用于车门的增材制造结构的制作方法
用于车门的增材制造结构
[0001]
相关应用的交叉引用
[0002]
本申请要求2018年6月6日提交的、题为“additively manufactured structures for doors in transport structures”的美国临时申请序列no.62/681,582和2019年6月4日提交的、题为“additively manufactured structures for doors in transport structures”的美国专利申请no.16/431,621的权益,所述申请通过引用明确地整体并入本文。
技术领域
[0003]
本公开总体上涉及车辆和运输机械中的增材制造的门。
背景技术:
[0004]
本公开提出了一种增材制造的门结构,其用于在车辆和其他运输机械中使用,比如汽车、火车、卡车、公共汽车、船只、海船、潜艇、飞行器、航天器等。车辆和其他运输机械中使用的传统门结构通常使用冲压、铸造或者渲染由多种材料构成的复合板件来制造。这些技术以及对门结构的必要增强或改进都很昂贵。当涉及工具时,这些技术不仅成本高且不灵活,而且还受到工具固有的尺寸和材料限制的约束。
[0005]
除了门板件本身,这些现代的门结构通常连接到始终复杂的部件和系统,从而需要新的或不同的结构和功能接口。抛开设计演变本身的复杂性不谈,对具有不同性能以适应新设计的新的且昂贵的制造设备的要求会带来额外的资本支出。
[0006]
简而言之,考虑到现有门结构和相关制造技术中固有的传统限制(包括工具和类似方法中的低效率),为试图克服这些障碍而必须征收的潜在过高的资本支出越来越不切实际。简而言之,需要开发不再被这些约束限制的灵活、坚固、安全和精通技术的门结构和相关部件。
技术实现要素:
[0007]
根据本公开的一个方面,一种门结构包括至少一个增材制造(am)部段,以及至少部分地通过粘合结合联接在一起的多个部段,其中所述am部段被优化以满足强度对重量的性能指标。
[0008]
根据本公开的另一方面,一种用于车辆或机械化组件的门包括多个增材制造(am)结构,其被构造为加强对应的多个模块化部段和多个功能部段。
[0009]
根据本公开的另一方面,一种用于制造用于车辆或机械化组件的门的方法包括:增材制造多个am部段;固化复合外部工具上的复合外部;在粘合固化期间,使用位于复合外部工具上的夹具夹持am部段以结合am部段;以及在另一粘合固化期间将多个am部段夹持到复合外部以将am部段结合到复合外部。
附图说明
[0010]
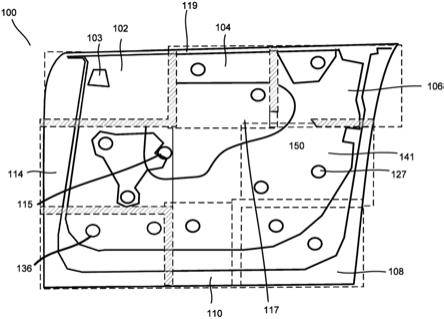
图1是根据本发明的示例性门结构的侧视图,其包括由该结构中的特定边界限定的各种am部段。
[0011]
图2是组装中的am门结构的示例图像。
[0012]
图3是示出组装图2的示例性门结构的各个步骤的概念性流程图。
具体实施方式
[0013]
本文公开了一种增材制造门结构的灵活系统。增材制造(“am”),即三维(“3-d”)打印,是一种非设计特定的制造工具,其消除了常见的设计限制,并赋予设计者几乎无限的设计自由度来制造新的门结构和相关的接口和连接。这种新的设计自由度可以以使用传统方法的总成本的一部分来执行,在传统方法中,设计自由度受到限制并且资本支出很大。
[0014]
本公开展示了一种am门结构以及用于构建和3-d打印该am门结构的示例性方法,其中,该结构和方法克服了传统的结构和技术。在本文中可互换地使用的“门”或“门结构”也可以包括门直接或间接地联接的单独的接口和连接器。本公开展示了一种用于在车辆中使用的am门结构。然而,本公开并不旨在限于客运车辆,而是包括任何个人或商业运输机械(有人驾驶或无人驾驶的),并且举例来说包括火车、公共汽车、船只、海船、潜艇、飞行器、航天器等。
[0015]
