用作瓦楞纸的箱板纸的高效生产的制作方法
1.本发明涉及用作瓦楞纸的箱板纸的生产方法。
背景技术:
2.中性亚硫酸盐半化学(nssc)制浆是一种古老的工艺,该工艺在纸浆领域是广为人知的并且正在世界各地的许多纸浆工厂中使用。使用nssc制浆的原因之一是产量高。
3.在nssc制浆中,蒸煮液包括:亚硫酸盐、比如na2so3或(nh4)2so3;以及碱、比如naoh或na2co3。“中性”是指nssc蒸煮液的ph值一般介于6与10之间。通常,蒸煮时间介于0.5小时与3小时之间并且蒸煮温度是160℃至185℃。nssc纸浆包括相对大量的残留木质素,比如15%至20%,这使得nssc纸浆变硬。nssc制浆是“半化学的”,因为nssc制浆(在化学(蒸煮步骤)之后)包括机械处理/磨制。
4.nssc纸浆例如用于生产箱板纸,该箱板纸随后被瓦楞化以形成瓦楞纸板的瓦楞纸。
5.使用nssc制浆方法的工厂的示例有:在瑞典(pm 6)和(pm4)的工厂;mondi swiecie s.a.在波兰swiecie(pm4)的工厂;mondi's(powerflute's)在芬兰koupio的工厂;stora enso oyj在芬兰heinola的工厂(heinola fluting mill);s.c.celrom s.a.在罗马尼亚drobeta的工厂;packaging corp.of america在美国filer city(pm1,pm2&pm3),tomahawk(pm2&pm4)和wallula(pm2)的工厂;ilim group在俄罗斯korjazma的工厂(pm1和pm3);permsky karton在俄罗斯perm的工厂(pm2);westrock在美国longview(pm10)和stevenson(pm1&pm2)的工厂;international paper在美国mansfield(pm2)和pine hill(pm2)的工厂;georgia
‑
pacific llc在美国big island(pm1和pm3)和cedar springs的工厂;cascades containerboard packaging在加拿大trenton的工厂;sappi在南非tugela的工厂(pm2);lake utopia paper在加拿大st.george的工厂;graphic packaging international在美国west monroe的工厂;greif bros corp在美国riverville的工厂;hood container corp在美国new johnsonville的工厂;以及sonoco在美国hartsville(pm10)的工厂。
6.ep3026173公开了由包括nssc纸浆的纸浆来生产具有增加的sct强度的箱板纸(用作瓦楞纸)的方法。根据该方法,由包括nssc纸浆的纸浆所形成的幅材在靴式压机中被挤压,在该靴式压机中线载荷为至少1200kn/m。
7.此外,在现有技术中普遍承认的是,当nssc纸浆经受更多精炼时,将被用作瓦楞纸的基于nssc的箱板纸的sct强度增加。作为示例,2015年在swiecie的pm4的改造涉及精炼系统的改造,以允许对nssc纸浆进行更多精炼,从而提高sct强度。出于同样的目的,billerud ab(现为ab)早在2005年就提高了位于瑞典的nssc工厂的精炼能力。powerflute的nssc工厂和stora enso的位于heinola的工厂分别在2010年和2011年改进了他们的精炼能力。
技术实现要素:
8.本公开的目的是提高ep3026173中公开的方法的效率,同时将产品的sct强度保持在高水平。
9.在本公开的上下文中,提高的效率可以是提高的能源效率(即生产一吨纸所消耗的能量减少)和/或更高的生产率(即通过用于该方法的造纸机可以生产更高量的纸)。
10.为满足上述目的,提供了一种生产箱板纸的方法,该箱板纸当根据iso9895:2008测量时具有37.0nm/g
‑
42.0nm/g的几何sct指数,该方法包括以下步骤:
11.‑
提供当根据iso 5267
‑
1:1999测量时具有15至19的schopper
‑
riegler(sr)值的纸浆,其中,纸浆的按干重计的至少70%是nssc纸浆;
12.‑
由纸浆形成幅材;
