一种单面H型点焊钳的制作方法
一种单面h型点焊钳
技术领域
1.本实用新型属于焊接设备技术领域,具体是涉及一种单面h型点焊钳。能利用电流通过工件及其接触面间产生的电阻热使接触面局部熔化,并在压力的作用下完成焊接,而且比传统的焊接范围更加广泛。
背景技术:
2.焊接是一种用于牢固连接金属的重要且普遍的加工工艺,点焊焊接作为其中的一种,在制造工业中应用甚广。通过加紧两块金属,并在很小的接触面内瞬间通过大电流,熔化并融合两块金属,冷却后起到固连的效果。点焊过程不会伤及工件的内部结构,且无需加入其它焊接材料。
3.单面点焊技术作为普通压力点焊的一种特殊形式,既能满足普通点焊的原理要求,又有自己的特点,既可以普通点焊情况下能够保证一定的连接强度,又可以焊接双面点焊无法焊接的工件。
4.国内车辆制造、模具制造等制造加工行业对于点焊焊接设备的自动化要求越来越高,工件的类型也越来越多,所需要的点焊钳也就各不相同,这也将是点焊钳未来的发展趋势。
技术实现要素:
5.本实用新型的目的是提供一种单面h型点焊钳,具有节省成本,结构简单,操作方便,效率高,应用范围广,质量有保证。
6.本实用新型技术方案如下:一种单面h型点焊钳,包括活动电极组件、电极臂组件、固定支架组件、硬连接组件、和变压器组件;其中,所述固定支架组件通过尾座法兰安装在机器人上;所述变压器组件、活动电极组件和电极臂组件安装在所述固定支架组件上,所述硬连接组件与所述活动电极组件和电极臂组件相连接,所述变压器组件安装在所述硬连接组件上。
7.进一步地,所述活动电极组件包括活动电极杆、活动电极夹头、第一压紧块和气缸连接座;所述电极臂组件包括电极臂、电极臂端面铜带、电极臂连接块、氮气缸连接座、氮气缸、氮气缸固定座和第二夹紧块;所述固定支架组件包括底板、侧板、变压器安装板、气伺服模块安装板、气缸和滑块;所述硬连接组件包括第一过水板、第二过水板、第三过水板、第四过水板、第一活动铜带和第二活动铜带;所述变压器组件包括变压器、正极固定块、负极固定块、和总进出水块。
8.进一步地,所述的电极臂组件是由所述电极臂端面铜带安装在所述电极臂上,所述电极臂通过所述第二夹紧块安装在所述电极臂连接块上,所述电极臂连接块安装在所述氮气缸连接座上,所述氮气缸连接座用于安装和固定所述氮气缸和氮气缸固定座,所述氮气缸固定座上安装有保护罩,用于保护所述氮气缸及所述滑轨、滑块。所述氮气缸相当于一个缓冲装置,当压缩它时会得到一个比较恒定的反作用力。焊接时,与所述氮气缸相连接的
电极头先接触焊接板材表面,然后机器人带动整个焊钳下压,这时所述氮气缸会压缩一段距离,然后另外一个电极头在气缸的驱动下,压向焊接板材,然后通电焊接。由于常规的点焊是两个电极头分别位于需要焊接板件的两边,而本实用新型的技术方案采用的是两个电极头位于需要焊接板件的同一面,因此本实用新型是一种单面h型点焊钳。
9.进一步地,所述活动电极组件是由所述活动电极夹头安装在所述气缸连接座上,所述活动电极杆通过所述第一夹紧块安装在所述活动电极夹头上。
10.进一步地,所述固定支架组件上安装有滑轨、滑块和气缸,所述气缸安装在所述气缸连接座上,所述气缸连接座安装在所述滑块上,用于辅助所述活动电极组件的支撑导向。
11.进一步地,所述氮气缸连接座安装在所述氮气缸上,所述氮气缸安装在所述氮气缸固定座上,用于辅助电极臂的位置调节。
