一种电动水阀半自动生产线的制作方法
1.本实用新型涉及水阀生产技术领域,特别涉及一种电动水阀半自动生产线。
背景技术:
2.电子水阀是目前工业农业生产中必不可少的部件,而现有技术中缺乏电动水阀生产线,而且生产效率低。
技术实现要素:
3.本实用新型的目的在于提供一种电动水阀半自动生产线,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种电动水阀半自动生产线,包括打码装置、安装装置、自动压装装置、程序烧录及内漏测试、锁紧装置、第一执行器端气密测试设备、第二执行器端气密测试设备以及下料装置,打码装置、安装装置、自动压装装置、程序烧录及内漏测试、锁紧装置、第一执行器端气密测试设备、第二执行器端气密测试设备以及下料装置依次设置,且打码装置、安装装置、自动压装装置、程序烧录及内漏测试、锁紧装置、第一执行器端气密测试设备以及第二执行器端气密测试设备之间均通过传送带实现传送,所述打码装置、安装装置、自动压装装置、程序烧录及内漏测试、锁紧装置、第一执行器端气密测试设备以及第二执行器端气密测试设备均设有机架。
5.进一步的,所述打码装置包括螺丝供料器、电机料盘、pcb料盘、蜗杆振动盘、扫码枪、pcb板压装、pcb板拧紧、电机磁环压装、电机蜗杆压装以及电机压装,所述螺丝供料器以及蜗杆振动盘设在机架顶端背侧左右两端,所述电机料盘以及pcb料盘设在机架顶端前侧左右两端,所述扫码枪设在机架前端,所述pcb板压装、pcb板拧紧、电机磁环压装、电机蜗杆压装以及电机压装呈圆周状分布。
6.进一步的,所述安装装置包括第一振动盘、第一四轴机械手、自动涂轴、第二四轴机械手、第一阀体料盘、气缸以及第二振动盘,且第一振动盘、第一四轴机械手、自动涂轴、第二四轴机械手、阀体料盘、气缸以及第二振动盘均设在机架的顶端,所第一振动盘设有两个,均在机架顶端左侧前后两端,所述第一四轴机械手设在两个第一振动盘之间,所述第一振动盘背侧设有自动涂轴,所述第一四轴机械手右侧设有第二四轴机械手,所述第二四轴机械手前侧右端设有第二振动盘,所述第二四轴机械手的右侧设有气缸和12个第一阀体料盘。
7.进一步的,所述自动压装装置包括第二阀体料盘、阀芯料盘、第一工位、第二工位、第三工位、第四工位、第五工位、第六工位以及中心工位,所述阀体料盘以及阀芯料盘设在机架前侧两端,所述第一工位、第二工位、第三工位、第四工位、第五工位以及第六工位呈圆周设置,所述中心工位设在中心处,且所述第一工位为上料;第二工位为压装x型圈;第三工位为压装第一、第三异形圈;所述第四工位为压装第二、第四异形圈;所述第五工位为四个异形圈二次压装;所述第六工位为压装阀芯,所述中心工位为摄像头检测。
8.进一步的,所述程序烧录及内漏测试包括压紧气缸、第一尼龙纺定位、第二尼龙纺定位以及第三尼龙纺定位;且压紧气缸、第一尼龙纺定位、第二尼龙纺定位以及第三尼龙纺定位在机架顶端呈从左至右一字型排列。
9.进一步的,螺钉锁紧装置包括锁紧装置,且锁紧装置包括激光焊机、压紧组价以及工位转换气缸。
10.进一步的,所述第一执行器端气密测试设备包括读码器以及第一治具,且读码器以及第一治具均设在机架的顶端。
11.进一步的,所述第二执行器端气密测试设备包括检具、第二治具、相机、料盒、显示屏、日光灯以及风扇;所述检具以及第二治具设在机架的台面上,所述相机设在机架的上方且通过机架支撑架固定,所述机架支撑架上设有若干个料盒,所述显示屏设在料盒的上方,所述日光灯以及风扇设在顶部。
12.进一步的,所述下料装置包括产品包装箱、电子秤、传感器以及不合格料框;所述产品包装箱设在电子秤的顶端,所述传感器设在电子秤的下方,所述不合格料框设在传感器下方。
13.与现有技术相比,本实用新型的有益效果为:
14.首先激光打码,安装pcb板和电机组件。
15.1.人工上料,阀体上表面激光打码;
16.2.扫码:人工扫码pcb板并上料;
17.3.通过位移传感器和压力传感器检测pcb板压装过程(采用伺服电缸压装);
18.4.pcb板进行螺钉自动锁紧;
