多层纸模快速定型工艺的制作方法
多层纸模快速定型工艺
【技术领域】
1.本技术涉及纸模行业,尤其涉及多层纸模快速定型工艺。
背景技术:
2.现有的纸模定型工艺中,通过机械手将单个纸模胚放入定型设备内,定型设备对单个纸模胚进行烘干定型,烘干后的纸模再由机械手取出,纸模定型效率低。
技术实现要素:
3.为解决现有纸模定型工艺中,定型效率低的问题,提供一种多层纸模快速定型工艺。
4.本技术是通过以下技术方案实现的:
5.多层纸模快速定型工艺,步骤如下:
6.s1:在浆池中移出多个初步成型的纸模胚;
7.s2:将多个纸模胚分别移入依次层叠设置的由两相邻的定型压板的相对腔面形成的定型腔内;
8.s3:合模定型;
9.s4:开模;
10.s5:将干纸模移离定型腔。
11.如上所述的多层纸模快速定型工艺,在步骤s5中,将干纸模移离定型腔的同时,将纸模胚移入定型腔。
12.如上所述的多层纸模快速定型工艺,在步骤s3中,驱动多个在竖直方向上间隔设置的定型压板移动合模,在步骤s4中,驱动多个在竖直方向上间隔设置的定型压板移动开模。
13.如上所述的多层纸模快速定型工艺,在步骤s3中,驱动多个定型压板在竖直方向上移动依次合模,在步骤s4中,驱动多个定型压板在竖直方向上移动依次开模。
14.如上所述的多层纸模快速定型工艺,在步骤s4中,开模时,将干纸模吸附在定型腔的上侧。
15.如上所述的多层纸模快速定型工艺,在步骤s5中,将干纸模移离定型腔上侧时,将纸模胚放在定型腔下侧。
16.如上所述的多层纸模快速定型工艺,在步骤s1中,在浆池中逐一移出多个纸模胚后,将多个纸模胚同步移至定型腔一侧。
17.如上所述的多层纸模快速定型工艺,在步骤s5中,将多个干纸模逐一移离定型压板。
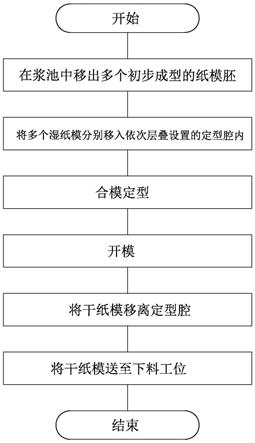
18.如上所述的多层纸模快速定型工艺,还包括步骤s6:将干纸模送至下料工位。
19.与现有技术相比,本发明具有如下优点:
20.1、本发明通过将多个纸模胚放入层叠设置的定型腔内,并驱动多个定型压板移动
合模定型,实现纸模胚的多层定型,有效提高纸模定型效率,提高生产效率。
21.2、优选地,在烘干纸模胚时,再次在浆池中移出多个纸模胚,并在移出干纸模的同时,将纸模胚放入定型压板,提高生产效率。
【附图说明】
22.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
23.图1为本技术多层纸模快速定型工艺的流程图;
24.图2为本技术多层纸模快速定型工艺中纸模定型设备的立体图。
【具体实施方式】
25.为了使本技术所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不用于限定本技术。
26.图1为多层纸模快速定型工艺的流程图,由图1可知,该多层纸模快速定型工艺,包括如下步骤:
27.s1:在浆池中移出多个初步成型的纸模胚;
28.s2:将多个纸模胚分别移入依次层叠设置的由两相邻的定型压板2的相对腔面形成的定型腔7内;
29.s3:合模定型;
30.s4:开模;
31.s5:将干纸模移离定型腔7
32.由图2可知,多个依次间隔设置的定型压板2形成多个定型腔7,其中,定型腔7层叠设置,移料机械臂(图中未标出)在浆池中移出多个初步成型的纸模胚,接着,移料机械臂将多个纸模胚分别移入多个定型腔7内,接着,动力机构(图中未标出)驱动多个定型压板2移动合模定型,定型完毕后,动力机构驱动多个定型压板2移动开模,最后,移料机械臂将干纸模移离定型腔7。
33.本工艺通过将多个纸模胚放入层叠设置的定型腔7内,并驱动多个定型压板2移动合模定型,实现纸模胚的多层定型,有效提高纸模定型效率,提高生产效率。