如上所述,传统的门结构是使用冲压、铸造、复合板件和工具来生产的。门结构的复杂性通常是由针对用于使门能够与必要的内部部件和系统对接的复杂连接的需要(例如为了实现其预期的功能)来驱动的。这种需求继而可以满足整个门结构的多个结构和功能要求中的一个。不同于传统系统(以及其他差异),本文描述的灵活系统使制造商能够生产门结构,而没有当前车辆制造商所面临的设计、工具和财政上的约束。
[0016]
am.增材制造(“3-d打印”)相对于传统制造技术提供了显著优势,因为它是非设计特定的。与用工具加工、铸造、冲压和其他技术不同,am可以用于构建各种具有不同材料密度、复杂内部结构(比如网格)以及几何形状的零件。当构建件大于基底或打印床时(随着打印床尺寸和用于3-d打印机的激光束数量逐渐增加,变得越来越不常见的现象),3-d打印机可以在一个通道中打印结构的一部分,然后在后续通道中打印其余结构。增材制造结构可以被优化,以满足特定的强度与重量的性能指标,同时保留任何必要的外部几何轮廓。am提供的设计自由度将为汽车制造商提供加工优化门结构的能力。
[0017]
am可以制造不能利用冲压来制造的更薄和更复杂的结构,在今天的汽车工业中,冲压通常被执行以用于门的制造。目前的包括pbf(粉末床熔融)、ded(直接能量沉积)和许多其他技术的am技术可以克服零件厚度和几何形状上的这些和其他限制。也可以采用各种3-d打印技术,其中一些可以与pbf和ded打印技术重叠。例如,这些技术包括立体光刻(sla)、数字光处理(dlp)、选择性激光烧结(sls)、选择性激光熔化(slm)、层压物体制造(lom)、粘合剂喷射(bj)、材料喷射(mj)等。本文可以使用这些基于am技术中的任何一种或更多种。
[0018]
本发明公开了一种am门结构。该结构可以被分解成多个功能驱动部段,以实施模块化组装。在一些实施例中,该方法将使用粘合结合来连接门结构的各个部段。根据门和板件的要求,各个部段之间的连结可以是单剪粘合结合、双剪粘合结合,或单剪粘合结合和双
剪粘合结合的混合。在一些实施例中,榫舌与凹槽连结可以提供部段之间的连接。部段之间的重叠部段和凸缘将限定粘合区域以形成连接。部段可以额外地具有用于粘合剂引入的粘合剂入口端口和粘合剂出口端口,以及在部段之间转移粘合剂以实现结合的通道。然而,这些部段还可以利用其他机械紧固方法来组装部段。机械加强件(例如,肋、结构网格等)可以设置在需要它们的区域中,并且这些机械加强件可以与所述部段共同打印或者单独地提供。
[0019]
此外,该结构可以集成用于包括防撞梁在内的所有内部接口和外部接口的安装点。在一些实施例中,防撞梁可以通过共同打印完全集成到一个(或更多个)部段中。在其他实施例中,防撞梁可以机械紧固或粘合结合到结构上。
[0020]
图1是示例性门结构100的侧视图,其包括通过结构100中由数字标号标记的特定边界限定的各种am部段。在某些部段之间穿过的虚线边界描述了部段之间的粘合结合/连接,其部分地由载荷要求来决定。
[0021]
门结构可以包括多个部段,所述多个部段被分解成多个功能驱动的子部段,以实现模块化组装。在一些实施例中,该方法可以使用粘合结合来连接门结构100的各个部段。所述部段将限定粘合区域以形成连接。部段可以额外地具有用于粘合剂引入的粘合剂入口端口和粘合剂出口端口,以及在部段之间转移粘合剂以实现结合的通道。例如,在一个实施例中,孔136可以包括用于粘合剂入口或出口的通道,例如,以将am门板件固接到门结构100的其余部分。然而,这些部段还可以利用其他机械紧固方法来组装部段。
[0022]
机械加强件(例如,肋、结构网格等)可以设置在需要它们的区域中,并且这些机械加强件可以与所述部段被共同打印或单独地设置。此外,该结构可以集成用于包括防撞梁在内的所有内部接口和外部接口的安装点。在一些实施例中,防撞梁可以通过共同打印完全集成到一个(或更多个)部段中。在其他实施例中,防撞梁可以机械紧固或粘合结合到结构上。下图描绘了一个示例性门结构,其具有由虚线边界界定的各种am部段。部段之间的虚线边界描绘了部段之间的粘合结合/连接,其由载荷要求来决定,如下面关于图1进一步描述的。
