脚动焊接机头装置的制作方法
[0001]
本实用新型涉及焊接设备领域,尤指一种脚动焊接机头装置。
背景技术:
[0002]
中国专利cn205254326u公开了垂直脚踏加压点焊机,参阅图1,显示了现有技术中的垂直脚踏加压点焊机的示意图。结合图1所示,工作过程为:把需要焊接的工件放在上电极臂6和下电极臂7端部设置的电极11之间,用脚踏动脚踏板14,带动踏杆3顶起拉杆4,再通过连接板5带动滑块8相对于机头9向下垂直滑动,同时带动上电极臂6向下垂直移动,使上电极臂6和下电极臂7的电极12向工件提供压力,同时启动拉杆4上的行程开关,控制器2向可控硅输出脉冲电压,主变压器12工作,次级铜板13输出感应电流再通过电极11对工件进行焊接。
[0003]
一般地在一定的电流和通电时间下,有一个适当的电极压力值,才能保证焊点质量。但是,现有技术中的带动上电极臂6向下垂直移动,使上电极臂6和下电极臂7的电极12向工件提供压力的过程中,无法控制施压大小,从而也就无法保证稳定一致的焊接效果。
技术实现要素:
[0004]
本实用新型的目的在于克服现有技术的缺陷,提供一种脚动焊接机头装置,解决现有技术中无法控制压力的大小,从而也就无法保证稳定一致的焊接效果的问题。
[0005]
实现上述目的的技术方案是:
[0006]
本实用新型提供一种脚动焊接机头装置,包括:
[0007]
设于工作台上的骨架,底部以可拆卸的方式固定有竖直向上且顶部供放置待焊接件的下电极棒,所述骨架的侧部竖向滑设有滑块;
[0008]
设于所述工作台底部的地面上的脚踏结构,所述脚踏结构和所述滑块通过竖向的连杆连接,通过踩踏所述脚踏结构拉动所述连杆下移以带动所述滑块下移;
[0009]
以高度位置可调节的方式固定于所述连杆的顶部,且位于所述骨架的顶部之上的行程限位块;以及
[0010]
固定于所述滑块且通信连接于焊接电源的加压结构,包括竖向的弹性加压杆,所述弹性加压杆的底部以可拆卸的方式固定有竖直向下且位于所述下电极棒正上方的上电极棒,所述滑块通过所述加压结构带动所述上电极棒下移抵靠于所述待焊接工件,压缩所述弹性加压杆并通过所述上电极棒对所述待焊接件施压,直到所述行程限位块抵靠于所述骨架的顶部以限位所述滑块停止,此时触发所述焊接电源开始放电,通过所述上电极棒和所述下电极棒对所述待焊接件进行焊接,待放电结束后松开所述脚踏结构,使得所述连杆通过所述加压结构带动所述上电极棒上移以脱离待焊接工件,结束焊接。
[0011]
本实用新型脚动焊接机头装置的进一步改进在于,所述弹性加压杆包括:
[0012]
通过加压盒竖向固定于所述滑块侧部的加压杆,所述加压杆的底部和所述上电极棒可拆卸地固接;以及
[0013]
连接于所述加压杆顶端和所述加压盒顶部内壁之间的弹簧;所述滑块下移过程中通过所述加压盒、所述加压杆和所述弹簧带动所述上电极棒下移,所述上电极棒抵靠于所述待焊接工件之后使得所述加压杆停止下移,所述加压盒继续下移以压缩所述弹簧,直到所述行程限位块抵靠于所述骨架的顶部以限位所述滑块使得所述加压盒停止下移。
[0014]
本实用新型脚动焊接机头装置的进一步改进在于,所述弹簧的顶部连接有供旋转调节所述弹簧以提供初始压力值的旋钮。
[0015]
本实用新型脚动焊接机头装置的进一步改进在于,所述加压结构还包括:
[0016]
固定于所述弹簧且通信连接于所述焊接电源的光电开关;以及
[0017]