12.进一步地,所述固定支架组件是由所述侧板分别安装在所述底板两侧,所述变压器安装板安装在侧板上,所述气伺服模块安装板安装在所述变压器安装板上,所述气伺服模块安装板上安装有所述气伺服模块;所述底板上安装有筋板,所述筋板与所述侧板相连接,所述气缸垫板也安装在所述底板上,所述气缸通过所述气缸垫板也安装在所述底板上,所述尾座法兰安装在所述侧板上,所述底板上安装有接近开关安装块,接近开关安装在所述接近开关安装块上,用于辅助活动电极组件的缩回检测。
13.进一步地,所述筋板上安装有修磨限位板,用于辅助电极帽修磨的支撑定位。
14.进一步地,所述正极固定块和负极固定块分别安装在所述变压器的正负极上,所述第一过水板安装在所述正极固定块上,所述第一过水板通过所述第一活动铜带与所述第三过水板相连接,所述第三过水板安装在所述电极臂组件上,所述第二过水板通过所述第二活动铜带与所述负极固定块相连接,所述第二过水板安装在所述第四过水板上,所述第四过水板安装在所述活动电极组件上。
15.进一步地,所述点焊钳设有总进出水块,所述总进出水块通过垫板安装在所述固定支架组件上,所述总进出水块上安装有多个总进出水接头。
16.本实用新型的有益效果在于,
17.1、结构紧凑,维修方便,体积小,大大降低了工人的劳动强度和很大程度上节约了能耗。
18.2、单面点焊钳的电极臂和电极杆采用优质铬锆铜c18015、c18000,保证了焊接性能的稳定性和焊机的使用寿命及电极臂的强度。
19.3、单面点焊钳气路系统通径大,再配以进口气动元件,使焊钳动作快捷,提高了生产效率。
20.4、焊接时,加热时间短,热量集中,无电弧、无火花飞溅、无焊渣、无熔焊堆积、焊件无热变形。加之焊机创新后,气路系统通径增大,因此不仅焊接生产率高,而且能耗低,焊件外观美,质量好。
21.5、焊接是利用电阻热与机械力的恰当配合完成的,所以能获得焊件焊核的高强度优质焊点。
22.6、由于焊接过程简单,又不需要填充材料和溶剂、也不需要保护气体,所以成本低。
23.7、由于焊件焊点的电流密度高,温度也高,因此通过焊机控制器精确控制通电时
间后,使焊点得到重复性好的熔核尺寸,所以能适应多类同种或异种金属及镀层钢板的焊接。
24.8、单面点焊钳是通过焊机控制器改变晶闸管导通角来进行热量调节的,因而易于实现机械化及自动化,所以可与机器人匹配,进行全自动化焊接操作。
附图说明
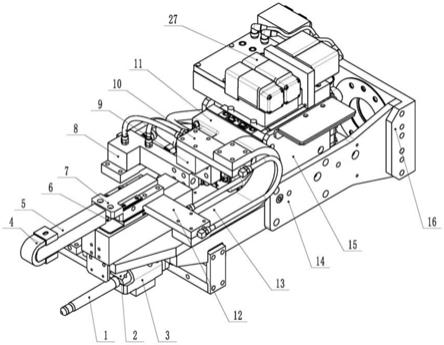
25.图1是本实用新型实施例的单面h型点焊钳的立体视图。
26.图2是本实用新型实施例的单面h型点焊钳的另一立体视图。
27.图3是本实用新型实施例的单面h型点焊钳的前视图。
28.图4是图3中沿a
‑
a面的剖视图。
29.图中,1、活动电极杆;2、第一夹紧块;3、活动电极杆夹头;4、电极臂端面铜带;5、为电极臂;6、第二夹紧块;7、电极臂连接块;8、负极固定块;9、正极固定块;10、第一过水板;11、变压器;12、第三过水板;13、第一活动铜带;14、侧板;15、变压器安装板;16、尾座法兰;17、第四过水板;18、第二过水板;19、第二活动铜带;20、底板;21、气缸连接座;22、接近开关安装块;23、修磨限位板;24、筋板;25、气缸;26、气缸垫板;27、总进出水块;28、气伺服模块;29、氮气缸连接座;30、氮气缸;31、氮气缸固定座;32、保护罩;33、滑块;34、滑轨;35、气伺服模块安装板。
具体实施方式
30.下面结合附图与实施例对本实用新型的技术方案进行详细的说明。
31.如图1、图2、图3和图4所示,一种单面h型点焊钳,包括活动电极组件、电极臂组件、固定支架组件、硬连接组件、和变压器组件;其中,所述固定支架组件通过尾座法兰安装在机器人上;所述变压器组件、活动电极组件和电极臂组件安装在所述固定支架组件上,所述硬连接组件与所述活动电极组件和电极臂组件相连接,所述变压器组件安装在所述硬连接组件上。
