一种特殊减薄镜片的制作方法
[0001]
本实用新型涉及光学镜片技术领域,尤其涉及一种特殊减薄镜片。
背景技术:
[0002]
根据评估,2050年全球近视人口将增加至50亿,全球二分之一人口会被近视问题困扰。由于折射率限制,镜片随着近视度数的增高而增厚,过厚的镜片存在不美观的问题。
技术实现要素:
[0003]
本申请提供了一种特殊减薄镜片,以解决现有技术中镜片偏厚、臃肿的问题。
[0004]
为了实现上述目的,本申请提供了一种特殊减薄镜片,包括:基底片,以及设置于所述基底片上的若干同心圆;
[0005]
沿着所述基底片的边缘至所述基底片的圆心方向,若干所述同心圆的曲率依次由大变小,基底片的厚度由厚变薄。
[0006]
可选地是,上述的特殊减薄镜片,若干所述同心圆的相邻纹路之间间距为0.3~0.7mm。
[0007]
可选地是,上述的特殊减薄镜片,若干所述同心圆的纹路个数为 50~125个。
[0008]
可选地是,上述的特殊减薄镜片,若干所述同心圆的相邻纹路之间间距为0.5mm,若干所述同心圆的纹路个数为80个。
[0009]
可选地是,上述的特殊减薄镜片,在所述基底片的外表面设置透镜层。
[0010]
可选地是,上述的特殊减薄镜片,所述透镜层由均匀分布的多个正六边型微型透镜组成,且相邻两个正六边形微型透镜之间通过边与边紧密连接。
[0011]
可选地是,上述的特殊减薄镜片,在所述透镜层的外表面依次设置复合薄膜层和防水层。
[0012]
可选地是,上述的特殊减薄镜片,还包括:设置于所述复合薄膜层和所述防水层之间的防紫外线层。
[0013]
可选地是,上述的特殊减薄镜片,所述基底片的折射率为1.56 或1.60或1.67或1.74。
[0014]
可选地是,上述的特殊减薄镜片,所述基底片为加硬亚克力基片或加硬mr-8基片或加硬mr-7基片或防蓝光树脂基片。
[0015]
本实用新型的有益效果是:
[0016]
本实用新型提供了一种特殊减薄镜片,通过在基底片上设置若干同心圆,且沿着基底片的边缘至圆心方向,若干同心圆的曲率依次由大变小,随着曲率的变小,基底片的厚度随之变薄,进而解决了现有技术中镜片过厚的问题,提高了镜片的美观性。
附图说明
[0017]
下面结合附图和实施例对实用新型进一步说明。
[0018]
图1为本实用新型的特殊减薄镜片的侧视图;
[0019]
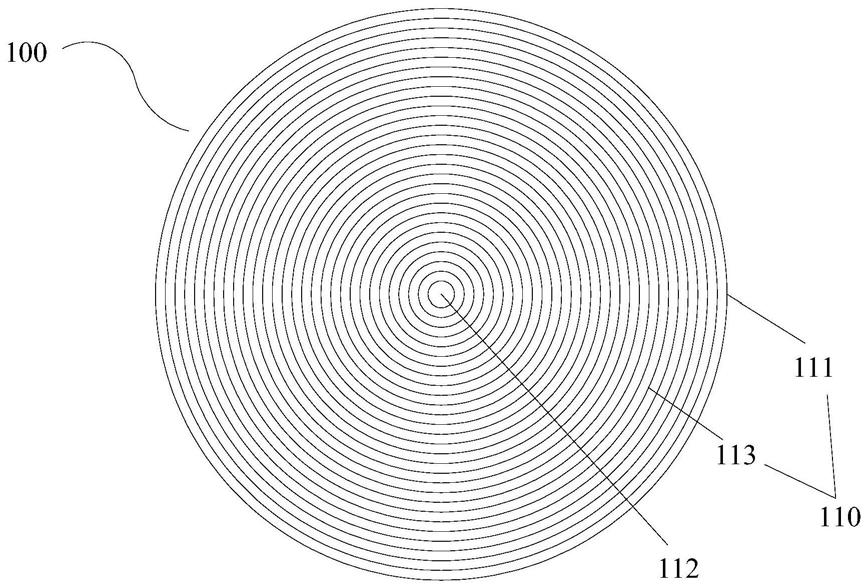
图2为本实用新型的特殊减薄镜片的正视图;
[0020]
图3为本实用新型的特殊减薄镜片的另一实施例的结构示意图;
[0021]
图4为本实用新型的特殊减薄镜片的透镜层的结构示意图;
[0022]
图5为本实用新型的特殊减薄镜片的另一实施例的结构示意图;
[0023]
图6为本实用新型的特殊减薄镜片的另一实施例的结构示意图;
具体实施方式
[0024]
现在结合附图对实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明实用新型的基本结构,因此其仅显示与实用新型有关的构成。
[0025]
在实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对实用新型的限制。
[0026]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0027]
