罐体折边装置的制作方法
[0001]
本实用新型涉及罐体成型设备技术领域,具体涉及到罐体折边装置。
背景技术:
[0002]
铁罐在业内也叫三片罐,钢板经过表面处理工序作为罐用钢板出货后,进一步经过涂装、落料加工后,用焊机进行焊接。然后,在焊接部的修补涂料受到加热、烘干,经过缩颈、翻边、 底盖安装工序而成为产品;进而,在填充内容物并安装上盖后,用蒸煮处理进行加热灭菌。
[0003]
目前市场上带螺纹的铁罐容器,本体均为金属制,不仅对内装物而言具有优异的遮光性和耐通气性,而且便于再次封闭而进行搬运,并且该罐容器轻于玻璃瓶,因此受到高度评价而大量上市。
[0004]
铁制螺纹罐材料为马口铁,钢板经过裁剪后,钢板的断面容易生锈,由于罐体的上端口要与罐盖配合,因此需要对上端口的断面进行处理,目前是通过对罐体上端口进行卷边处理,在下卷过程中,由于应力与弹性变形的原因,卷边的前端弯曲量易回复,难于得到所需的弯曲量及形状,如图1所示,断面未被卷入,造成断面外露或与罐体的侧面有一定间隙,水汽与断面接触,造成断面产生生锈现象,影响罐体的质量。
技术实现要素:
[0005]
为解决卷边后罐体还是会产生生锈现象进而影响罐体质量的问题,本实用新型提供了罐体折边装置。
[0006]
本实用新型采用的技术方案如下:
[0007]
罐体折边装置,包括机架,还包括外模与内模,所述机架上安装有外模支架,所述外模支架上安装有外模轴,所述外模通过轴承安装在外模轴上,所述机架上设有安装内模的滚动轴,所述滚动轴通过一号传动机构与一号动力装置连接,所述内模设有一号斜面,所述外模设有与一号斜面配合的二号斜面,所述外模支架上安装有驱动机构,所述驱动机构驱动外模在对罐体施压的一号位置和脱离罐体的二号位置之间变化。
[0008]
优选的:所述一号斜面与竖直方向的夹角为30-60
°
。
[0009]
优选的:所述驱动机构包括中心轴,所述中心轴通过二号传动机构与二号动力装置连接,所述中心轴设有偏心轴,所述偏心轴是外模轴。
[0010]
优选的:所述二号传动机构是涡轮蜗杆,所述涡轮设置在中心轴上。
[0011]
优选的:所述机架设有用于限位罐体的限位板。
[0012]
优选的:所述一号传动机构包括安装在滚动轴上的行星齿轮以及安装在机架与行星齿轮啮合的太阳齿轮。
[0013]
优选的:所述机架包括上机架、下机架以及主轴,所述上机架与下机架可绕主轴周向转动,所述上机架安装有多组外模支架和滚动轴。
[0014]
优选的:所述下机架设有用于定位罐体的定位座,所述定位座连接有升降杆,所述
定位座与升降杆之间设有弹性复位件。
[0015]
本实用新型的有益效果是:
[0016]
外模与内模同步滚压形成折边,通过滚动轴带动内模转动对罐体进行折边,同时驱动机构驱动外模靠拢罐体并施压,对折边进行定型,使折边与罐体的连接处不会产生弧形弯度,方便后续卷边,卷边后确保断面位于卷边与罐体接触的内部并得到一个理想的形状,使罐体不易产生生锈现象,保证产品的质量且成废品后对周围的环境也不会产生污染。
附图说明
[0017]
图1是传统卷边的示意图。
[0018]
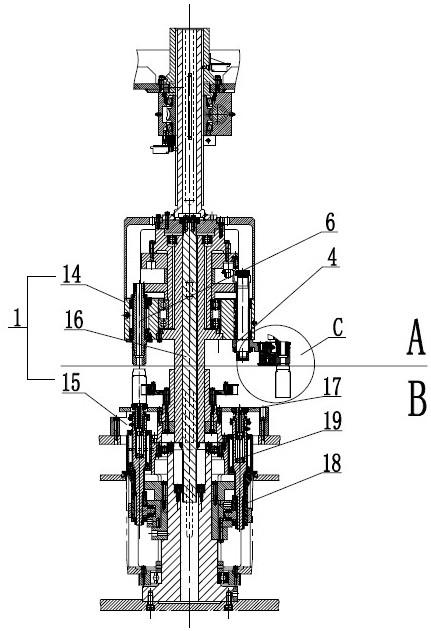
图2是本实用新型的示意图。
[0019]
图3是本实用新型图2中a部分的示意图。
[0020]
图4是本实用新型图2中b部分的示意图。
[0021]
图5是本实用新型图2中c处的放大示意图。
[0022]
图6是本实用新型图5中d处的放大示意图。
[0023]
图7是罐体折边后再卷边的示意图。
[0024]
机架1、外模2、内模3、外模支架4、外模轴5、滚动轴6、一号传动机构7、行星齿轮71、太阳齿轮72、一号斜面8、二号斜面9、驱动机构10、中心轴11、二号传动机构12、限位板13、上机架14、下机架15、主轴16、定位座17、升降杆18、弹性复位件19。
