吸管成形机及其制造方法与流程
[0001]
本发明涉及一种吸管成形机及其制造方法,其系将纸料卷成管状并以热风热熔进行黏合成管体,再经由裁切装置将管体切断成吸管,达到连续式纸吸管的制作。
背景技术:
[0002]
吸管普遍运用在日常生活的使用,主要运用在人手一杯的手摇饮品,其系利用封口膜封装饮料,当客制化饮品制作完成后,可易于携带,饮用时,再利用吸管刺破封口膜即可吸食饮品。
[0003]
然而,随着环保意识的抬头,国际上逐渐推行减塑运动,法规甚至禁止冷饮业者提供塑胶袋及塑胶吸管,因此,造成冷饮业者很大的冲击,原因在于,纸吸管虽然环保但成本较高,其所增加的成本实难转嫁给消费者,而令业者相当困扰。
[0004]
经查,中国专利cn109203578a一种高速卷纸吸管分切收料机、中国专利cn109367132a一种新型的纸吸管机、中国台湾专利第m566029号纸卷式纸吸管结构、第m573192号纸吸管及第m569193号纸吸管,都是关于纸制吸管的结构,上述专利都是将纸质以螺旋状绕设而成,并利用胶剂粘合,其制作上耗时费力,且胶剂仍然存在分解上的问题。
[0005]
发明人有鉴于纸吸管的制造成本无法降低,加上制作方法都是采用胶剂来粘合,而进行纸吸管制作上的研发,经不断的实验、测试,开发出纸吸管成形机,发明人前有申请中国台湾发明专利第108112523号及中国台湾新型专利第108204363号,然而,该两案虽能连续式制造纸吸管,但其效果较不理想,且效率并不突出,故发明人再改良前两案的不足,而有本案的创新改良,同样将纸料左右叠合,再利用热风、高周波或超音波热压将叠合的部位粘合,并运用切刀裁切成一根根的吸管,其中,特别采用压纸装置及输送装置,使管体成形及运送更为顺畅,有效提升制作纸吸管的效能,且能降低成本,相信必能供应现今纸吸管的大量需求,实为产业上的新发明。
技术实现要素:
[0006]
本发明的目的在于:提供一种吸管成形机及其制造方法,解决现有技术中存在的上述技术问题。
[0007]
本发明涉及一种吸管成形机及其制造方法,该成形机系将纸料往前输送至裁切装置,其包括:一进纸机,其具有复数个定准轮,以进行纸料的整平、校准及拉紧;一压纸装置,位于该进纸机前方,能将拉伸的该纸料两侧向上卷曲,其由第一压板、第二压板、第三压板及第四压板及一底板构成,位于每一压板下方设有底板,而每一压板向下渐缩成弧形部,且该压板的弧形部变化,由后方压板的半弧依序往前方压板渐缩成圆弧,位于该每一压板的弧形部底端设有滚珠,至于该底板配合每一压板的弧形部的变化,由弧面向前翘起成球面,位于该底板的两端边设有夹缝,供将纸料定位前进,不会偏移;一贴合装置,设置在该压板装置前方,能将该纸料两侧叠合粘贴成管体,其包括:芯管、热风管、成形孔及滚压轮,其中,该芯管上设有复数个通气孔,并由进气管导入气体至芯管内;一输送装置,装设在该贴合装
置前方,其由两个转轮结合皮带组成输送轮,并由两组输送轮夹掣管体两侧,以输送管体;以及,一裁切装置,位于该输送装置前方,其具有一个以上的切刀、一定位框及一裁切台,能将管体定时定点切削成吸管。
[0008]
本发明的成形机系供纸料自动输送,并将卷合的纸料经热风热熔同时滚压成形为管体,再利用裁切装置将管体切削成吸管,其制作效能1分钟约150~200根吸管,且无需利用胶剂就能将纸料黏合成管体,可减化吸管制造程序,并减少胶剂使用,使纸吸管的制造更为简单、环保。
[0009]
在一实施例中,该纸料系经由压板装置、贴合装置的滚压轮及输送装置带动纸料的自动化输送。
[0010]
在一实施例中,该成形孔顶面形成有接点部,使纸料传送至成形孔时,能由纸料两侧相叠合而成管体。
[0011]