13.‑
在包括靴式压机的压机部段中对幅材进行压制,其中,靴式压机包括具有不连续凹槽的靴式压机带,以及,靴式压机中的线载荷在1400kn/m至2000kn/m的范围内;
14.‑
在干燥部段中对来自压机部段的幅材进行干燥以获得箱板纸。
15.该方法还可以描述如下:
16.生产当根据iso 9895:2008测量时具有37.0nm/g至42.0nm/g的几何sct指数的箱板纸的方法,该方法包括以下步骤:
17.‑
在包括流浆箱的成形部段中由纸浆形成幅材,其中,纸浆的按干重计的至少70%是nssc纸浆,以及其中,当根据iso 5267
‑
1:1999测量时,流浆箱中的纸浆具有15至19的schopper
‑
riegler(sr)值;
18.‑
在包括靴式压机的压机部段中对幅材进行压制,其中,靴式压机包括具有不连续凹槽的靴式压机带,以及靴式压机中的线载荷在1400kn/m至2000kn/m的范围内;
19.‑
在干燥部段中对来自压机部段的幅材进行干燥以获得箱板纸。
20.上述纸浆的schopper
‑
riegler值的范围(15
‑
19)反映了非常低的精炼程度,这意味着在造纸过程的该阶段能耗较低。本发明人还表明的是,精炼能量的减少导致在干燥部段中对由纸浆形成的纸幅进行干燥所需的能量更少(即更少的蒸气)。令人惊讶的是,本发明人已经发现的是,当根据本公开进行生产时,低精炼度与受损的sct强度无关。
21.关于在靴式压机中对幅材的压制,发明人已经发现将线载荷增加至1400kn/m或更高通常不会增加幅材的脱水,除非选择了正确类型的靴式压机带。然而,当选择了正确的带时,线载荷的这种增加有效地减少了在下游的干燥部段中对纸幅进行干燥所需要的蒸气量。
22.因此,本公开可以使基于nssc的箱板纸的生产更加节能,这是特别令人感兴趣的,因为nssc制浆工艺的产量如此之高以至于剩余的生物燃料(在回收锅炉中燃烧)不足以用于造纸工艺。因此,nssc工厂依赖于外部能源。如果nssc工厂没有与生产过剩生物燃料的相邻硫酸盐工厂整合,则可能需要使用化石燃料作为外部能源。这种非整合nssc工厂的示例是heinola fluting mill和powerflute mill。此外,许多造纸过程的速度受到干燥部段的干燥能力的限制。当生产更高克重的箱板纸时,这种限制是特别大的问题。通过在干燥部段中提供需要较少干燥能量的幅材,本公开允许在基于nssc的箱板纸的制造中实现更高的速度并且因此实现更高的生产率。
附图说明
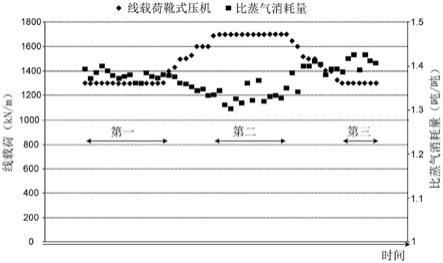
23.图1是示出在下文描述的本发明试验期间在干燥部段中靴式压机线载荷和所得的比蒸气消耗量(处于约8巴的中压蒸气)的图表。在第一阶段(“1
st”)和第三阶段(“3
rd”)期间,靴式压机线载荷为1300kn/m。在第二阶段(“2
nd”)期间,靴式压机线载荷为1700kn/m。
具体实施方式
24.因此,提供了生产具有37.0nm/g至42.0nm/g的几何sct指数的箱板纸的方法。箱板纸旨在用作瓦楞纸板中的瓦楞纸(即瓦楞原纸)。如本领域技术人员所理解的,该方法旨在用于全尺寸造纸机器,即适于每年生产至少50,000吨箱板纸,通常每年至少生产100,000吨箱板纸的机器。箱板纸的克重可以在100g/m2至240g/m2的范围内,比如110g/m2至240g/m2,比如120g/m2至240g/m2,比如120g/m2至200g/m2或者140g/m2至230g/m2,比如150g/m2至230g/m2。克重是根据iso 536:2012来测量的。
25.优选地,箱板纸的几何sct指数为38.0nm/g至42.0nm/g,比如38.0nm/g至41.0nm/g。
26.为了获得几何sct指数,首先使用根据iso 9895:2008所测量的短跨距压缩测试仪(sct)来对箱板纸在机器方向(md)和横向方向(cd)上的压缩强度进行测量。为了计算压缩强度指数,压缩强度(n/m)要除以克重。因此,sct指数的单位是nm/g。几何sct指数被计算为sct指数在md和cd上的乘积的平方根:
27.几何sct指数=√(sct指数(md)*sct指数(cd))。
28.压缩强度被认为在cd上比在md上是更重要的。在箱板纸的cd上的sct指数可以例如高于28nm/g,比如为至少29nm/g。sct指数的上限可以例如是32nm/g。