以位置可调节的方式固定于所述加压杆且适配于所述光电开关的触发弹片,当压缩所述弹簧对所述待焊接件施压直到所述行程限位块限位所述滑块的同时,所述触发弹片触发所述光电开关,使得光电开关输出信号返回给所述焊接电源,触发所述焊接电源开始放电。
[0018]
本实用新型脚动焊接机头装置的进一步改进在于,所述脚踏结构,包括:
[0019]
设于所述工作台底部的地面上的防滑板;以及
[0020]
固定于所述防滑板上的踏板,所述踏板的一端通过铰接实现开合,所述踏板的另一端和所述连杆的底端以可拆卸的方式固接。
[0021]
本实用新型脚动焊接机头装置的进一步改进在于,所述踏板预留多个供所述连杆插设连接的定位孔。
[0022]
本实用新型脚动焊接机头装置的进一步改进在于,所述连杆的底端螺合有螺杆以实现长度调节。
[0023]
本实用新型脚动焊接机头装置的进一步改进在于,
[0024]
所述骨架的底部固定有供夹持固定所述下电极棒的下电极夹块;
[0025]
所述弹性加压杆的底部固定有供夹持固定所述上电极棒的上电极夹块。
[0026]
本实用新型脚动焊接机头装置的进一步改进在于,所述骨架的底部固定有相对设置且分别通信连接到焊接变压器输出铜排的正极和负极的一对导电铜板,一个所述导电铜板通过导线和所述所述上电极夹块通信连接,另一个所述导电铜板通过导线和所述所述下电极夹块通信连接。
[0027]
本实用新型脚动焊接机头装置的进一步改进在于,
[0028]
所述行程限位块套设并螺合于所述连杆;
[0029]
所述连杆的顶部螺合有供限位所述行程限位块的锁紧螺母。
[0030]
本实用新型脚动焊接机头装置的有益效果:
[0031]
本实用新型通过行程限位块和加压结构实现对待焊接工件的稳定施压,使得压力控制精确稳定且连续可调,解决了不同人使用情况下机头施加压力不同的问题,保证了焊接效果的一致。本实用新型解决了现有技术中无法控制压力的大小,从而也就无法保证稳定一致的焊接效果的问题。
附图说明
[0032]
图1为现有技术中的垂直脚踏加压点焊机的示意图。
[0033]
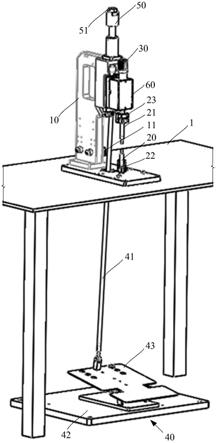
图2为本实用新型脚动焊接机头装置的立体示意图。
[0034]
图3为本实用新型脚动焊接机头装置的加压结构的放大示意图。
具体实施方式
[0035]
下面结合附图和具体实施例对本实用新型作进一步说明。
[0036]
参阅图2,显示了本实用新型脚动焊接机头装置的立体示意图。图3为本实用新型脚动焊接机头装置的加压结构的放大示意图。结合图2和图3所示,本实用新型脚动焊接机头装置包括:
[0037]
设于工作台1上的骨架10,底部以可拆卸的方式固定有竖直向上且顶部供放置待焊接件的下电极棒20,骨架10的侧部竖向滑设有滑块30;
[0038]
设于工作台1底部的地面上的脚踏结构40,脚踏结构40和滑块30通过竖向的连杆41连接,通过踩踏脚踏结构40拉动连杆41下移以带动滑块30下移;
[0039]
以高度位置可调节的方式固定于连杆41的顶部,且位于骨架10的顶部之上的行程限位块50;以及
[0040]
固定于滑块30且通信连接于焊接电源的加压结构60,包括竖向的弹性加压杆61,弹性加压杆61的底部以可拆卸的方式固定有竖直向下且位于下电极棒20正上方的上电极棒21,滑块30通过加压结构60带动上电极棒21下移抵靠于待焊接工件,压缩弹性加压杆61并通过上电极棒21对待焊接件施压,直到行程限位块50抵靠于骨架10的顶部以限位滑块30停止,此时触发焊接电源开始放电,通过上电极棒21和下电极棒20对待焊接件进行焊接,待放电结束后松开脚踏结构40,使得连杆41通过加压结构60带动上电极棒21上移以脱离待焊接工件,结束焊接。