在一实施例中,该贴合装置的成形孔前方设有热风管,其能在纸料两侧叠合前导入热风,使纸料表面的淋膜热熔,而能进行叠合粘贴作业,再凭借滚压轮辗压贴合部,即能成形为管体。
[0012]
在一实施例中,该贴合装置的滚压轮具有高周波或超音波,其能在纸料两侧叠合后进行热熔并辗压贴合部,而能以高温促进纸料表面的淋膜热熔,而能进行叠合粘贴压合作业,即能将纸料成形为管体。
[0013]
在一实施例中,该裁切装置系配合管体行进速度移动,使管体经定位框时,令切刀同步将管体切削成吸管,并使吸管的长度及切口一致,具较佳的品质稳定性。
[0014]
在一实施例中,该裁切装置设有一平切刀及一斜切刀,该平切刀能与斜切刀轮流进行切削,而成平切、斜切、平切的切口,将管体切削成尖头纸吸管。
[0015]
本发明提出一实施例,其指一种纸吸管制造方法,其是凭借上述的成形机进行纸吸管的连续性制造,步骤如下说明:a:进纸作业:先将纸料设置在进纸机上,并以定准轮进行该纸料的整平、校准及拉紧;b:压纸作业:该纸料设置在压纸装置下方,使该纸料受压板抵掣,令该纸料两侧卷起且往前移动;c:热风熔融压合作业:该纸料经贴合装置的芯管时,利用热风管吹拂纸料两侧,使纸料表面的淋膜层热熔成胶状,再经过成形孔使纸料两侧相叠合,以形成管状并产生贴合部,并凭借滚压轮辗压贴合部,而成形为管体;d:裁切作业:该管体经由输送装置输送至裁切装置,即能利用一个以上的切刀,采移动式切削将输送中的管体裁切,而成纸吸管或尖头纸吸管。
[0016]
运用上述的成形机,能将纸料连续式输送以制成纸吸管作业,使纸料由平面、卷曲叠合、滚压贴合及裁切成形为吸管,本发明的特点在于,材料少、结构简易、高效能并环保的纸吸管成形机,不仅达到纸吸管的快速制作,更降低纸吸管的成本,尤其本发明的成形机结构及技术手段从未见于运用在纸吸管的制作,实为纸吸管的新结构及其制造方法。
附图说明
[0017]
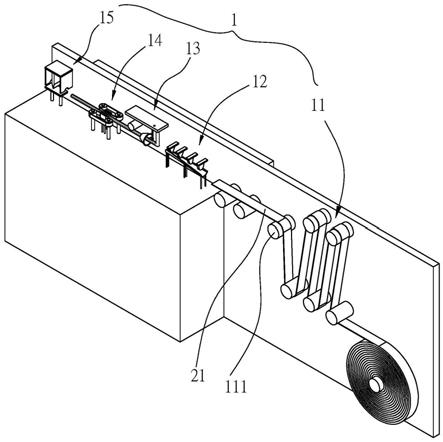
图1是本发明成形机的立体图。
[0018]
图2是本发明压纸装置的示意图。
[0019]
图3是本发明底板的示意图。
[0020]
图4是本发明纸料夹设于底板的夹缝的示意图。
[0021]
图5是本发明贴合装置的示意图。
[0022]
图6是本发明输送装置的示意图。
[0023]
图7是本发明裁切装置的示意图。
[0024]
图8是本发明纸料移动的侧面示意图。
[0025]
图9是本发明贴合装置的剖面示意图。
[0026]
图10是本发明刀纸料卷成管体的动作示意图。
[0027]
图11是本发明裁切装置的动作示意图。
[0028]
图12是本发明纸吸管的立体图。
[0029]
图13是本发明纸吸管的侧面图。
[0030]
图14是本发明纸料分层的示意图。
[0031]
图15是本发明凹部贴合的示意图。
[0032]
图16是本发明纸料切斜边的示意图。
[0033]
图17是本发明斜边贴合的示意图。
[0034]
图18是本发明纸料滚凹痕的示意图。
[0035]
图19是本发明凹痕贴合的示意图。
[0036]
附图标记说明:〔本发明〕1-成形机;11-进纸机;111-定准轮;12-压纸装置;121-第一压板;1211-弧形部;1212-滚珠;122-第二压板;1221-弧形部;1222-滚珠;123-第三压板;1231-弧形部;1232-滚珠;124-第四压板;1241-弧形部;1242-滚珠;125-底板;1251-夹缝;13-贴合装置;131-芯管;1310-进气管;1311-通风孔;132-热风管;133-成形孔;134-滚压轮;14-输送装置;140-输送轮;141-转轮;142-皮带;15-裁切装置;151-切刀;152-定位框;153-裁切台;154-感测器;2-吸管;20-尖头吸管;21-纸料;211-凹部;212-斜边;213-凹痕;22-管体;221-贴合部;2211-凸部;3-料桶。
