一种绝缘子球窝类金具加工工艺的制作方法
1.本发明涉及绝缘子金具加工技术领域,尤其涉及一种绝缘子球窝类金具加工工艺。
背景技术:
2.绝缘子在电力系统中应用广泛,而绝缘子金具是绝缘子的重要部件,绝缘子球窝类金具一般用于与球头类金具配套使用。
3.绝缘子球窝类金具主要包括压接部和球窝部,压接部开有用于与芯棒压接固定的压接孔,球窝部具有一个容纳绝缘子球头类金具的端部球头段的空心腔体,且该空心腔体通过侧部开口与外界连通,该空心腔体通过侧部开口与外界连通,且该空心腔体远离侧部开口的背面贯通设有一销孔,所述侧向开口包括两部分,宽度较窄的开口a用于容球头类金具的连接段通过,宽度较大的开口b用于容球头类金具的球头段通过。
4.传统的球窝类金具加工方法是分别在两台设备上通过装夹、机加工和二次装夹、二次机加工进行金具的侧向槽和球窝的成型进行加工,机加工操作人员劳动强度大,效率低,同时,两次装夹对机加工的精度也带来较大的影响,合格率通常在96%
‑
97%之间。
技术实现要素:
5.本发明要解决的技术问题是提供一种绝缘子球窝类金具加工工艺,解决传统加工工艺中机加工操作人员劳动强度大,效率低,加工精度低、投入成本高的问题。
6.为解决上述技术问题,本发明的技术方案为:一种绝缘子球窝类金具加工工艺,绝缘子球窝类金具包括压接部和固定在压接部一端的球窝部,球窝部正面开设有一u形槽,其特征在于:包括以下步骤:s1:装夹:将待加工绝缘子球窝类金具固定在绝缘子球窝类金具夹装工装上;s2:铣侧向槽:在机床上安装专用铣槽刀具,调节铣槽刀具的刀头对准待加工绝缘子球窝类金具的球窝部正面u形槽,启动机床并进刀铣洗,侧向槽铣洗结束并退刀;s3:铣内腔:在机床上安装球窝内腔成型刀具,调节转速为400
‑
500r/min;s3.1:铣底部内腔:将球窝内腔成型刀具对准侧向槽底端向内推进铣洗,底部内腔铣洗结束;s3.2:铣上部内腔:将球窝内腔成型刀具向远离压接部的方向直线移动铣洗,上部内腔铣洗结束,球形内腔铣洗结束并退刀;s4:销孔:在机床上安装销孔钻头,所述销孔钻头在靠近钻头顶端处两侧对称设置有倾斜三棱锥,且三棱锥的倾斜方向与钻头的朝向一致,调节销孔钻头转速为500
‑
600r/min,将销孔钻头对准待加工绝缘子球窝类金具的球窝部背面进刀铣洗,待销孔钻头的倾斜三棱锥完全没入球窝部背面时铣洗结束并退刀;s5:绝缘子球窝类金具成品加工完成。
7.进一步的,所述侧向槽包括竖槽和竖槽端部位于球窝部外表面的倒角,所述专用
铣槽刀具包括立铣刀和固定在立铣刀圆柱表面的角度铣刀,且立铣刀的圆柱表面和端面以及角度铣刀的表面均设有切削刀,将专用铣槽刀具安装在机床上,调节专用铣槽刀具的转速为400
‑
450r/min,将专用铣槽刀具水平设置,将待加工绝缘子球窝类金具设置在专用铣槽刀具的竖直下方,启动机床,将专用铣槽刀具的立铣刀圆柱表面的切削刀对准u形槽开口方向、专用铣槽刀具的角度铣刀与立铣刀的连接处对准u形槽开口远离压接部的端部竖直向下进行竖槽的铣洗,竖槽铣洗结束后调节专用铣槽刀具的转速为300
‑
350r/min,将专用铣槽刀具沿着水平方向朝u形槽开口接近压接部的端部进刀铣洗直至角度铣刀表面的切削刀刚好完全没入球窝部时停止铣洗,完成倒角的铣洗。