[0023]
参考图1,门结构100可以是整体或部分3-d打印的。在一个实施例中,整个门结构是3-d打印的,并且这样做是为了精确地匹配某些连接点的规格,并无缝地装配在车辆的主体中。可以在门安装结构的左上部上打印镜安装部段102,例如为驾驶员提供侧部视野。部段102本质上可以是模块化的,其具有被设计成接收侧部镜(未示出)的隔间103。附加硬件可以可选地用于这种连接,比如延伸穿过侧部镜的销,以固接侧部镜和镜安装部段。
[0024]
在该实施例中,模块化铰链部段114可以朝向车辆的中间侧前部定位。铰链部段114可以包括简单的间隙,其被设计成与车辆的主体上的模块化突起相接。可选地,铰链部段可以包括延伸到车辆的一个或更多个腔体中的多个3-d打印金属突起。该实施例中的铰链部段114需要具有足够的强度,以在风、速度、急转弯以及甚至车辆碰撞的最不利条件下维持门结构100与车辆的附接。
[0025]
部段115和117可以用于将门结构100的内部的各种模块化部段固接至其外部。替代地或附加地,部段115可以用作扶手,其中部段117上的铰链被构造成防止扶手不期望的向前运动。抓握把手部段104可以包括孔或者类似的保持硬件,标准车辆的抓握把手可以布置在该孔中。抓握把手是乘客可以抓握以用于支撑的把手,例如,在车辆涉及急转弯的事件
中或使乘客失去平衡的其它事件中。
[0026]
在许多门结构中,车辆可以有尺寸相当大的窗户存在。窗户的位置可以广泛地变化。在一些情况下,窗户在门结构100上方对齐,并且可以从上方联接到门结构。在一个实施例中,参照示例中的门结构100,窗户的下部部分可以安置在腔体119中。在另一个实施例中,在上述实施例中将各种内部元件固接到外部元件的部段115和117可以替代地或附加地包括用于保持窗户的部段,其中特征115用于将窗户固接到期望的开口。在该实施例中,窗户可以部分地由窗户部段117示出。其他实施例可能不需要窗户,至少是在商用车辆中发现的类型的窗户。
[0027]
内把手部段106可以包括用于固接到右门板件100的内部部分的内把手的空间。内把手部段106正下方的是闩锁部段141。在所示的实施例中,门结构100被分层为多个结构板件。与孔127接合的一组坚固的连接装置(未示出)可以被构造成附接到车辆框架或门结构100,并且可以用于提供标准闩锁机构以将门移动到打开位置或关闭位置中。在替代实施例中,孔可以用于将加强构件(例如,构件150)密封到使用本文所述技术的门结构100的外部框架。
[0028]
门结构100的下部部分108可以包括一个或更多个t形部段110。
[0029]
制造/组装。图2是处于组装中的am门结构的示例图像。在一个实施例中,在粘合固化期间,am结构的各个部段可以经由夹具202/206(具有可选的邻近夹具示出的销定位器)固定/夹持在一起。在一个实施例中,它们可以被夹持到复合门外部工具212。在该实施例中,复合门外部工具初始地用于固化复合外部结构214。在复合外部工具212上完成复合外部214的固化时,夹具202和206可以固接到角部am部段204和中部am部段208,以允许粘合剂在am部段之间固化。(am部段204和208代表3-d打印结构,用于与各种不同特征对接,并且用于例如促进车辆门框架的固化阶段)。在一些实施例中,随后或同时地,夹具可以将am部段夹持到复合外部214,以促进和完成它们之间的粘合结合。也就是说,am结构的部段可以经由夹具202/206夹持至复合外部214,而粘合剂在它们之间固化。复合工具和节点上的夹具和销定位器可以将am部段定位并夹持至彼此,以及定位并夹持至固化的外部表皮或复合外部214。一旦固化完成,夹具202/206可以被释放,以用于移除集成的组件以及邻近的销定位器。
[0030]