具体实施方式
[0037]
首先,请参阅图1及图2所示,本发明涉及一种吸管成形机1及其制造方法,该成形机1系将纸料21由进纸机11往前输送至裁切装置15,其包括:一进纸机11,其具有复数个定准轮111,以进行该纸料21的整平、校准及拉紧;一压纸装置12,位于该进纸机11前方,能将拉伸的该纸料21两侧向上卷曲,其由第一压板121、第二压板122、第三压板123、第四压板124及一底板125构成,其中,该底板125位于每一压板下方,位于第一压板121、第二压板122、第三压板123及第四压板124都向下渐缩成弧形部1211、1221、1231、1241,且该弧形部1211、1221、1231、1241的变化,依序由后向前逐渐从半弧渐缩成圆弧,位于该弧形部1211、1221、1231、1241的底端都设有滚珠1212、1222、1232、1242,至于该底板125配合第一压板121、第二压板122、第三压板123及第四压板124的弧形部1211、1221、1231、1241的变化,请配合图3及图4所示,令该底板125由弧面向前翘起成球面,位于该底板125的两端边设有夹缝1251,供将纸料21定位前进,不会偏移。
[0038]
然后,请仍然参阅图1并配合图5-图7所示,一贴合装置13,设置在该压板装置12前方,能将该纸料21两侧叠合粘贴成管体22,其包括:芯管131、热风管132、成形孔133及滚压轮134,其中,该芯管131上设有复数个通气孔1311,并由进气管1310导入气体至芯管131内,位于芯管131上套装有成形孔133,而热风管132及滚压轮134则设置在芯管131上方;一输送
装置14,装设在该贴合装置13前方,其由两个转轮141结合皮带142形成一组输送轮140,并由两组输送轮141夹掣管体22两侧,以输送管体22;以及,一裁切装置15,位于该输送装置14前方,其具有一个以上的切刀151、一定位框152及一裁切台153,该切刀151位于该定位框152内,其能随着定位框152一起移动,而该裁切台153则位于定位框152下方,供将管体22在裁切台153进行定时定点切削成吸管2(图中未显示)。
[0039]
其次,请继续参阅图8所示,该成形机1系能将纸料21连续式输送,使纸料21由平面卷成管状并热压贴合为管体22,再进行裁切成吸管2,其操作方式系先将进纸机11上的纸料21拉伸至压板装置12上(请回顾图2所示),以进行压纸作业,使纸料21的两侧向中央卷合,以便进行纸料21的贴合,其凭借第一压板121、第二压板122、第三压板123及第四压板124底端的滚珠1212、1222、1232、1242来带动纸料21往前输送,使纸料21进入前方的贴合装置13。
[0040]
关于热风熔融压合作业,请仍然参阅图8并配合图9所示,该纸料21由压板装置12进入贴合装置13的芯管131,使纸料21两侧向上卷至顶面,在纸料21进入成形孔133前,先以热风管132向纸料21欲相叠处吹热气,以将纸料21表面的淋膜层热熔,再进入成形孔133,请再参阅图10所示,该成形孔133能使纸料21两侧相贴合而成管体22,且该管体22顶面具有贴合部221,接着,再利用滚压轮134将管体22的贴合部221辗压,使贴合部221能紧密粘结,此时,该进气管1310导入气体至芯管131内,使气体由芯管131上的复数个通气孔1311排出,令管体22不会粘着在芯管131上,同时运用滚压轮134向前转动的动力,使管体22持续向前方输送,其中,该滚压轮134具有高周波或超音波震荡,即能将经过该滚压轮134的管体22的贴合部221进行热压粘结。
