锥体制作模具的制作方法
[0001]
本实用新型涉及锥体制作模具。
背景技术:
[0002]
目前,各种机器或设备上需要的零件种类很多,尤其是锥体类零件的需求量较大。现有技术中,一般采用将锥体展开方样线为加工基准线进行加工,按基准线依次排列从外边缘向分中线靠近的形式生产锥体零件,但是这样的加工方式存在着费时费工、劳动强度大、产品精度低和加工效率低的缺陷,尤其是锥体上口直径小,下口直径大的特点造成加工难度增大,而且,圆弧和上下口直径达不到质量要求,就会导致二次加工,从而增加生产成本。
[0003]
现有技术中提出专利号2007201987054公开了圆锥体钢板模具,包括上模具和下模具,上模具上设置有凸出的圆锥体冲头,下模具上设置有与该圆锥体冲头配合实用的的圆锥体冲模。以上述专利文件为代表的现有技术,在实际使用过程中,存在以下不足之处 :上下模具冲压对正不方便,冲头冲压的速度较快,在接触到放置在下模具上的待冲压钢板的时候,将会使待冲压钢板在冲模内发生移位,导致冲压失败。
技术实现要素:
[0004]
为了解决以上技术问题,本实用新型提供锥体制作模具,包括上模具和下模具,上模具底面设凸出的锥体冲头,下模具上设有与该冲头匹配的锥体冲模,沿冲模的边设限位腔,限位腔位于下模具上,限位腔内设弹簧,限位块与弹簧固定连接;限位块尾部两端设挡块,限位腔开口处设固定板;挡块位于固定板下端;锥体冲模的两端设限位板;锥体冲模上设排气孔。
[0005]
进一步的,限位块内侧面的边与锥体冲模的边贴合。
[0006]
进一步的,限位板内侧面与锥体冲头的两端的端面贴合。
[0007]
进一步的,排气孔从锥体冲模内壁横向延升出下模具。
[0008]
本实用新型通过限位块和限位板将钢板限位在模具内,避免发生移位,提高冲压成型率,通过排气孔将向下冲压钢板时,钢板与下模具贴合时产生的气体排出,进一步避免移位。
附图说明
[0009]
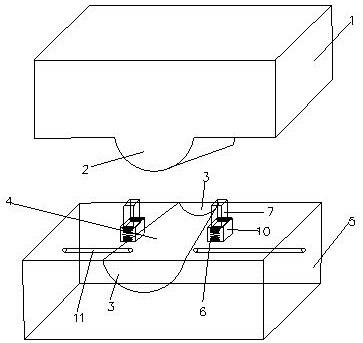
图1为本实用新型结构示意图。
[0010]
图2为本实用新型限位块安装示意图。
[0011]
图中,1. 上模具,2. 冲头,3. 限位板,4. 冲模,5. 下模具,6. 弹簧,7. 限位块,8. 固定板,9. 挡块,10. 限位腔,11. 排气孔。
具体实施方式
[0012]
如图1和2所示,锥体制作模具,包括上模具1和下模具5,上模具1底面设凸出的锥体冲头2,下模具5上设有与该冲头2匹配的锥体冲模4,沿冲模4的边设限位腔10,限位腔10位于下模具5上,限位腔10内设弹簧6,限位块7与弹簧6固定连接;限位块7尾部两端设挡块9,限位腔10开口处设固定板8;挡块9位于固定板8下端;锥体冲模4的两端设限位板3;锥体冲模4上设排气孔11。
[0013]
限位块7内侧面的边与锥体冲模4的边贴合,限位板3内侧面与锥体冲头2的两端的端面贴合,保证钢板不产生移位。
[0014]
排气孔11从锥体冲模4内壁横向延升出下模具5,进一步确保钢板不产生移位,提高成型效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1