取工件时更可靠、稳定。
17.优选地,所述橡胶棒为pu橡胶棒。
18.优选地,所述橡胶棒与工件相对的一面凸出槽孔,所述工装抓取工件时,橡胶棒与工件的表面接触。
19.通过采用上述技术方案:当气爪夹紧时,通过pu橡胶棒接触工件表面,防止钢制工装直接与工件表面接触,杜绝了对工件造成夹伤现象。
20.优选地,每只所述夹头呈z型,每只所述夹头的顶部设有与滑块固定连接的第一安装孔,每只所述夹头的底部设有与滑块固定连接的第二安装孔。
21.通过采用上述技术方案:采用第一安装孔和第二安装孔通过螺栓使得夹头与气爪的的滑块固定连接,从而使得夹头与气爪之间连接稳定、可靠。
22.优选地,所述气爪和工装均为两组。
23.通过采用上述技术方案:采用两组气爪和工装,从而有效提了工件的生产效率。
24.本实用新型具有以下有益效果:
25.1、本实用新型通过在工装与产品接触面上加工出两个槽孔,将合适尺寸的pu橡胶棒填充至槽孔内;当气爪夹紧时候,pu橡胶棒接触工件表面,从而防止钢制夹具直接与工件表面接触,杜绝了对工件造成夹伤的现象,保证了工件表面光洁度,提高了工件质量。
26.2、本实用新型结构简单、稳定可靠,不需要额外加工工艺,经济实用,易于推广和使用。
附图说明
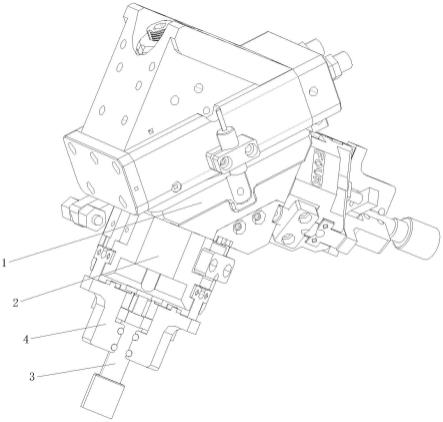
27.图1为本实用新型的整体结构示意图;
28.图2为本实用新型中单组气爪与工装的连接示意图;
29.图3为本实用新型中单个夹头的结构示意图;
30.图4为图3的另一视角的结构示意图;
31.图5为本实用新型中滑块的结构示意图。
32.图中:1气缸、2气爪、3工件、4工装、5夹头、5-1卡块、5-2槽孔、5-3第一安装孔、5-4第二安装孔、6滑块、6-1卡槽、7橡胶棒。
具体实施方式
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
34.参照图1-图5,一种工件抓取防夹伤工装,包括至少一只气缸1、以及与气缸1连接的气爪2,所述气爪2的下方安装有用于抓取工件3的工装4。
35.其中,参照图1-2,所述工装4由三只夹头5组成,三只所述夹头5呈三角状分布;这里采用呈三角状分布的三只夹头5,这样当气爪夹紧时候,通过三只夹头5抓取工件,使其更稳定、可靠。
36.其中,参照图5,所述气爪2的底部设有一滑块6,所述滑块6的底部中间位置设有一卡槽6-1;
37.其中,参照图3,每只所述夹头5的顶部中间位置设有一向上凸起的卡块5-1,所述卡块5-1与卡槽6-1匹配卡接。
38.本实施例中,采用卡块5-1与卡槽6-1匹配卡接,使得夹头5与气爪2安装简便,结构稳定可靠。
39.其中,参照图3,每只所述夹头5的内侧表面开设有槽孔5-2,所述槽孔5-2内填充有橡胶棒7;
40.本实施例中,当气缸1驱动带动气爪2动作时,通过滑块6带动安装有橡胶棒7的夹头5动作,进而带动工装4抓取工件3。
41.具体的,参照图3,所述槽孔5-2为两只,两只所述槽孔5-2上下间隔设置。
42.具体的,所述槽孔5-2的内径略大于橡胶棒7的外径。
43.本实施例中,采用两只橡胶棒7分别与两只槽孔5-2安装,这样当工装4在抓取工件3时,使其抓取工件3时更可靠、稳定。
44.具体的,所述橡胶棒7为pu橡胶棒。
45.具体的,所述橡胶棒7与工件3相对的一面凸出槽孔5-2,所述工装4抓取工件3时,橡胶棒7与工件3的表面接触。
46.本实施例中,当气爪2夹紧时,通过pu橡胶棒接触工件2表面,从而防止钢制工装4直接与工件3表面接触,杜绝了对工件3造成夹伤现象,保证了工件表面光洁度,提高了工件质量。实际生产中,也可以选择其他类似的橡胶棒,均能达到同样的效果。
47.具体的,参照图4,每只所述夹头5呈z型,每只所述夹头5的顶部设有与滑块6固定连接的第一安装孔5-3,每只所述夹头5的底部设有与滑块6固定连接的第二安装孔5-4。
48.本实施例中,采用第一安装孔5-3和第二安装孔5-4通过螺栓使得夹头5与气爪2的的滑块6固定连接,从而使得夹头5与气爪2之间连接稳定、可靠。
49.具体的,所述气爪2和工装4均为两组。
50.本实施例中,采用两组气爪2和工装4,从而有效提了工件3的生产效率;实际生产过程中,也可采用三组或四组等,以满足实际使用需求。
51.本实用新型使用,当气缸1驱动时,带动气爪2夹紧,进而通过滑块6带动与之连接的夹头5向内侧运动,从而使得pu橡胶棒接触工件表面,防止钢制夹具直接与工件表面接触,杜绝了对工件造成夹伤,保证了工件表面光洁度,提高了工件质量。
52.另外,需要说明的是,本实施例中涉及的气缸、气爪等均与现有技术无本质区别,且气缸、气爪也不是本技术重点保护的技术方案。本技术重点保护的技术方案为安装有橡胶棒的夹头,在工装抓取工件时,使得pu橡胶棒接触工件表面,防止钢制夹具直接与工件表面接触。因此,本实施例中气缸、气爪的结构和工作原理在这里不再详细阐述。
53.综上所述,该工件抓取防夹伤工装,通过在工装与产品接触面上加工出两个槽孔,将合适尺寸的pu橡胶棒填充至槽孔内;当气爪夹紧时候,pu橡胶棒接触工件表面,从而防止钢制夹具直接与工件表面接触,杜绝了对工件造成夹伤的现象,保证了工件表面光洁度,提高了工件质量。
54.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1