一种用于数控端面铣床的回转压紧装置的制作方法
1.本实用新型及端面铣床技术领域,特别涉及一种用于数控端面铣床的回转压紧装置。
背景技术:
2.随着铝合金门窗组装型材断面及成窗尺寸和样式的多样化及家装行业的发展,客户对门窗的个性化及质量要求越来越高;对成窗的精度要求及技术工人的技能要求也随之提高。并且劳动力成本及行业集中度的也越来越高;原有的单机加工模式,由于其对技术工人的技能要求较高,如工人的技能达不到要求,其生产效率及门窗质量均得不到有效的保障,且其管理成本及综合成本均较高;该种加工模式越来越不适应现代铝合金门窗的加工生产;门窗组装设备的自动化及智能化需求越来越迫切。
3.在对型材进行端面铣削时,需要对型材进行压紧,防止加工过程中型材滑动,影响加工精度和工作效率,现有的装置对于型材的压紧不够可靠,而且对于自动化生产过程中遇到的防干涉等也没有进行考虑,导致型材断面铣削效率低下。
技术实现要素:
4.为了解决上述问题,本实用新型提供了一种用于数控端面铣床的回转压紧装置,采用的技术方案如下:
5.一种用于数控端面铣床的回转压紧装置,其特征在于,主要包括固定部和绕固定部转动一定角度的转动部,所述固定部由底板底板、固定连接于底板上方的第一立板和第二立板、固定连接于两立板上方的工作台板、推杆、用于带动推杆前后移动的压紧水平气缸以及用于带动推杆上下移动的压紧垂直气缸组成,所述工作台板上设置有长度沿机床前后方向分布的长条通孔,所述压紧垂直气缸活塞杆轴线竖直向上分布并且与推杆固定连接,所述压紧水平气缸固定连接于工作台板下方,轴线沿长条孔长度方向分布,并且活塞杆一端通过导向座与压紧垂直气缸缸体固定相连;所述转动部由位于底板后方的转动板、位于转动板下方并且用于带动转动板沿底板后端向上前方转动90度的压紧回转气缸、固定连接于转动板上方的压紧气缸和垂直靠板,压紧气缸活塞杆一端还固定连接有用于压紧型材的压紧板,所述压紧板垂直于转动板分布,在压紧型材状态下,所述压紧板平行于工作台板分布,所述垂直靠板垂直于工作台板分布。
6.优选的,所述转动板与底板之间通过压紧连接板铰接相连,所述压紧连接板一端与底板固定连接,另一端与设置在底板或第一立板和第二立板后端的压紧回转支座转动相连,压紧回转支座上设置有压紧转轴,所述压紧转轴轴线沿铣床机架左右方向分布,压紧转轴转动连接于压紧回转支座内部,压紧连接板与压紧转轴之间固定连接。
7.优选的,所述第一立板和第二立板之间靠近垂直靠板一端固定连接有90度限位板,在工作状态下,90度限位板后端面与压紧连接板前端面配合相连用于限制转动板转动角度。
8.优选的,所述导向座还连接有导向装置,所述导向装置由固定连接于工作台板下方的直线轴承、同轴连接于直线轴承内部的导向轴,所述导向轴轴线沿压紧水平气缸轴线分布,导向轴穿过直线轴承后与导向座固定相连。
9.本实用新型的有益效果在于:
10.1、通过垂直靠板和推杆对型材前后端面进行压紧,通过压紧气缸、压紧板以及工作台板对型材上下端面进行压紧,避免型材在加工过程中产生滑动移位等现象;
11.2、推杆设置有上下和前后方向上的移动装置,首先方便根据不同型材的尺寸来进行调节,提高侧夹紧效果,其次,型材在输送到位之前和加工完毕之后,调节推杆位置,方便型材的进出料避让;
12.3、通过压紧回转气缸带动转动板和压紧气缸等部件转动,方便型材的出料避让。
附图说明
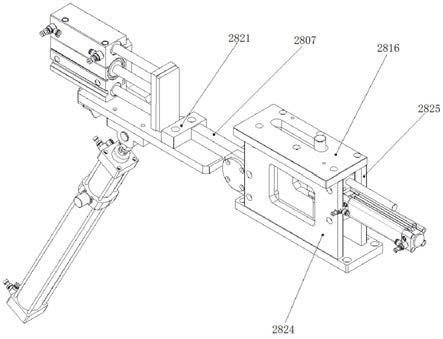
13.图1为本实用新型结构示意图
14.图2为本实用新型结构左视图
15.图3为b
‑
b剖视图
16.其中,2801
‑
压紧回转气缸,2802
‑
压紧回转气缸铰支座,2803
‑
压紧回转气缸铰接轴,2804
‑
耳座,2805
‑
转动板,2806
‑
压紧转轴,2807
‑
压紧连接板,2808
‑
底板,2809
‑
垂直气缸,2810
‑
垂直气缸安装座,2811
‑
固定板,2812
‑
水平气缸,2813
‑
导轴,2814
‑
导向座,2815
‑
直线轴承,2816
‑
工作台板,2817
‑
推杆,2818
‑
端盖,2819
‑
90度限位板,2820
‑
压紧板,2821
‑
垂直靠板,2822
‑
压紧气缸,2823
‑
压紧气缸压板,2824
‑
第一立板,2825
‑
第二立板,2826
‑
压紧回转支座。
具体实施方式
17.下面将参照附图1
‑
3详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
18.在实用新型的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述实用新型,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对实用新型的限制。
19.如图1
‑