[0041]
作为本实用新型脚动焊接机头装置的一较佳实施方式,弹性加压杆61包括:
[0042]
通过加压盒62竖向固定于滑块30侧部的加压杆610,加压杆610的底部和上电极棒21可拆卸地固接;以及
[0043]
连接于加压杆610顶端和加压盒62顶部内壁之间的弹簧611;滑块30下移过程中通过加压盒62、加压杆610和弹簧611带动上电极棒21下移,上电极棒21抵靠于待焊接工件之后使得加压杆610停止下移,加压盒62继续下移以压缩弹簧611,直到行程限位块50抵靠于骨架10的顶部以限位滑块30使得加压盒62停止下移。
[0044]
具体地,通过行程限位块50抵靠于骨架10的顶部以限位滑块30,可使得固定于滑块30的加压结构60内部的弹簧611有一个固定的压缩量,从而对待焊接工件有一个稳定的压力,保证焊接效果,提高焊接质量。
[0045]
具体地,上电极棒21和下电极棒20接触之后使得加压杆610停止下移,加压盒62继续下移以压缩弹簧611,此时,加压杆610的位置不变,加压盒62继续下移使得加压盒62的顶板向下挤压弹簧,弹簧压缩形变产生反作用力并通过加压杆610,上电极夹块,上电极棒施加到待焊接工件上。
[0046]
进一步地,加压杆610包括竖向相对的主杆和副杆,主杆和副杆通过夹块固接。通过形成双杆增大支撑面积增加支撑强度,使得上电极棒不易发生偏移和摆动,作用力就更加稳定。
[0047]
弹簧采用工业精密弹簧,长时间使用不易发生疲劳,提供的压力一致性好,也保证了压力的稳定性。
[0048]
作为本实用新型脚动焊接机头装置的一较佳实施方式,弹簧611的顶部连接有供旋转调节弹簧611以提供初始压力值的旋钮63。
[0049]
具体地,弹簧611顶部的旋钮63通过旋转来预先调节弹簧611的形变量,给弹簧一个初始压力值。旋钮内部采用放松设计,也保证了弹簧的形变量不易发生改变,从而也保证了压力的精密和稳定。
[0050]
作为本实用新型脚动焊接机头装置的一较佳实施方式,加压结构60还包括:
[0051]
固定于弹簧611且通信连接于焊接电源的光电开关64;以及
[0052]
以位置可调节的方式固定于加压杆610且适配于光电开关64的触发弹片65,当压缩弹簧611对待焊接件施压直到行程限位块50限位滑块30的同时,触发弹片65触发光电开关64,使得光电开关64输出信号返回给焊接电源,触发焊接电源开始放电。
[0053]
通过调节加压结构60内部的触发弹片65的位置进行预设,可以使得加压完成的同时精确触发光电开关64给焊接电源放电信号,保证了焊接效果的稳定。
[0054]
光电开关是光电接近开关的简称,它是利用被检测物对光束的遮挡或反射,由同步回路接通电路,从而检测物体的有无。由于采用了光电开关,由于是非接触触发原理,相对于传统机械式接触开关避免了长时间动作后的机械损耗,提高了精度的稳定性。
[0055]
作为本实用新型脚动焊接机头装置的一较佳实施方式,脚踏结构40,包括:
[0056]
设于工作台底部的地面上的防滑板42;以及
[0057]
固定于所述防滑板42上的踏板43,所述踏板43的一端通过铰接实现开合,所述踏板43的另一端和所述连杆41的底端以可拆卸的方式固接。