19.5.电机安装磁环蜗杆(采用伺服电缸压装);
20.6.电机压装(采用伺服电缸压装);
21.7.人工下料。
22.不仅实现了电子水阀的半自动生产,而且大大提高了生产效率。
附图说明
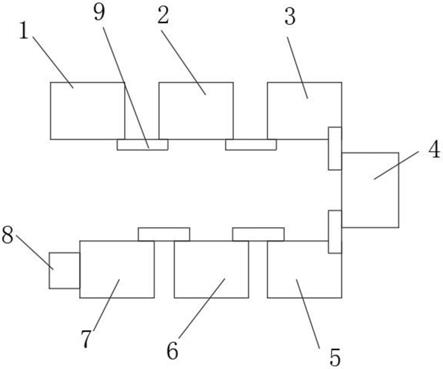
23.图1为本实用新型一种电动水阀半自动生产线的生产线图;
24.图2为本实用新型一种电动水阀半自动生产线的打码装置示意图;
25.图3为本实用新型一种电动水阀半自动生产线的安装装置示意图;
26.图4为本实用新型一种电动水阀半自动生产线的自动压装装置示意图;
27.图5为本实用新型一种电动水阀半自动生产线的程序烧录及内漏测试示意图;
28.图6为本实用新型一种电动水阀半自动生产线的锁紧装置示意图;
29.图7为本实用新型一种电动水阀半自动生产线的第一执行器端气密测试设备示意图;
30.图8为本实用新型一种电动水阀半自动生产线的第二执行器端气密测试设备以及下料装置示意图。
31.附图标记说明如下:
32.图中:1、打码装置;111、螺丝供料器;112、电子料盘;113、pcb料盘;114、蜗杆振动盘;115、扫码枪;116、pcb板压装;117、 pcb板拧紧;118、电机磁环压装;119、电机蜗杆压装;
120、电机压装;2、安装装置;211、第一振动盘;212、第一四轴机械手;213、自动涂轴;214、第二四轴机械手;215、第一阀体料盘;216、气缸; 217、第二振动盘;3、自动压装装置;311、第二阀体料盘;312、阀芯料盘;313、第一工位;314、第二工位;315、第三工位;316、第四工位;317第五工位;318、第六工位;319、中心工位;4、程序烧录及内漏测试;411、压紧气缸;412、第一尼龙纺定位;413、第二尼龙纺定位;414、第三尼龙纺定位;5、螺钉锁紧装置;511、锁紧装置;6、第一执行器端气密测试设备;611、读码器;612、第一治具;7、第二执行器端气密测试设备;711、检具;712、第二治具; 713、相机;714、料盒;715、显示屏;716、日光灯;717、风扇;8、下料装置;811、产品包装箱;812、电子秤;813传感器;814、不合格料框;9、传送带。
具体实施方式
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的若干实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容更加透彻全面。
35.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
36.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
37.请参阅图1
‑
8,本实用新型提供一种技术方案:
38.一种电动水阀半自动生产线,包括打码装置1、安装装置2、自动压装装置3、程序烧录及内漏测试4、锁紧装置5、第一执行器端气密测试设备6、第二执行器端气密测试设备7以及下料装置8,打码装置1、安装装置2、自动压装装置3、程序烧录及内漏测试4、锁紧装置5、第一执行器端气密测试设备6、第二执行器端气密测试设备7以及下料装置8依次设置,且打码装置1、安装装置2、自动压装装置3、程序烧录及内漏测试4、锁紧装置5、第一执行器端气密测试设备6以及第二执行器端气密测试设备7之间均通过传送带9实现传送,所述打码装置1、安装装置2、自动压装装置3、程序烧录及内漏测试4、锁紧装置5、第一执行器端气密测试设备6以及第二执行器端气密测试设备7均设有机架。
39.为了进一步提高一种电动水阀半自动生产线的使用功能,所述打码装置1包括螺丝供料器111、电机料盘112、pcb料盘113、蜗杆振动盘114、扫码枪115、pcb板压装116、pcb板拧紧117、电机磁环压装118、电机蜗杆压119装以及电机压装120,所述螺丝供料器111 以及蜗杆振动盘114设在机架顶端背侧左右两端,所述电机料盘112 以及pcb料盘113设在机架