8.进一步的,所述绝缘子球窝类金具夹装工装包括矩形箱体、安装座和夹装装置,所述矩形箱体的底端固定在所述安装座上,所述夹装装置设置在矩形箱体的四角外侧;所述矩形箱体包括四个竖直设置的、互相垂直连接的矩形面板;所述夹装装置包括安装板、若干固定在安装板上的夹装组件和定位组件,所述安装板的竖直方向一侧部分重叠固定在矩形面板的一侧、另一侧向外延伸设置,安装板的延伸端位于竖直方向上分别开设有两个安装槽用于设置夹装组件,所述夹装组件包括安装板、固定夹头、活动夹头、固定板、定位组件、气缸、活塞杆和气缸阀门,所述固定夹头固定在安装槽内,所述固定板设置在靠近安装板的相邻矩形面板上,所述活动夹头设置在固定夹头远离固定板的一侧,所述气缸固定在相邻矩形面板上位于安装板与固定板之间,所述活塞杆与气缸连接设置,活动夹头与固定夹头的相对面上对称开设有两组用于插进绝缘子球窝类金具压接部的内凹形v形槽,活动夹头由一对互相平行设置的活塞杆穿过固定夹头、安装板与固定板连接,通过气缸驱动活塞杆将活动夹头往固定夹头处拉紧固定绝缘子球窝类金具压接部,所述气缸阀门与气缸连接固定在安装板顶面,所述定位组件设置在矩形面板上用于定位绝缘子球窝类金具。
9.进一步的,所述安装板在竖直方向上通过若干平行设置的直角板与相邻矩形面板支撑固定;所述定位组件包括定位板和定位杆,所述定位板固定在安装板上远离安装槽的一侧,所述定位杆的一端对准绝缘子球窝类金具压接部的底部、另一端垂直固定设置在定位杆的一侧;所述活动夹头通过可拆卸限位杆穿过固定夹头固定在安装板上,且限位杆位于活动夹头外的延伸端设置有限位螺母。
10.本发明的优点在于:1)本发明的绝缘子球窝类金具的夹装装置设置在矩形箱体的四角外侧,空间排布合理,方便后续加工,夹装装置的安装板上设有两个安装槽用于设置夹装组件,且夹装组件上设有两组用于插进绝缘子球窝类金具压接部的内凹形v形槽,可同时夹装16个待加工绝缘子球窝类金具进行球窝部的加工,本工艺的铣洗加工过程分成铣侧向槽、铣底部内腔、铣上部内腔和销孔四步进行,其中侧向槽包括竖槽和竖槽端部位于球窝部外表面的倒角,利用专用刀具进行侧向槽加工,直接去除零件侧向槽外端上因机加工产生的毛刺,既提高了生产效率,又能提高力学性能,本工艺的铣洗加工过程分成四步,可以提高球窝部的加工工件的稳定性,提高加工精度,保证绝缘子球窝类金具的生产质量,提高成产效率。
11.2)本发明中铣洗侧向槽期间,铣竖槽时的专用铣槽刀具转速为400
‑
450r/min,铣
倒角时的专用铣槽刀具转速为300
‑
350r/min,减少专用铣槽刀具的立铣刀和角度铣刀的磨损,降低投入成本,保证倒角、竖槽的加工精度。
附图说明
12.下面结合附图和具体实施方式对本发明作进一步详细的说明。
13.图1为本发明的一种绝缘子球窝类金具加工工艺的待加工绝缘子球窝类金具主视图。
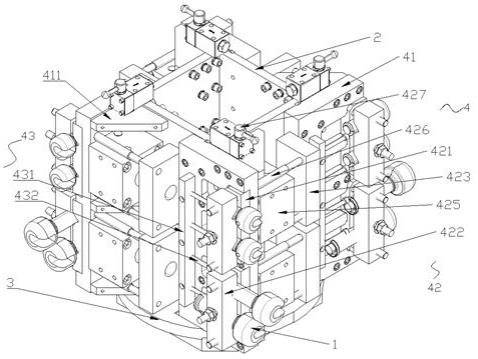
14.图2为本发明的一种绝缘子球窝类金具加工工艺的绝缘子球窝类金具夹装工装立体结构图。
15.图3
‑
1~图3
‑
3为本发明的一种绝缘子球窝类金具加工工艺的侧向槽铣洗过程的侧面剖视图。
16.图4
‑
1~4
‑
2为本发明的一种绝缘子球窝类金具加工工艺的球形内腔铣洗过程的侧面剖视图。
17.图5为本发明的一种绝缘子球窝类金具加工工艺的绝缘子球窝类金具成品结构图。
具体实施方式
18.如图1至图5所示的一种绝缘子球窝类金具加工工艺,包括以下步骤:s1:装夹:将待加工绝缘子球窝类金具固定在绝缘子球窝类金具夹装工装上。
19.待加工绝缘子球窝类金具1包括压接部11和固定在压接部一端的球窝部12,球窝部12正面开设有一u形槽。
20.绝缘子球窝类金具夹装工装,包括矩形箱体2、安装座3和夹装装置4,矩形箱体2的底端固定在安装座3上,夹装装置4设置在矩形箱体2的四角外侧。
21.矩形箱体2包括四个竖直设置的、互相垂直连接的矩形面板。
22.夹装装置4包括安装板41、若干固定在安装板上的夹装组件42和定位组件43。
