一种有色涤纶仿毛弹性纤维的制备工艺的制作方法
1.本发明涉及制备工艺,特别是涉及一种有色涤纶仿毛弹性纤维的制备工艺。
背景技术:
2.毛纺产品在服装用和工业用纺织品领域一直占据重要地位,但同时其缺点也日益显现,洗后干燥慢、色牢度不高、耐穿牢度差等方面的问题一直难以有效解决。近年来随着仿毛技术的不断进步,仿毛产品在外观、手感、舒适性等方面不断接近纯毛织物性能。而涤纶长丝作为仿毛纤维的重要原料,具有优良的力学性能、耐热性、尺寸稳定性、易洗快干性、抗静电性、抗起毛起球性等,某些性能甚至优于纯毛织物,因此研究涤纶仿毛具有非常重要的意义。
3.目前市面上的涤纶仿毛纤维虽已开发出多种风格品种,但仍普遍存在仿毛效果和手感上的不足。本发明通过采用异形截面喷丝板纺丝、前纺色母粒添加赋色以及创新的后道加工技术,研制出仿毛感强,色牢度高,并富有弹性的有色涤纶仿毛弹性纤维,是一种很有前景的环保功能纤维。
技术实现要素:
4.本发明主要是解决现有技术中存在的不足,提供一种制得的特种纤维具有优异的仿毛感和弹性,抗起毛起球,可用于有色仿毛弹性面料领域的一种有色涤纶仿毛弹性纤维的制备工艺。
5.本发明的上述技术问题主要是通过下述技术方案得以解决的:
6.一种有色涤纶仿毛弹性纤维的制备工艺,按以下步骤进行:
7.(一)、制备不同规格的poy丝:
8.(a)、将pet切片加入结晶干燥系统中进行预结晶干燥,结晶温度为140~150℃,干燥温度为145~155℃;
9.(b)、将所需的色母粒在干燥塔中进行干燥,干燥温度为130~150℃;
10.(c)、将预结晶干燥后的pet切片送入螺杆挤出机,同时在螺杆上方通过母粒机按比例注入干燥后的色母粒进行熔融挤压,再经过滤器过滤后得到有色纺丝熔体;
11.(d)、纺丝熔体通过计量泵计量后进入纺丝箱体,通过喷丝板喷出,形成初生长丝;将初生长丝进行侧吹风冷却、集束上油处理,再通过卷绕装置进行预网络、卷绕成型处理,得到有色涤纶预取向丝;根据纤维规格需要纺制一种或不同种规格的poy;
12.(二)、制备有色涤纶仿毛弹性纤维:
13.(e)、以上述两股有色poy为原丝经以下工艺流程得到有色涤纶仿毛弹性纤维;
14.(1)、制备有色poy1:
15.有色poy1
→
切丝器
→
预网络
→
零罗拉
→
第一热箱
→
冷却板
→
假捻器;
16.(2)、制备有色poy2:
17.有色poy2
→
切丝器
→
一罗拉
18.(3)、复合:
19.复合导丝器
→
二罗拉
→
辅助罗拉
→
第二热箱
→
三罗拉
→
上油辊
→
卷绕成型。
20.作为优选,步骤(b)中,所述螺杆挤出机设有五个加热区,各区加热温度分别为:一区260~264℃、二区265~268℃、三区269~274℃、四区275~281℃、五区282~286℃,所述螺杆挤出机的挤出压力为5~50mpa,滤后压力为1.0~20.0mpa;
21.步骤(b)中,过滤器为立式烛形过滤器,滤芯精度15~25μm,过滤面积为1.0~4.0m2。
22.作为优选,步骤(c)中,母粒机为注射式。
23.作为优选,步骤(d)中,喷丝微孔为变形三角形截面,喷丝板通过喷丝微孔将黏流态的高聚物熔体转变成中空截面状的细流,再冷却固化成丝;
24.步骤(d)中,侧吹风冷却处理的风速为0.1~1.0m/s,侧吹风风压为200~1000pa;
25.步骤(d)中,集束上油用油嘴为扁平油嘴,油嘴孔径为0.1~3.0mm,上油高度为1000~2000mm,采用的油剂浓度配比为8~20%;
26.步骤(d)中,预网络压力为0.01~0.20mpa;
27.步骤(d)中,牵伸卷绕装置包括用于牵伸定型的第一导丝辊、第二导丝,第一导丝辊的速度是2950~3050m/min,第二导辊的速度是3000-3100m/min,卷绕成型处理时,卷绕速度为2950~3050m/min。
28.作为优选,步骤(e)中,有色poy原丝按设定的不同丝路进入假捻v1000型改造变型机。第一热箱温度为170~200℃,第二热箱温度为120~150℃;
29.步骤(e)中,预网络压力为0.01~0.10mpa,主网络压力为0.20~0.40mpa。
30.本发明的有益效果是:
31.(1)有色poy原丝通过异形截面喷丝孔纺丝而成,其特有的变形三角形纤维截面使织物手感更蓬松、丰满、挺括。
