一种用于曲柄上加工曲柄销孔的U钻夹具的制作方法
一种用于曲柄上加工曲柄销孔的u钻夹具
技术领域
[0001]
本实用新型涉及钻床夹具领域,具体涉及一种用于曲轴上加工曲柄销孔的u钻夹具。
背景技术:
[0002]
曲轴总成是发动机内的关键零部件。一种曲轴主要由左曲柄、右曲柄、曲柄销组成一个完整的曲轴,左曲柄、右曲柄分别通过曲柄销孔与曲柄销配合连接。因此在曲柄上需要加工曲柄销孔,通常是采用u钻钻铣成型。在钻铣加工中需要用到夹具,现有的夹具是在钻床上设置曲柄定位座,再用压块压紧曲柄。但对于不同型号的曲柄其定位轴的大小不同,且曲柄销孔与定位轴的偏心距也不同,因此更换不同产品就要更换不同的定位座,由于定位座体积庞大,更换操作不便,且成本高昂。
技术实现要素:
[0003]
针对上述现有技术中的不足之处,本实用新型提供一种用于曲轴上加工曲柄销孔的u钻夹具,其提高了夹具更换效率,且节约了夹具更换成本。
[0004]
为了达到上述目的,本实用新型采用了以下技术方案:
[0005]
一种用于曲柄上加工曲柄销孔的u钻夹具,其特征在于:包括滑块底座、u钻滑块、平移压块、旋转压块,其中所述滑块底座上具有限位所述u钻滑块的限位槽,所述u钻滑块位于所述限位槽内,且所述滑块底座上还设置有定位所述u钻滑块的定位销,所述u钻滑块与滑块底座可拆卸连接,所述滑块底座的中部具有腰型孔,所述u钻滑块上具有轴定位孔和避让槽,所述轴定位孔位于所述腰型孔的空腔上方,所述平移压块和旋转压块分别位于所述u钻滑块的前部和后部的上方,将待加工曲柄压紧在所述u钻滑块上。
[0006]
进一步地,所述滑块底座上还具有用于定位在钻床上的定位销孔。
[0007]
进一步地,所述平移压块的数量为两个,分别从曲柄的左右两侧压紧曲柄,所述平移压块后部具有连接平移驱动装置的螺钉孔,所述平移驱动装置包括设置钻床上的气缸及导轨滑块机构。
[0008]
进一步地,所述旋转压块连接有旋压气缸,所述旋压气缸设置在钻床上。
[0009]
本实用新型的有益效果包括:降低了新产品加工的成本,提高了夹具的更换效率,减小了夹具占用空间。
附图说明
[0010]
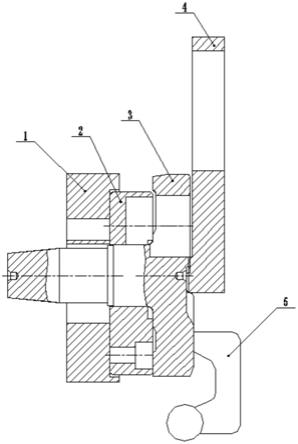
图1是本实用新型的结构示意图;
[0011]
图2是本实用新型中滑块底座的结构示意图;
[0012]
图3是本实用新型中u钻滑块的结构示意图。
具体实施方式
[0013]
下面结合具体实施例及附图来进一步详细说明本实用新型。
[0014]
一种如图1-3所示的用于曲柄上加工曲柄销孔的u钻夹具,包括滑块底座1、u钻滑块2、平移压块4、旋转压块5,其中所述滑块底座1上具有限位所述u钻滑块2的限位槽,所述u钻滑块2位于所述限位槽内,且所述滑块底座1上还设置有定位所述u钻滑块2的定位销6。所述u钻滑块2通过螺钉与滑块底座1可拆卸连接。所述滑块底座1的中部具有腰型孔11,有足够的空间来适应不同偏心距的曲柄。所述u钻滑块2上具有轴定位孔21和避让槽22,所述轴定位孔用于定位曲柄3的轴部的轴承位,所述避让槽位于曲柄3的曲柄销孔加工位的下方,用于防止钻铣加工时发生撞刀。所述轴定位孔21位于所述腰型孔11的空腔上方,使得曲柄3轴部可以穿过滑块底座,从而满足定位要求。所述平移压块4和旋转压块5分别位于所述u钻滑块2的前部和后部的上方,用于将待加工曲柄3压紧在所述u钻滑块2上。在更换其他型号的曲柄加工时,仅需要更换u钻滑块2即可,不仅节约了成本也大大提高了夹具的更换效率。u钻滑块体积小,节约了夹具占用空间。
[0015]
如图2所示,所述滑块底座1上还具有用于定位在钻床上的定位销孔12。
[0016]
所述平移压块4的数量为两个,分别从曲柄3的左右两侧压紧曲柄3,避免与u钻干涉。所述平移压块4后部具有螺钉孔用于连接平移驱动机构,该平移驱动机构包括设置在机床上平移气缸及导轨滑块机构,所述平移压块4上的螺钉孔为腰型孔,可通过腰孔调节伸出长短,保证平移压块从曲柄两侧压紧曲柄后,曲柄凸台中心和u钻刀杆同心。所述旋转压块5连接有旋压气缸,所述旋压气缸设置在钻床上,在曲柄3定位在所述u钻滑块2上时可以快速压紧曲柄3的扇形面上。
[0017]
以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1