32.进一步地,所述活动电极组件包括活动电极杆(1)、活动电极夹头(1)、第一压紧块(2)和气缸连接座(21);所述电极臂组件包括电极臂(5)、电极臂端面铜带(4)、电极臂连接块(7)、氮气缸连接座(29)、氮气缸(30)、氮气缸固定座(31)和第二夹紧块(6);所述固定支架组件包括底板(20)、侧板(14)、变压器安装板(15)、气伺服模块安装板(35)、气缸(25)和滑块(33);所述硬连接组件包括第一过水板(10)、第二过水板(18)、第三过水板(12)、第四过水板(17)、第一活动铜带(13)和第二活动铜带(19);所述变压器组件包括变压器(11)、正极固定块(9)、负极固定块(8)、和总进出水块(27)。
33.进一步地,所述活动电极组件是由所述活动电极夹头(3)安装在所述气缸连接座(21)上,所述活动电极杆(1)通过所述第一夹紧块(2)安装在所述活动电极夹头上。
34.进一步地,所述固定支架组件上安装有滑轨(34)、滑块(33)和气缸(25),所述气缸安装在所述气缸连接座(21)上,所述气缸连接座(21)安装在所述滑块(33)上,用于辅助所述活动电极组件的支撑导向。
35.进一步地,所述的电极臂组件是由所述电极臂端面铜带(4)安装在所述电极臂(5)上,所述电极臂通过所述第二夹紧块(6)安装在所述电极臂连接块(7)上,所述电极臂连接
块(7)安装在所述氮气缸连接座(29)上,所述氮气缸连接座用于安装和固定所述氮气缸(30)和氮气缸固定座(31),所述氮气缸固定座上安装有保护罩(32),用于保护所述氮气缸及所述滑轨、滑块。
36.进一步地,所述氮气缸连接座安装在所述氮气缸上,所述氮气缸安装在所述氮气缸固定座上,用于辅助电极臂的位置调节。
37.进一步地,所述固定支架组件是由所述侧板(14)分别安装在所述底板(20)两侧,所述变压器安装板(15)安装在侧板上,所述气伺服模块安装板(35)安装在所述变压器安装板上,所述气伺服模块安装板上安装有所述气伺服模块(28);所述底板上安装有筋板(24),所述筋板与所述侧板相连接,所述气缸垫板(26)也安装在所述底板上,所述气缸通过所述气缸垫板也安装在所述底板上,所述尾座法兰安装在所述侧板上,所述底板上安装有接近开关安装块(22),接近开关安装在所述接近开关安装块(22)上,用于辅助活动电极组件的缩回检测。
38.进一步地,所述筋板上安装有修磨限位板(23),用于辅助电极帽修磨的支撑定位。
39.进一步地,所述正极固定块(9)和负极固定块(8)分别安装在所述变压器(11)的正负极上,所述第一过水板(10)安装在所述正极固定块上,所述第一过水板通过所述第一活动铜带(13)与所述第三过水板(12)相连接,所述第三过水板安装在所述电极臂组件上,所述第二过水板(18)通过所述第二活动铜带(19)与所述负极固定块(8)相连接,所述第二过水板(18)安装在所述第四过水板(17)上,所述第四过水板安装在所述活动电极组件上。
40.进一步地,所述点焊钳设有总进出水块(27),所述总进出水块通过垫板安装在所述固定支架组件上,所述总进出水块上安装有多个总进出水接头。
41.以上的描述仅仅涉及本实用新型的一些具体实施方式,任何本领域的技术人员基于本实用新型的精神所做的替换或改进均应为本实用新型的保护范围所涵盖,本实用新型的保护范围应以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1