32.(2)混纤工艺中,在poy的喂入零罗拉前增加预网络工序,有利于单丝之间达到更好的分散状态,减少相互缠绕,使纤维经过第一热箱拉伸后的蓬松效果更好。同时,在第二罗拉和第二热箱之间增加辅助罗拉,有利于使丝束更加蓬松,进而在空气网络时达到更充分的缠绕效果,形成更优的纤维网络,可使织物的手感更加柔软丰满。
33.(3)以两股poy为混纤原丝,通过巧妙的丝路设计和特定的加弹工艺,最终形成以poy+dty复合的涤纶仿毛弹性纤维,不仅较好地满足仿毛感和弹性要求,而且成本较低。
具体实施方式
34.下面通过实施例,对本发明的技术方案作进一步具体的说明。
35.实施例1:一种有色涤纶仿毛弹性纤维的制备工艺,按以下步骤进行:
36.(一)、制备不同规格的poy丝:
37.(a)、将pet切片加入结晶干燥系统中进行预结晶干燥,结晶温度为140~150℃,干燥温度为145~155℃;
38.(b)、将所需的色母粒在干燥塔中进行干燥,干燥温度为130~150℃;
39.(c)、将预结晶干燥后的pet切片送入螺杆挤出机,同时在螺杆上方通过母粒机按比例注入干燥后的色母粒进行熔融挤压,再经过滤器过滤后得到有色纺丝熔体;
40.(d)、纺丝熔体通过计量泵计量后进入纺丝箱体,通过喷丝板喷出,形成初生长丝;将初生长丝进行侧吹风冷却、集束上油处理,再通过卷绕装置进行预网络、卷绕成型处理,得到有色涤纶预取向丝;根据纤维规格需要纺制一种或不同种规格的poy;
41.(二)、制备有色涤纶仿毛弹性纤维:
42.(e)、以上述两股有色poy为原丝经以下工艺流程得到有色涤纶仿毛弹性纤维;
43.(1)、制备有色poy1:
44.有色poy1
→
切丝器
→
预网络
→
零罗拉
→
第一热箱
→
冷却板
→
假捻器;
45.(2)、制备有色poy2:
46.有色poy2
→
切丝器
→
一罗拉
47.(3)、复合:
48.复合导丝器
→
二罗拉
→
辅助罗拉
→
第二热箱
→
三罗拉
→
上油辊
→
卷绕成型。
49.步骤(b)中,所述螺杆挤出机设有五个加热区,各区加热温度分别为:一区260~264℃、二区265~268℃、三区269~274℃、四区275~281℃、五区282~286℃,所述螺杆挤出机的挤出压力为5~50mpa,滤后压力为1.0~20.0mpa;
50.步骤(b)中,过滤器为立式烛形过滤器,滤芯精度15~25μm,过滤面积为1.0~4.0m2。
51.步骤(c)中,母粒机为注射式。
52.步骤(d)中,喷丝微孔为变形三角形截面,喷丝板通过喷丝微孔将黏流态的高聚物熔体转变成中空截面状的细流,再冷却固化成丝;
53.步骤(d)中,侧吹风冷却处理的风速为0.1~1.0m/s,侧吹风风压为200~1000pa;
54.步骤(d)中,集束上油用油嘴为扁平油嘴,油嘴孔径为0.1~3.0mm,上油高度为1000~2000mm,采用的油剂浓度配比为8~20%;
55.步骤(d)中,预网络压力为0.01~0.20mpa;
56.步骤(d)中,牵伸卷绕装置包括用于牵伸定型的第一导丝辊、第二导丝,第一导丝辊的速度是2950~3050m/min,第二导辊的速度是3000-3100m/min,卷绕成型处理时,卷绕速度为2950~3050m/min。
57.步骤(e)中,有色poy原丝按设定的不同丝路进入假捻v1000型改造变型机。第一热箱温度为170~200℃,第二热箱温度为120~150℃;
58.步骤(e)中,预网络压力为0.01~0.10mpa,主网络压力为0.20~0.40mpa。
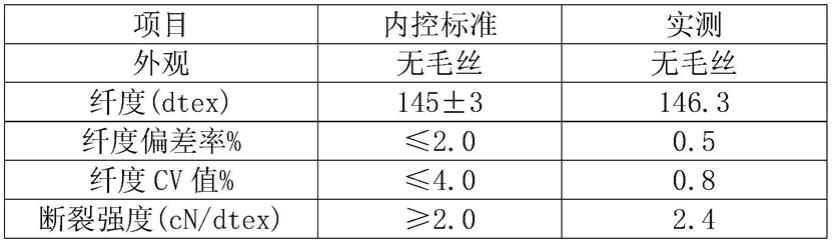
59.表1、表2分别为红色涤纶仿毛用poy1、poy2的性能指标。
60.[0061][0062]
表1
[0063][0064]
表2
[0065]
步骤(e)中,在poy1的喂入零罗拉前增加预网络,与poy2在二罗拉前的导丝器处形成并丝,经过二罗拉、辅助罗拉后进入第二热箱,通过调节第二热箱的定型温度,使poy1经热拉伸假捻后的变形丝形成一定的弹性作为弹力部分,同时降低poy2的热收缩率作为仿毛部分,复合后就制得了所需的红色涤纶仿毛弹性纤维。表3为红色涤纶仿毛弹性纤维的性能指标。
[0066]
[0067][0068]
表3
[0069]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1