23.安装板41为矩形结构,安装板41的竖直方向一侧部分重叠固定在矩形面板的一侧、另一侧向外延伸设置,安装板41在竖直方向上通过若干平行设置的直角板411与相邻矩形面板支撑固定。安装板41的延伸端位于竖直方向上分别开设有两个安装槽用于设置夹装组件42。
24.夹装组件42包括固定夹头421、活动夹头422、固定板423、定位组件424、气缸425、活塞杆426和气缸阀门427。
25.固定夹头421固定在安装槽内,固定板423设置在靠近安装板41的相邻矩形面板上,活动夹头422设置在固定夹头远离固定板的一侧,气缸425固定在相邻矩形面板上位于安装板41与固定板423之间,活塞杆426与气缸425连接设置,活动夹头422与固定夹头421的相对面上对称开设有两组用于插进待加工绝缘子球窝类金具压接部的内凹形v形槽,活动夹头422由一对互相平行设置的活塞杆426穿过固定夹头421、安装板41与固定板423连接,通过气缸425驱动活塞杆将活动夹头422往固定夹头421处拉紧固定待加工绝缘子球窝类金具压接部11,气缸阀门427与气缸425连接固定在安装板顶面。
26.定位组件43设置在矩形面板上用于定位待加工绝缘子球窝类金具1。
27.定位组件43包括定位板431和定位杆432,定位板431固定在安装板上远离安装槽的一侧,定位杆432的一端对准待加工绝缘子球窝类金具压接部的底部、另一端垂直固定设置在定位杆的一侧。
28.活动夹头422通过可拆卸限位杆穿过固定夹头固定在安装板上,且限位杆位于活动夹头外的延伸端设置有限位螺母。
29.s2:铣侧向槽:侧向槽5包括竖槽和竖槽端部位于球窝部外表面的倒角,专用铣槽刀具6包括立铣刀61和固定在立铣刀圆柱表面的角度铣刀62,且立铣刀的圆柱表面和端面以及角度铣刀的表面均设有切削刀。
30.s2.1:将专用铣槽刀具6安装在机床上,调节专用铣槽刀具6的转速为400r/min,将专用铣槽刀具6水平设置,将待加工绝缘子球窝类金具1设置在专用铣槽刀具6的竖直下方,启动机床,将专用铣槽刀具的立铣刀圆柱表面的切削刀对准u形槽开口方向、专用铣槽刀具的角度铣刀62与立铣刀61的连接处对准u形槽开口远离压接部的端部竖直向下进行竖槽的铣洗,竖槽铣洗结束。
31.s2.2:调节专用铣槽刀具6的转速为350r/min,将专用铣槽刀具6沿着水平方向朝u形槽开口接近压接部的端部进刀铣洗直至角度铣刀62表面的切削刀刚好完全没入球窝部时停止铣洗,完成倒角的铣洗,侧向槽5铣洗结束并退刀。
32.s3:铣内腔:在机床上安装球窝内腔成型刀具7,调节转速为400r/min。
33.s3.1:铣底部内腔:将球窝内腔成型刀具7对准侧向槽底端向内推进铣洗,底部内腔铣洗结束。
34.s3.2:铣上部内腔:将球窝内腔成型刀具7向远离压接部的方向直线移动铣洗,上部内腔铣洗结束,球形内腔8铣洗结束并退刀。
35.s4:销孔:在机床上安装销孔钻头,销孔钻头在靠近钻头顶端处两侧对称设置有倾斜三棱锥,且三棱锥的倾斜方向与钻头的朝向一致,调节销孔钻头转速为600r/min,将销孔钻头对准待加工绝缘子球窝类金具的球窝部背面进刀铣洗,待销孔钻头的倾斜三棱锥完全没入球窝部背面时销孔9铣洗结束并退刀。
36.s5:绝缘子球窝类金具成品10加工完成。
37.表1为采用本发明的工艺以及传统工艺加工相同数量的产品的对比表: 产品加工时间/100个产品加工所需的设备台数产品加工后的合格率/100个本工艺8199.5传统工艺8.5398
表1由表1可以看出,本发明的工艺相对于传统工艺所加工的不同规格的产品所需的时间以及加工产品的合格率都有明显提升。
38.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1