[0058]
通过采用独立踏板,外加底部防滑板,可根据需要方便独立移动,解决了传统脚踏板固定在桌底支架上不能移动的问题。
[0059]
作为本实用新型脚动焊接机头装置的一较佳实施方式,踏板43预留多个供连杆41插设连接的定位孔。方便工人根据自己习惯调节踏板角度和位置。
[0060]
作为本实用新型脚动焊接机头装置的一较佳实施方式,连杆41的底端螺合有螺杆以实现长度调节。连杆41为直杆且可调节长度,比链条式受力更直接,调节和使用也更方便。
[0061]
作为本实用新型脚动焊接机头装置的一较佳实施方式,骨架10的底部固定有供夹持固定下电极棒20的下电极夹块22;弹性加压杆61的底部固定有供夹持固定上电极棒21的上电极夹块23。通过下电极夹块22方便安装和拆卸下电极棒20。
[0062]
进一步地,骨架10的侧部形成有竖向的滑轨,滑块30滑设于滑轨。骨架底部10固定有底板,下电极夹块22固定于底板上。
[0063]
作为本实用新型脚动焊接机头装置的一较佳实施方式,骨架10的底部固定有相对设置且分别通信连接到焊接变压器输出铜排的正极和负极的一对导电铜板11,一个导电铜板11通过导线和上电极夹块23通信连接,另一个导电铜板22通过导线和下电极夹块22通信连接。
[0064]
焊接电源是指逆变直流电阻焊的电源,采用缓升和缓降特性,空载电压为6~13v.电流控制精度高,短路电流大,操作时输出电流精确,稳定,飞溅小。焊接变压器是逆变直流电阻焊用的变压器,在电路中起输送电流和连接电气设备的作用。
[0065]
作为本实用新型脚动焊接机头装置的一较佳实施方式,行程限位块50套设并螺合
于连杆41;连杆41的顶部螺合有供限位行程限位块50的锁紧螺母51。通过配以锁紧螺母51防止行程限位块50松动,增加了压力的稳定性。
[0066]
下面对本实用新型脚动焊接机头装置的工作过程进行具体说明:
[0067]
将上电极夹块用导线连接到左导电铜板,将左导电铜板用导线连接到焊接变压器输出铜排的正极,把下电极夹块用导线连接到右导电铜板,把右导电铜板用导线连接到焊接到焊接变压器输出铜排的负极。
[0068]
将待焊接工件放在下电极棒上,脚踩踏板,通过连杆带动加压结构和上电极棒下移压住待焊接工件,使得加压杆停止下移,加压盒继续下移以压缩弹簧,直到行程限位块抵靠于骨架的顶部以限位滑块使得加压盒停止下移。下移的行程由行程限位块决定,下压的压力由加压结构的弹簧决定。压力满足后下移停止,触发内部光电开关,通知焊接电源放电,使得上电极棒和下电极棒对待焊接工件进行焊接。待放电结束焊接完毕,抬起踏板,通过连杆,加压结构带动上电极棒抬起,拿出工件,结束焊接。
[0069]
本实用新型脚动焊接机头装置的有益效果为:
[0070]
本实用新型通过行程限位块和加压结构实现对待焊接工件的稳定施压,使得压力控制精确稳定且连续可调,解决了不同人使用情况下机头施加压力不同的问题,保证了焊接效果的一致。本实用新型解决了现有技术中无法控制压力的大小,从而也就无法保证稳定一致的焊接效果的问题。
[0071]
以上结合附图实施例对本实用新型进行了详细说明,本领域中普通技术人员可根据上述说明对本实用新型做出种种变化例。因而,实施例中的某些细节不应构成对本实用新型的限定,本实用新型将以所附权利要求书界定的范围作为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1