使用用于门结构的增材制造结构具有多个优点。这些结构可以包括复杂的自固定特征和接口,以能够实现门中的各种系统的连接。am结构可以包括紧固件、铰链、铰链附接件等,它们可以有利地与am门部段一起共同打印。这些特征可能需要在某些后处理操作(比如电泳涂装)之前进行密封。这些特征可能需要在电泳涂装过程期间进行封堵,以防止它们卡住。通过封堵它们,它们在组装期间仍然浮动(float),但在电泳涂装过程期间会根据防腐要求所规定的进行涂装。一旦组装完成,当特征处于正确位置时,所述特征可以通过粘合剂被锁定到合适的位置。这也可以应用于整个浮动紧固件方案,而不仅仅是门铰接件。这可以包括主体附接件、格栅等。由于am门结构的功能驱动部段提供的模块化,所述设计将允许升级的更新。例如,在部段被机械紧固的实施例中,与扬声器系统对接的部段可以被容易地移除,并且用新的扬声器系统进行更新。当其他系统需要更新时,可以在打印之前更新部段的cad,并且该cad可以打印以适应更新的系统,这与利用传统制造过程重新加工以制造更新的门结构相反。
[0031]
am部段可以提供更大的包装灵活性,以用于改善的美学外观,并可以容易地适应替代的外部门材料。传统系统受到拉伸的深度/铸造工具尺寸的限制。am提供的设计自由不受传统制造限制的束缚。目前,最大的拉伸深度是通过金属板或复合结构的超塑成形来实现的。
[0032]
这些结构也可以用于hvac(加热、通风、空气调节)系统。通道和导管可以与这些部段一起共同打印,以作为特征,用于引导空气通过门部段。这些部段可以附加地通过上述机械加强特征(例如,肋、结构网格等)来限定。另外,增材制造门部段增加了门部段的多功能性。此外,am门部段提供了实现多材料连接的能力,以制造具有高强度与重量比的门。可以在这些部段中有利地提供在电流不相容材料之间的隔离策略(如间隔件、密封剂、垫圈等),通过结合特征来确保不相容材料之间没有物理接触发生,同时仍然实现它们之间的连接。
[0033]
am还提供了一个平台来调整门结构的硬度和模态响应,以获得车辆运行期间的特定质量感觉。
[0034]
图3是示出组装图2的示例性门结构的各个步骤的概念性流程图300。在步骤302处开始,在粘合固化期间,am结构的各个部段经由夹具202/206(具有可选的邻近夹具示出的销定位器)固定/夹持在一起。
[0035]
在一个实施例中,在步骤304处,am部段可以被夹持到复合门外部工具212。复合门外部工具初始地用于固化复合外部结构214。在步骤306处,完成复合外部工具212上的复合外部214的固化时,夹具202和206可以固接到角部am部段204和中部am部段208,以允许粘合剂在am部段之间固化。
[0036]
在步骤308处,在一些实施例中,随后或同时地,夹具可以将am部段夹持到复合外部214,以促进和完成它们之间的粘合结合。也就是说,am结构的部段可以经由夹具202/206夹持至复合外部214,而粘合剂在它们之间固化。
[0037]
在步骤310处,一旦固化完成,夹具202/206可以被释放,以用于移除集成的组件以及邻近的销定位器。
[0038]
提供先前的描述是为了使所属领域的技术人员能够实践本文中所描述的各个方面。贯穿本公开内容给出的对示例性实施例的各种修改对于本领域技术人员来说是显而易见的,并且本文公开的概念可以应用于车辆以外的其它物体。因此,权利要求不旨在限于贯穿本公开内容给出的示例性实施例,而是与符合语言权利要求的全部范围相一致。贯穿本公开内容所描述的示例性实施例的元件的所有结构和功能等同物都是本领域普通技术人员已知的或以后将为本领域普通技术人员所公知的,旨在由权利要求书涵盖。此外,无论在权利要求中是否明确地叙述了这样的公开内容,本文所公开的内容都不旨在致力于公众。在35u.s.c
§
112(f)的条款或适用司法管辖权内的类似法律下,将不解释权利要求的要素,除非使用短语“用于
……
的机构”来清楚地叙述该要素,或者在方法权利要求的情况中,使用短语“用于
……
的步骤”来叙述该要素。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1