34.进一步地,作为本发明的优选实施方式而非限定,在步骤s3中,驱动多个定型压板在竖直方向上移动合模,在步骤s4中,驱动多个定型压板在竖直方向上移动开模。由图2可知,多个定型压板2在竖直方向上依次间隔分布形成定型腔7。此设置便于移料机械臂将纸模胚移入定型压板2或将干纸模移离定型压板2,提高生产效率。
35.当然,多个所述定型压板2还可以在水平方向上依次间隔设置。
36.进一步地,作为本发明的优选实施方式而非限定,在步骤s3中,驱动多个定型压板在竖直方向上移动依次合模,在步骤s4中,驱动多个定型压板在竖直方向上移动依次开模。
37.其中,在步骤s3中,多个定型压板2由下往上依次合模。由图可知,两相邻的定型压板2间连接有牵引绳(图中未标出)。当动力机构驱动多个定型压板2移动合模时,多个定型压板2由下往上依次合模。此合模步骤合理紧凑。
38.进一步地,作为本发明的优选实施方式而非限定,在步骤s4中,多个定型压板2由上往下依次开模。由图可知,两相邻的定型压板2间连接有牵引绳(图中未标出)。当动力机构驱动多个定型压板2移动开模时,多个定型压板2由上往下依次开模。此开模步骤合理紧凑。
39.进一步地,作为本发明的优选实施方式而非限定,在步骤s5中,将干纸模移离定型腔7的同时,将纸模胚移入定型腔7。其中,在多个定型压板2移动合模定型时,移料机械臂再次在浆池中移出多个纸模胚,并在多个定型压板2移动开模后,在将干纸模移离定型腔7的同时,将纸模胚移入定型腔7。此步骤,可进一步加快纸模胚与干纸模的转运速度,进一步提高生产效率。
40.进一步地,作为本发明的优选实施方式而非限定,开模时,将干纸模吸附在定型腔7的上侧。其中,定型压板2通过其上的负压孔(图中未标出)和抽风机(图中未标出)使干纸模吸附在定型压板2下侧,即吸附在定型腔7上侧。此步骤便于移出干纸模时,干纸模可快速落至移料机械臂上,加快干纸模的转运速度。
41.进一步地,作为本发明的优选实施方式而非限定,将干纸模移离定型腔7上侧时,将纸模胚放在定型腔7下侧。其中,移料机械臂进入定型腔7后,上移贴近干纸模,抽风机关闭,干纸模脱离定型压板2并吸附在移料机械臂上,接着,移料机械臂下移使纸模胚与定型压板2上侧接触,启动抽风机,使纸模胚吸附在定型压板2上并脱离移料机械臂。此步骤实现了干纸模的移离和纸模胚的放入,步骤简单、连贯。
42.进一步地,作为本发明的优选实施方式而非限定,移料机械臂逐一将多个定型腔7内的干纸模移出。此步骤有利于提高干纸模移动的稳定性。
43.进一步地,作为本发明的优选实施方式而非限定,还包括步骤s6:将干纸模送至下料工位。其中,移料机械臂将多个定型腔7内的干纸模移出后,移至浆池一侧,下料机械臂(图中未标出)将多个干纸模逐一移离移料机械臂并移送至下料工位,完成下料。
44.进一步地,作为本发明的优选实施方式而非限定,在步骤s1中,将纸模胚逐一移出浆池后,将多个纸模胚同步移至定型腔7一侧。其中,浆池中的纸模胚初步成型后,移料机械臂移至浆池一侧将浆池中的纸模胚逐一取出,接着将多个纸模胚同步移至定型腔7一侧,将多个纸模胚逐一移入定型腔7。此步骤实现多个纸模胚的同步移动,进一步提高纸模胚的转运速度,进一步提高生产效率。
45.应当理解的是,本技术中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本技术范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。此外,术语“圆心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
46.如上所述是结合具体内容提供的一种或多种实施方式,并不认定本技术的具体实施只局限于这些说明。凡与本技术的方法、结构等近似、雷同,或是对于本技术构思前提下做出若干技术推演,或替换都应当视为本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1