线槽定长裁切装置的制作方法
1.本实用新型涉及裁切装置的技术领域,特别涉及一种线槽定长裁切装置。
背景技术:
2.线槽在完成生产出厂需要进行打包包装,因此需要在包装前需要对线槽进行定长裁切,但现有裁切通常采用人工的方式进行单独裁切,造成劳动强度大,同时降低生产效率。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种线槽定长裁切装置,包括机架、牵引组件、升降挡板、裁切组件;所述牵引组件设置于所述机架顶部,所述牵引组件用于牵引线槽前进;所述升降挡板设置于所述牵引组件上方,所述升降挡板下降后挡于线槽牵引前进方向的前方;
4.所述裁切组件与所述牵引组件间衔接有导料槽,所述裁切组件滑动装于所述机架顶部,所述裁切组件与所述升降挡板间的距离与线槽裁切长度对应,通过移动所述裁切组件改变线槽裁切长度。
5.根据本实用新型的一些实施例,所述牵引组件包括牵引槽、主动牵引轮、从动牵引轮,所述牵引槽两侧的侧壁板上排列开有窗口,所述牵引槽的一侧排列设置有多个所述主动牵引轮,所述牵引槽的另一侧排列设置有多个所述从动牵引轮,所述主动牵引轮与所述从动牵引轮通过所述窗口与所述牵引槽内的线槽相切,多个所述主动牵引轮与驱动电机串联。
6.根据本实用新型的一些实施例,所述主动牵引轮采用三个,其中两个所述主动牵引轮的轮轴上分别装有皮带轮,另一所述主动牵引轮的轮轴上装有双联皮带轮,所述双联皮带轮与两个所述皮带轮间分别装有皮带,所述双联皮带轮还与所述驱动电机连接。
7.根据本实用新型的一些实施例,所述牵引槽两侧的侧壁板上对称设有插口,所述插口内插入所述升降挡板。
8.根据本实用新型的一些实施例,所述升降挡板与升降气缸的活塞杆连接。
9.根据本实用新型的一些实施例,所述裁切组件包括移动板、前导槽、后导槽、刀架、切刀、下切气缸,所述移动板滑动装于所述机架顶部,所述前导槽、后导槽分别连接于所述移动板的前侧、后侧,所述前导槽插入所述导料槽内;所述移动板上方设置有所述刀架,所述刀架用于固定安装所述切刀;所述下切气缸与所述刀架连接,所述下切气缸用于下移所述刀架,使所述切刀切向线槽。
10.根据本实用新型的一些实施例,所述刀架分为顶板、位于顶板底部两侧的侧立板,所述顶板与所述下切气缸连接,两个所述侧立板用于固定安装所述切刀;所述顶板的四个边角处装有铜套,所述铜套内滑动装入导杆,所述导杆的底端连接有压板,所述压板位于所述移动板与所述顶板之间,所述压板与所述移动板上均开有切口,所述切口用于避开所述
切刀。
11.根据本实用新型的一些实施例,所述移动板的底部装有滑块,所述滑块滑动装于滑道上,所述滑道固定于所述机架顶部。
12.根据本实用新型的一些实施例,所述导料槽上装有压片,所述压片压向导料槽的内部空间,所述压片的前端弯折形成翘板部;所述压片的后端两侧分别弯折有连接片,所述连接片与所述导料槽的侧板转动连接。
13.本实用新型至少具有如下有益效果:
14.1.完成注塑加工后的线槽被推入本装置后,经过裁切组件后进入牵引组件,通过牵引组件向前牵引移动线槽,升降挡板下降并挡于线槽牵引前进方向的前方,使线槽停止前进,此时裁切组件对线槽进行切断,完成切断动作后,升降挡板升起,线槽继续通过牵引组件向前牵引移动至包装工位,在实现自动裁切的同时,将注塑与包装两个工位进行裁切,使线槽生产实现自动化、连续性,进而降低劳动强度,提高生产效率。
15.2.通过移动裁切组件,使切刀与所述升降挡板间的距离得到改变,从而实现对线槽裁切长度的调整。
16.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
17.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
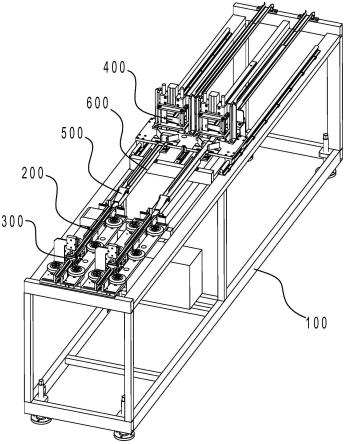
18.图1为本实用新型实施例的整体示意图;
19.图2为本实用新型实施例的牵引组件示意图图一;
20.图3为本实用新型实施例的牵引组件示意图图二;
21.图4为图2中a的放大示意图;
22.图5为本实用新型实施例的刀架、压板、下切气缸组合状态整体示意图;
23.图6为本实用新型实施例的导料槽示意图;