顶端前侧左右两端,所述扫码枪115设在机架前端,所述pcb板压装116、pcb板拧紧117、电机磁环压装118、电机蜗杆压119装以及电机压装120呈圆周状分布。
40.为了进一步提高一种电动水阀半自动生产线的使用功能,所述安装装置2包括第一振动盘211、第一四轴机械手212、自动涂轴213、第二四轴机械手214、第一阀体料盘215、气缸216以及第二振动盘 217,且第一振动盘211、第一四轴机械手212、自动涂轴213、第二四轴机械手214、阀体料盘215、气缸216以及第二振动盘217均设在机架的顶端,所第一振动盘211设有两个,均在机架顶端左侧前后两端,所述第一四轴机械手212设在两个第一振动盘211之间,所述第一振动盘211背侧设有自动涂轴213,所述第一四轴机械手212右侧设有第二四轴机械手214,所述第二四轴机械手214前侧右端设有第二振动盘217,所述第二四轴机械手214的右侧设有气缸216和12 个第一阀体料盘215。
41.为了进一步提高一种电动水阀半自动生产线的使用功能,所述自动压装装置3包括第二阀体料盘311、阀芯料盘312、第一工位313、第二工位314、第三工位315、第四工位316、第五工位317、第六工位318以及中心工位319,所述阀体料盘311以及阀芯料盘312设在机架前侧两端,所述第一工位313、第二工位314、第三工位315、第四工位316、第五工位317以及第六工位318呈圆周设置,所述中心工位319设在中心处,且所述第一工位313为上料;第二工位314 为压装x型圈;第三工位315为压装第一、第三异形圈;所述第四工位316为压装第二、第四异形圈;所述第五工位317为四个异形圈二次压装;所述第六工位318为压装阀芯,所述中心工位319为摄像头检测。
42.为了进一步提高一种电动水阀半自动生产线的使用功能,所述程序烧录及内漏测试4包括压紧气缸411、第一尼龙纺定位412、第二尼龙纺定位413以及第三尼龙纺定位414;且压紧气缸411、第一尼龙纺定位412、第二尼龙纺定位413以及第三尼龙纺定位414在机架顶端呈从左至右一字型排列。
43.为了进一步提高一种电动水阀半自动生产线的使用功能,螺钉锁紧装置5包括锁紧装置511,且锁紧装置511包括激光焊机、压紧组价以及工位转换气缸。
44.为了进一步提高一种电动水阀半自动生产线的使用功能,所述第一执行器端气密测试设备6包括读码器611以及第一治具612,且读码器611以及第一治具612均设在机架的顶端。
45.为了进一步提高一种电动水阀半自动生产线的使用功能,所述第二执行器端气密测试设备7包括检具711、第二治具712、相机713、料盒714、显示屏715、日光灯716以及风扇717;所述检具711以及第二治具712设在机架的台面上,所述相机713设在机架的上方且通过机架支撑架固定,所述机架支撑架上设有若干个料盒714,所述显示屏715设在料盒714的上方,所述日光灯716以及风扇717设在顶部。
46.为了进一步提高一种电动水阀半自动生产线的使用功能,所述下料装置8包括产品包装箱811、电子秤812、传感器813以及不合格料框814;所述产品包装箱811设在电子秤812的顶端,所述传感器 813设在电子秤812的下方,所述不合格料框814设在传感器813下方。
47.操作流程:
48.首先激光打码,安装pcb板和电机组件。
49.1.人工上料,阀体上表面激光打码;
50.2.扫码:人工扫码pcb板并上料;
51.3.通过位移传感器和压力传感器检测pcb板压装过程(采用伺服电缸压装);
52.4.pcb板进行螺钉自动锁紧;
53.5.电机安装磁环蜗杆(采用伺服电缸压装);
54.6.电机压装(采用伺服电缸压装);
55.7.人工下料。
56.不仅实现了电子水阀的半自动生产,而且大大提高了生产效率。
57.以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1