29.该方法包括以下步骤:
30.‑
提供当根据iso5267
‑
1:1999测量时具有15至19的schopper
‑
riegler(sr)值的纸浆,其中,纸浆的按干重计的至少70%是nssc纸浆。
31.在一个实施方式中,sr值为16至19。在另一实施方式中,sr值为15至18。
32.上面(以及权利要求中)提到的sr值是纸浆在流浆箱(流浆箱即使纸浆从该流浆箱流动到网部段的网上的室)中具有的sr值。为了获得该sr值,可以在nssc制浆工艺与流浆箱之间对本公开的纸浆进行精炼、比如lc精炼。
33.优选地,纸浆的按干重计的至少80%是nssc纸浆。在一个示例中,纸浆的按干重计的至少85%或88%是nssc纸浆。
34.nssc纸浆可以包括硬木nssc纸浆。优选地,nssc纸浆的按干重计的至少70%是硬木nssc纸浆、比如桦木nssc纸浆。在一个示例中,nssc纸浆的按干重计的至少80%是硬木nssc纸浆、比如桦木nssc纸浆。
35.现有技术中已经报道的是,需要相对低的nssc纸浆产量以获得强度的大幅增加。然而,示例部分中呈现的结果是使用相对高产量的nssc纸浆所获得的,更准确地说是约82%的产量。本公开的nssc纸浆的产量因此可以是75%至85%、优选是79%至85%、比如80%至84%。
36.纸浆除了包括nssc纸浆之外还可以包括回收纤维、废纸浆和/或碎屑(通常是瓦楞纸箱厂的碎屑)。上述lc精炼可以在与此类其他纤维混合之前或之后进行。
[0037]“nssc纸浆”是从“nssc制浆”中获得的,而“nssc制浆”又在背景部分中进行了限定。本公开的nssc纸浆可以例如是基于钠的nssc纸浆,这意味着nssc蒸煮的蒸煮液包括na2so3。
[0038]
该方法还包括以下步骤:
[0039]
‑
通常在网部段中,由纸浆(该纸浆具有15至19的sr值)形成幅材(如造纸中的常规的)。
[0040]
在该方法中,流浆箱稠度可以例如为0.50%至1.20%,比如0.80%至1.20%,比如0.90%至1.15%。当很大比例(例如至少80%)的nssc纸浆来自硬木时,更高的稠度是特别重要的。
[0041]
在一个实施方式中,流浆箱稠度为1.05%至1.20%,以及箱板纸的克重为140g/m2至240g/m2,比如140g/m2至240g/m2。
[0042]
该方法还包括以下步骤:
[0043]
‑
在包括靴式压机的压机部段中对幅材进行压制。
[0044]
靴式压机中的辊隙长度可以例如是200mm至330mm,比如250mm至300mm。靴式压机通常是双毡靴式压机。
[0045]
靴式压机包括具有不连续凹槽的靴式压机带。这种靴式压机带在商业上是可获得的。一个示例是valmet销售的blackbelt g dg。另一示例是valmet销售的valmet black belt h dg。靴式压机带中弹性体的硬度可以例如是93shore a至95shore a。
[0046]
靴式压机中的线载荷在1400kn/m至2000kn/m的范围内,优选在1500kn/m至2000kn/m的范围内,比如在1600kn/m至2000kn/m的范围内,比如在1600kn/m至1800kn/m的范围内。
[0047]
在靴式压机中,可以使幅材经受105kpa*s至280kpa*s、比如105kpa*s至190kpa*s、比如105kpa*s至135kpa*s的压力脉冲。当线载荷相对较高且幅材速度相对较低时(由于所生产的箱板纸的克重较高),获得最高的压力脉冲。
[0048]
压机部段可以包括布置在靴式压机上游的另一压机。另一压机通常是双毡式压机,并且可以例如是大型压机或靴式压机。另一压机的线载荷可以是100kn/m至300kn/m,比如150kn/m至250kn/m,特别是在大型压机的情况下更是如此。
[0049]
最后,该方法还包括以下步骤:
[0050]
‑
在干燥部段中对来自压机部段的幅材进行干燥以获得所述箱板纸。如上所述,本公开的方法有助于使干燥部段中的蒸气消耗量减少和/或以相对高的速度比如700m/min至850m/min或甚至750m/min至850m/min的速度进行生产。当实施本发明的方法时,干燥部段中的蒸气消耗量可以低至每吨纸1.20吨至1.35吨蒸气。这种蒸气通常是“中压蒸气”,“中压蒸气”是指具有6巴至11巴、比如6巴至0巴、通常为约8巴的压力的蒸气。