具体实施方式
[0025]
下面结合附图与实施例对本实用新型作进一步说明:
[0026]
实施例中,如图2、图3、图4、图5、图6、图7所示,罐体折边装置,包括机架1,还包括外模2与内模3,所述机架1上安装有外模支架4,所述外模支架4上安装有外模轴5,所述外模2通过轴承安装在外模轴5上,所述机架1上设有安装内模3的滚动轴6,所述滚动轴6通过一号传动机构7与一号动力装置连接,所述内模3设有一号斜面8,所述外模2设有与一号斜面8配合的二号斜面9,所述外模支架4上安装有驱动机构10,所述驱动机构10驱动外模2在对罐体施压的一号位置和脱离罐体的二号位置之间变化。外模2与内模3同步滚压形成折边,通过滚动轴6带动内模3转动对罐体进行折边,同时驱动机构10驱动外模2靠拢罐体并施压,外模2能周向转动,减小外模2与罐体的摩擦力,减少罐体的擦伤,同时对罐体对折边进行定型,使折边与罐体的连接处不会产生弧形弯度,方便后续卷边,卷边后确保断面位于卷边与罐体接触的内部并得到一个理想的形状,使罐体不易产生生锈现象,保证产品的质量且成废品后对周围的环境也不会产生污染。
[0027]
实施例中,如图6所示, 所述一号斜面8与竖直方向的夹角为30-60
°
。一号斜面8与竖直方向的夹角最佳角度为45
°
,方便后续工序的加工。
[0028]
实施例中,如图5所示,所述驱动机构10包括中心轴11,所述中心轴11通过二号传动机构12与二号动力装置连接,所述中心轴11设有偏心轴,所述偏心轴是外模轴5;所述二号传动机构12是蜗轮蜗杆,所述蜗轮设置在中心轴11上。外模轴5偏心设置在中心轴11上,通过转动中心轴11,调整外模2靠近罐体的距离,结构简单;二号动力装置为电机,电机带动蜗杆转动,蜗轮带动中心轴11转动,蜗轮蜗杆配合传动比较平稳且有自锁功能,外模2作用
于罐体时,中心轴11不会发生自转现象,保证折边质量。
[0029]
实施例中,如图2、图4所示,所述机架1设有用于限位罐体的限位板13。对罐体进行定位,保证罐体不发生偏移。
[0030]
实施例中,如图2、图3、图4所示,所述一号传动机构7包括安装在滚动轴6上的行星齿轮71以及安装在机架1与行星齿轮71啮合的太阳齿轮72;所述机架1包括上机架14、下机架15以及主轴16,所述上机架14与下机架15可绕主轴16周向转动,所述上机架14安装有多组外模支架4和滚动轴6。一号动力装置为电机,机架1还包括固定座,主轴16安装在固定座上,固定座上安装有齿轮,上机架14与下机架15相互连接,齿轮与下机架15连接,齿轮通过电机带动,太阳齿轮72安装在主轴16上,当上机架14绕主轴15周向转动时,行星齿轮71与太阳齿轮72配合,实现滚动轴6转动,多组外模支架4和滚动轴6同时工作,提高工作效率。
[0031]
实施例中,如图2、图4所示,所述下机架15设有用于定位罐体的定位座17,所述定位座17连接有升降杆18,所述定位座17与升降杆18之间设有弹性复位件19。固定座上安装有凸轮槽,升降杆18安装有与凸轮槽配合的滚轮,滚轮在凸轮槽周向滚动实现升降杆18的升降,升降杆18上升带动定位座17上升,使罐体与内模3配合,弹性复位件19为弹簧,弹性复位件19起到缓冲作用,防止压坏罐体。
[0032]
显然,本实用新型的上述实施例仅仅是为了说明本实用新型所作的举例,而并非对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其他不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷例。而这些属于本实用新型的实质精神所引申出的显而易见的变化或变动仍属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1