24.图7为本实用新型实施例的裁切组件使用状态示意图。
具体实施方式
25.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
26.参照图1,一种线槽定长裁切装置,包括机架100、牵引组件200、升降挡板300、裁切组件400;牵引组件200设置于机架100顶部,牵引组件200用于牵引线槽前进;升降挡板300设置于牵引组件200上方,升降挡板300下降后挡于线槽牵引前进方向的前方;裁切组件400与牵引组件200间衔接有导料槽500,裁切组件400滑动装于机架100顶部,裁切组件400与升降挡板300间的距离与线槽裁切长度对应,通过移动裁切组件400改变线槽裁切长度。
27.进行裁切时,将本装置装于注塑机与包装机之间,完成注塑加工后的线槽被推入
本装置后,经过裁切组件400后进入牵引组件200,牵引组件200向前牵引移动线槽,升降挡板300下降并挡于线槽牵引前进方向的前方,使线槽停止前进,此时裁切组件400对线槽进行切断;完成切断动作后,升降挡板300升起,线槽继续通过牵引组件200向前牵引移动至包装工位,在实现自动裁切的同时,将注塑与包装两个工位进行裁切,使线槽生产实现自动化、连续性,进而降低劳动强度,提高生产效率。
28.参照图2、3所示,牵引组件200包括牵引槽210、主动牵引轮220、从动牵引轮230,牵引槽210两侧的侧壁板上排列开有窗口211,牵引槽210的一侧排列设置有多个主动牵引轮220,牵引槽210的另一侧排列设置有多个从动牵引轮230,主动牵引轮220与从动牵引轮230通过窗口211与牵引槽210内的线槽相切,多个主动牵引轮220与驱动电机240串联,主动牵引轮220被驱动电机240驱动下转动,从而使线槽在牵引槽210内前进。
29.在本实施例中,所述主动牵引轮220采用三个,其中两个主动牵引轮220的轮轴上分别装有皮带轮250,另一主动牵引轮220的轮轴上装有双联皮带轮260,双联皮带轮260与两个皮带轮250间分别装有皮带270,双联皮带轮260还与驱动电机240连接。
30.在牵引槽210两侧的侧壁板上对称设有插口212,插口212内插入升降挡板300,使牵引槽210的牵引前进方向被升降挡板300阻挡。
31.参照图4所示,升降挡板300与升降气缸310的活塞杆连接,通过升降气缸310使升降挡板300升降。
32.参照图5、6所示,裁切组件400包括移动板410、前导槽420、后导槽430、刀架440、下切气缸460,移动板410滑动装于机架100顶部,前导槽420、后导槽430分别连接于移动板410的前侧、后侧,前导槽420插入导料槽500内,后导槽430与注塑机的输送通道相通;在移动板410上方设置有刀架440,刀架440用于固定安装切刀450;下切气缸460与刀架440连接,下切气缸460用于下移刀架440,使切刀450切向线槽。
33.刀架440分为顶板441、位于顶板441底部两侧的侧立板442,顶板441与下切气缸460连接,两个侧立板442用于固定安装切刀450;顶板441的四个边角处装有铜套470,铜套470内滑动装入导杆480,导杆480的底端连接有压板490,压板490位于移动板410与顶板441之间,下切气缸460下压刀架440,刀架440在下压的过程中同时对压板490进行下压,使压板490压与线槽上,使线槽在固定的状态下进行裁切。
34.压板490与移动板410上均开有切口,切口用于避开切刀450。
35.移动板410的底部装有滑块411,滑块411滑动装于滑道412上,滑道412固定于机架100顶部,使裁切组件400在机架100顶部滑动。
36.参照图7所示,在导料槽500上装有压片510,压片510压向导料槽500的内部空间,对线槽压紧,使线槽压片510的前端弯折形成翘板部511,通过翘板部511对线槽压紧,实现线槽在裁切时同时不发生移动,同时翘板部511保持线槽在通过压片510时的顺畅。
37.压片510的后端两侧分别弯折有连接片512,连接片512与导料槽500的侧板转动连接。
38.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1