在实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在实用新型中的具体含义。
[0028]
如图1和图2所示,本实用新型提供了一种特殊减薄镜片,一种特殊减薄镜片,包括:基底片100,以及设置于基底片100上的若干同心圆110;沿着基底片100的边缘111至基底片100的圆心112方向,若干同心圆110的曲率依次由大变小,基底片100的厚度由厚变薄。本实用新型提供了一种特殊减薄镜片,随着曲率的变小,基底片的厚度随之变薄,进而解决了现有技术中镜片过厚的问题,提高了镜片的美观性。
[0029]
如图2所示,本申请的一个实施例中,若干同心圆110的相邻纹路113之间间距为0.3~0.7mm。
[0030]
如图2所示,本申请的一个实施例中,若干同心圆110的纹路 113个数为50~125个。
[0031]
如图2所示,本申请的一个实施例中,若干同心圆110的相邻纹路113之间间距为0.5mm,若干同心圆110的纹路113个数为80个。
[0032]
如图3所示,本申请的一个实施例中,在基底片100的外表面设置透镜层200。
[0033]
如果基底片表面通过灌注单体浇注成型,则其前表面为曲面,光线照射在镜片前表面时,因镜片表面的透镜单元之间隙大,泄露了一部分光信息,降低了传输性能,这将会降低镜片的接收光面积以及综合的光透率,导致眼睛视物略微变暗,且成像不够清晰。为了
解决上述问题,本申请的一个实施例中,如图4所示,透镜层200由均匀分布的多个正六边型微型透镜210组成,且相邻两个正六边形微型透镜 210之间通过边与边紧密连接。优选地,整个基底片100的外表面全部被透镜层200覆盖;优选地,每个正六边形微型透镜210的周长为 1.3~1.8mm。本申请的正六边形拼接在弯曲的曲面时产生的缝隙最小,且视网膜黄斑凹中心处视锥细胞为正六边形,故阵列排列微型六边形透镜成像效果最好;在镜片外表面采用树酯热熔工艺,制作无数个紧密排列的正六边形微型透镜;光线照射在基底片100外表面紧密排列的正六边形微型透镜210时,由于透镜单元间隙小,受光面积大,大大提高传输性能,尽可能多的光线透过基底片100射入眼睛,提高了镜片的接收光面积和光透率,进而提高了镜片的成像分辨率,提高了视觉清晰度。
[0034]
如图5所示,本申请的一个实施例中,在透镜层200的外表面上依次设置复合薄膜层300和防水层400;复合薄膜层300用于增强基底片100的硬度和耐高温性能;防水层400用于增强基底片100的防水性能。本实用新型分别通过复合薄膜层300增强基底片100的硬度和耐高温性能;防水层400增强基底片100的防水性能,解决了现有技术中镜片不防水、易碎和容易被划伤的问题。
[0035]
如图6所示,本申请的一个实施例中,还包括:设置于复合薄膜层300和防水层400之间的防紫外线层500。
[0036]
本申请的一个实施例中,基底片100的折射率为1.56或1.60或 1.67或1.74。
[0037]
本申请的一个实施例中,基底片100为加硬亚克力基片或加硬 mr-8基片或加硬mr-7基片或防蓝光树脂基片。
[0038]
以上述依据实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1