[0041]
接着,请回顾图6并配合图9所示,当管体22进入输送装置14时,经由该输送装置14的两组输送轮140夹掣管体22两侧,即能凭借皮带142的移动,将管体22向前传输至裁切装置15的定位框152(请回顾图7所示),该定位框152能将管体22定位,且能运用切刀151进行移动式定时定点切削作业,即该定位框152可前后及上下移动,并在裁切台153上裁切管体22而形成吸管2,其中,该裁切装置15与输送装置14间可设置一感测器154,该感测器154与定位框152的线路连通,能将感测器154设定在管体22经过一定时间后,即启动定位框152带动切刀151进行切削,使吸管2的长度及切口一致,而具较佳的品质,并在裁切台152上裁断管体22而成吸管2,再由输送轮140持续将吸管2往前传输至料桶3内。
[0042]
其中,关于该切刀151的运用,请再参阅图11所示,该切刀15为平头状,其配合定位框152进行切削的时间设定,而能移动式定时定点裁切,以调整吸管2的长度,且使切口整齐一致,位于该切刀15旁可设置斜切刀155,使切刀15及斜切刀155轮流向下进行裁切,而能将管体22进行平切、斜切、平切、斜切的两种切法,以裁切出尖头吸管20(如图12所示)。
[0043]
运用本发明的成形机,进行纸吸管制作方法,请参下列步骤说明:
[0044]
a:进纸作业:先将纸料设置在进纸机上,并以定准轮进行该纸料的的整平、校准及拉紧;
[0045]
b:压纸作业:该纸料设置在压纸装置下方,使该纸料受压纸装置的每一压板抵掣,令该纸料两侧卷起且往前移动;
[0046]
c:热风熔融压合作业:该纸料经贴合装置的芯管时,利用热风管吹拂纸料两侧的欲相叠处,使该纸料表面的淋膜层热熔成胶状,再经过成形孔使纸料两侧相叠合,以形成管状并产生贴合部,并凭借滚压轮辗压该贴合部,而成形为管体;
[0047]
d:裁切作业:该管体经由输送装置输送至裁切装置,即能利用一个以上的切刀,采移动式切削将输送中的管体裁切,而成纸吸管或尖头纸吸管。
[0048]
接着,请仍然参阅图12并配合图13所示,该吸管2及尖头吸管20粘合时,于该贴合部221的内、外端都产生凸部2211,其密合度不佳,使用上较不顺畅,为了使吸管2及尖头吸管20具较佳的密合度,请再配合图14及图15所示,该纸料21为两层淋膜纸,于叠合时在两端边预留相反方向的凹部211,即一端为向上的凹部211,另一端为向下的凹部211,当将纸料21卷成管体22时,该两端的凹部211刚好相贴合,而具较佳的密合度;其次,请再参阅图16及图17所示,将该纸料21两端边的凹部211切削成两斜边212,当将该纸料21卷成管体22时,能使该两斜边212相贴合,而不会有凸出感;再者,请再参阅图18及图19所示,该纸料21的分层结构系下层长度大于上层,使两端边产生同方向的凹部211,再将其中一端边的凹部211滚压,产生一凹痕213,再将纸料21卷成管体22时,能使另一端边嵌入凹痕213,而令管体22平整光滑。
[0049]
综上所述,本发明所采用的结构看似简易,却突破传统纸吸管都为螺旋式卷纸、粘胶贴合的方法制作,而以热风将纸料表面热熔使两侧相叠处能贴合,或搭配高周波或超音波将贴合部热压粘合,使本发明完全无胶剂残留问题,尤其本发明建构成本低、制作快速,有效降低纸吸管的制造成本,解决长久以来纸吸管无法普遍化的问题,不仅具极佳的经济效益,更具环保减碳的效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1