[0051]
示例
[0052]
第一参考试验
[0053]
在大约三个月的第一阶段,瑞典工厂中生产了各种克重的nssc箱板纸(旨在用于瓦楞纸)。生产数据呈现在表1中。纸浆是约90%的桦木nssc纸浆和约10%的牛皮纸浆的混合物。纸浆被精炼。所得的sr数呈现在表1中。压机部段具有两个双毡压区;首先是大型压机,并且然后是具有带盲孔的靴式压机带的靴式压机。大型压机的线载荷为180kn/m。
[0054]
在大约三个月的第二阶段,瑞典工厂中生产了相同克重的nssc箱板纸(旨在用于瓦楞纸)。生产数据呈现在表2中。同样,纸浆是约90%的桦木nssc纸浆和约10%的牛皮纸浆的混合物,并且纸浆经过精炼。所得的sr数呈现在表2中。除了使用了另一个靴式压机带之外,压机部段与第一阶段期间的相同。该新的靴式压机带具有不连续凹槽。凹槽的特征是:
[0055]
宽度:1.30mm;
[0056]
槽脊(land):1.80mm;
[0057]
深度:1.30mm;
[0058]
敞开区域:38%;
[0059]
空隙体积:460ml/m2。
[0060]
从表1和表2的数据来看,靴式压机带的改变似乎没有特别的影响。值得指出的是,尽管平均sr数略低于第一阶段,但在第二阶段期间,比蒸气消耗量并未减少。同样值得指出的是,在第二阶段期间,平均几何sct指数与第一阶段期间几乎相同。
[0061]
表1.第一参考试验,第一阶段(具有盲孔的靴式压机带)。“ssc”是指比蒸气消耗量。sr数是在线测量的。
[0062][0063][0064]
表2.第一参考试验,第二阶段(具有不连续凹槽的靴式压机带)。“ssc”是指比蒸气消耗量。sr数是在线测量的。
[0065][0066]
第二参考试验
[0067]
具有140g/m2的克重的nssc箱板纸(旨在用于瓦楞纸)是在瑞典工厂中生
产的。纸浆是约90%的桦木nssc纸浆和约10%的牛皮纸浆的混合物。纸浆被精炼。所得的sr数与其他生产数据一起呈现在表3中。压机部段具有两个双毡压区;首先是大型压机(线载荷=180kn/m),并且然后是具有带盲孔的靴式压机带的靴式压机。在大约28小时的第一阶段期间,靴式压机线载荷为1500kn/m。在大约34小时的第二阶段期间,靴式压机线载荷再次为1300kn/m。生产数据呈现在表3中。
[0068]
表3中的数据表明,1500kn/m的增加的线载荷并没有降低比蒸气消耗量。
[0069]
表3.第二参考试验(克重=140g/m2,具有盲孔的靴式压机带)。“ssc”是指比蒸气消耗量。sr数是在线测量的。
[0070][0071]
创造性试验
[0072]
具有160g/m2的克重的nssc箱板纸(旨在用于瓦楞纸)是在瑞典工厂中生产的。纸浆是约90%的桦木nssc纸浆和约10%的牛皮纸浆的混合物。纸浆被精炼。所得的sr数与其他生产数据一起呈现在表4中。压机部段具有两个双毡压区;首先是大型压机(线载荷=180kn/m),并且然后是靴式压机,该靴式压机具有靴式压机带,该靴式压机带具有不连续凹槽,所述凹槽具有上述第一参考试验中的特征。在大约2.5小时的第一阶段期间,靴式压机线载荷为1300kn/m。然后逐渐增加靴式压机线载荷并且在大约两小时的第二阶段期间,靴式压机线载荷为1700kn/m。然后逐渐降低靴式压机线载荷并且在大约一小时的第三阶段期间,靴式压机线载荷再次为1300kn/m。生产数据呈现在表4中(另见图1)。
[0073]
表4和图1中的数据表明,在具有不连续凹槽的靴式压机带的情况下,将线载荷增加为高于1300kn/m(例如增加至1700kn/m)会显着降低比蒸气消耗量。平均而言,1700kn/m时的比蒸气消耗量比1300kn/m时低5%。
[0074]
此外,第二阶段期间生产的箱板纸的平均几何sct指数为38.3nm/g。同期,横向方向上的sct指数为29.4nm/g。
[0075]
表4.创造性试验(克重=160g/m2,具有不连续凹槽的靴式压机带)。“ssc”是指比蒸气消耗量。sr数是在线测量的。
[0076]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1