3所示的用于数控端面铣床的回转压紧装置, 主要由固定部和转动部两部分组成,固定部一般固定连接在机头上方,由底板2808、第一立板2824、第二立板2825、工作台板2816、压紧水平气缸2812、压紧垂直气缸2809以及推杆2817组成,底板2808固定连接于机头上方,第一立板2824、第二立板2825均垂直固定连接于底板2808上方,并且二者平行分布,中间设置有间隙,第一立板2824、第二立板2825上方固定连接有与底板2808平行分布的工作台板2816,底板2808、第一立板2824、第二立板2825以及工作台板呈矩形框架分布,工作台板2816上设置有上下贯穿并且长度沿铣床机架前后方向分布的长条通孔,工作台板
2816下方前部固定连接有位于第一立板2824和第二立板2825之间的固定板2811,压紧水平气缸2812缸体与固定板2811固定连接,并且压紧水平气缸活2812活塞杆沿铣床机架前后方向分布,位于固定板2811后方的压紧水平气缸2812活塞杆一端固定连接有导向座2814,而且固定板2811上还设置有水平导向装置,所述水平导向装置由导轴2813、直线轴承2815组成,直线轴承2815固定连接于固定板2811上,直线轴承2815轴线沿压紧水平气缸2812轴线方向分布,导轴2813穿过直线轴承2815和固定板2811之后与导向座2814固定连接,导向座2814上则固定连接有压紧垂直气缸2809,压紧垂直气缸2809位于第一立板2824和第二立板2825之间,轴线竖直方向分布,活塞杆一端朝上,压紧垂直气缸2809缸体部分通过压紧垂直气缸安装座2810与导向座2814固定连接,导向座2814内设置有竖直方向贯穿的通孔,压紧垂直气缸2809活塞杆上方同轴固定连接有推杆2817,压紧垂直气缸2809活塞杆和推杆2817上下滑动连接于导向座2814的通孔内,并且推杆2817在压紧垂直气缸2809的带动下,可以在工作台板2816的长条通孔内上下滑动,在压紧水平气缸2812的带动和导向装置的导向作用下,推杆2817可以在工作台板2816的长条通孔内前后移动;转动部铰接于固定部后方并且可以绕固定部后端向前侧上方转动90度,主要由转动板2805、固定连接于转动板2805上方自后向前依次分布的压紧气缸2822、垂直靠板2821、压紧连接板2807以及连接于转动板下方的压紧回转气缸2801组成,压紧气缸2822缸体部分通过连接件固定连接于转动板2805上方,压紧气缸2822轴线沿铣床机架前后方向分布,活塞杆一端靠近固定部分布,并且活塞杆端部固定连接有压紧板2820,压紧板2820上还设置有胶皮,压紧回转气缸2801活塞杆一端通过压紧回转气缸铰接轴2803和耳座2804铰接于转动板2805下方,压紧回转气缸缸体部分通过压紧回转气缸铰支座2802与机头之间固定相连,并且压紧回转气缸2801的活塞杆轴线与水平面之间呈一定夹角分布,转动板2805与第一立板2824和第二立板2825之间通过铰接装置转动相连,所述铰接装置如图2图3所示,包括压紧连接板2807、压紧转轴2806、压紧回转支座2826,压紧压紧连接板2807固定连接于靠近底板28008的转动板2805一端上方,压紧回转支座2826固定连接于第一立板2824和第二立板2825之间靠近转动板2805一端,压紧转轴2806轴线沿铣床机架左右方向分布并且通过两轴承和端盖2818转动连接于压紧回转支座2826内,压紧连接板2807后端与压紧转轴2806之间固定相连,在压紧回转气缸2801的带动下,转动板2805可以绕底板2808和工作台板2816左端顺时针转动90度,另外,在第一立板2824和第二立板2825之间左端端部固定连接有90度限位板2819,在第一立板2824和第二立板2825之间后端固定连接有90度限位板2819,90度限位板2819后端固定连接有限位螺栓,所述限位螺栓螺接于90度限位板2819内部,轴线沿前后方向分布,限位螺栓伸出90度限位板2819后端一定长度,当转动板2805转动到90度时,限位螺栓后端与压紧连接板2807上端面接触,从而对转动板2805以的转动角度进行限制,保证转动部转动完毕之后,垂直靠板2821垂直于工作台板2816分布,当型材放置于工作台板2816上方时,此时压紧回转气缸2801、压紧垂直气缸2809、压紧水平气缸2812以及压紧气缸2822均处于缩回状态,此时,压紧回转气缸2801动作,带动转动板2805绕底板2808左端向右转动90度,此时,垂直靠板2821垂直于工作台板2816分布,压紧垂直气缸2809带动推杆2817上升,伸出长条通孔上方一定长度,压紧水平气缸2812带动压紧垂直气缸2809和推杆2817沿这长条通孔长度方向移动,直至将型材压紧在垂直靠板2821和推杆2817之间,推杆2817和垂直靠板2821对型材前后端面进行压紧,压紧气缸2822动作,带动压紧板2820向下运动,将型材在竖直方向进行压紧,
待型材由机头加工完毕之后,各部件复位,型材由输送装置运输到下一工位。
20.以上所述仅是本实用新型的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进,这些改进也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1