钣金焊接设备的制作方法
1.本实用新型涉及钣金件焊接技术领域,具体为钣金焊接设备。
背景技术:
2.钣金,一种加工工艺,钣金至今为止尚未有一个比较完整的定义,根据国外某专业期刊上的一则定义,可以将其定义为:钣金是针对金属薄板一种综合冷加工工艺,包括剪、冲/切/复合、折、铆接、拼接、成型等,其显著的特征就是同一零件厚度一致,在满足产品的功能、外观等要求下,钣金的设计应当保证冲压工序简单、冲压模具制作容易、钣金冲压质量高、尺寸稳定等,金属板材加工就叫钣金加工,具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、漏斗形等,主要工序是剪切、折弯扣边、弯曲成型、焊接、铆接等,传统的钣金焊接大多为人工焊接,这种焊接精度不高,效率较低,还有一少部分为机械臂焊接,但焊接时需要人工上料,人工拼接,导致加工的工件良莠不齐,因此提出一种钣金焊接设备势在必行。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供钣金焊接设备,可以自动对工件焊接部位进行拼接,定位精确,焊接时还能压紧工件,防止焊接时工件发生位移,便于工件的固定和取出,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:钣金焊接设备,包括底板、拼接结构和压紧结构;
5.底板:其上端台阶面上均匀设置有支腿,支腿的上表面均与工作板台的下表面固定连接,工作板台的上表面设置有u型通槽,底板的上表面前侧中部设置有焊接机械臂,焊接机械臂的上端后侧安装有焊枪;
6.拼接结构:设置于底板的上表面并与工作板台配合安装;
7.压紧结构:分别对称设置于底板的上表面和工作板台的上表面边缘处;
8.其中:还包括plc控制器,所述plc控制器设置于工作板台的前侧面,plc控制器的输入端电连接外部电源,焊接机械臂的输入端电连接plc控制器的输出端,可以自动对工件焊接部位进行拼接,定位精确,焊接时还能压紧工件,防止焊接时工件发生位移,便于工件的固定和取出。
9.进一步的,所述拼接结构包括滑槽、滑块、折杆和第一电动推杆,所述第一电动推杆设置于底板的上端台阶面中部,工作板台的左右两侧对称设置有滑槽,滑槽的内部均滑动连接有滑块,两个滑块的下端开口处内壁分别通过销轴与折杆的两个端头转动连接,折杆的中部通过销轴与第一电动推杆的伸缩端上端开口处内壁转动连接,第一电动推杆的输入端电连接plc控制器的输出端,可以自动对工件焊接部位进行拼接,定位精确。
10.进一步的,所述滑块上端的安装槽内部均安装有电磁铁,工作板台上端均匀设置的环形槽内部均转动连接有导向轮,电磁铁的输入端电连接plc控制器的输出端,防止工件
与工作板台产生摩擦损害工件,便于工件的固定和取出。
11.进一步的,所述压紧结构包括安装座、第二电动推杆、支撑块和压板,所述底板的上表面左右两侧均对称设置有安装座,安装座的个数为四个,安装座的上端开口处内壁均通过销轴转动连接有第二电动推杆,第二电动推杆的伸缩端上端均通过销轴转动连接有压板,压板的相对内侧开口处内壁均通过销轴转动连接有支撑块,支撑块的底面均与工作板台的上表面边缘处固定连接,第二电动推杆的输入端电连接plc控制器的输出端,方便对工件压紧,防止焊接时工件发生位移。
12.进一步的,所述压板的相对内侧面均匀设置有橡胶压块,防止压伤工件。
13.与现有技术相比,本实用新型的有益效果是:本钣金焊接设备,具有以下好处:
14.1、plc控制器控制两个电磁铁工作,分别吸附两个工件,便于工件的固定和取出,然后通过plc控制器控制第一电动推杆的伸缩端下移,第一电动推杆的伸缩端上端开口处内壁通过销轴与折杆的中部转动连接,折杆的两个端头分别与两个滑块的下端开口处内壁通过销轴转动连接,折杆的中部下移带动两个滑块分别沿对应的滑槽同步向中心滑动,直至两个工件的焊接部位接触,可以自动对工件焊接部位进行拼接,定位精确,工作板台上端均匀设置的环形槽内部均转动连接有导向轮,防止工件与工作板台产生摩擦损害工件。
15.2、当工件接触后,通过plc控制器控制第二电动推杆的伸缩端同步伸出,第二电动推杆的下端与安装座转动连接,因为第二电动推杆的伸缩端上端通过销轴与对应的压板转动连接,压板的内侧与工作板台上表面边缘的支撑块转动连接,所以第二电动推杆的伸缩端推动压板的下端向上转动,压板的上端则向下转动,直至四个压板旋转至水平且将工件压紧,防止焊接时工件发生位移,压板的相对内侧面均匀设置有橡胶压块,可以防止压伤工件。
附图说明
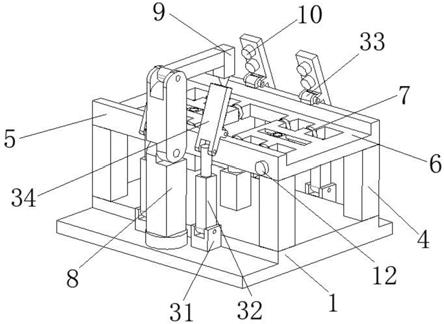
16.图1为本实用新型结构示意图;
17.图2为本实用新型正面剖视结构示意图。
18.图中:1底板、2拼接结构、21滑槽、22滑块、23折杆、24第一电动推杆、3压紧结构、31安装座、32第二电动推杆、33支撑块、34压板、4支腿、5工作板台、6 u型通槽、7导向轮、8焊接机械臂、9焊枪、10橡胶压块、11电磁铁、12 plc控制器。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1
‑
2,本实用新型提供一种技术方案:钣金焊接设备,包括底板1、拼接结构2和压紧结构3;
21.底板1:其上端台阶面上均匀设置有支腿4,支腿4的上表面均与工作板台5的下表面固定连接,工作板台5的上表面设置有u型通槽6,底板1的上表面前侧中部设置有焊接机械臂8,焊接机械臂8的上端后侧安装有焊枪9,u型通槽6起导向作用,通过plc控制器12控制
焊接机械臂8将焊枪9移动至焊接部位对工件进行自动焊接;
22.拼接结构2:设置于底板1的上表面并与工作板台5配合安装,拼接结构2包括滑槽21、滑块22、折杆23和第一电动推杆24,第一电动推杆24设置于底板1的上端台阶面中部,工作板台5的左右两侧对称设置有滑槽21,滑槽21的内部均滑动连接有滑块22,两个滑块22的下端开口处内壁分别通过销轴与折杆23的两个端头转动连接,折杆23的中部通过销轴与第一电动推杆24的伸缩端上端开口处内壁转动连接,滑块22上端的安装槽内部均安装有电磁铁11,工作板台5上端均匀设置的环形槽内部均转动连接有导向轮7,通过plc控制器12控制两个电磁铁11工作,分别吸附两个工件,然后通过plc控制器12控制第一电动推杆24的伸缩端下移,第一电动推杆24的伸缩端上端开口处内壁通过销轴与折杆23的中部转动连接,折杆23的两个端头分别与两个滑块22的下端开口处内壁通过销轴转动连接,折杆23的中部下移带动两个滑块22分别沿对应的滑槽21同步向中心滑动,直至两个工件的焊接部位接触,导向轮7可以防止工件与工作板台5产生摩擦损害工件;
23.压紧结构3:分别对称设置于底板1的上表面和工作板台5的上表面边缘处,压紧结构3包括安装座31、第二电动推杆32、支撑块33和压板34,底板1的上表面左右两侧均对称设置有安装座31,安装座31的个数为四个,安装座31的上端开口处内壁均通过销轴转动连接有第二电动推杆32,第二电动推杆32的伸缩端上端均通过销轴转动连接有压板34,压板34的相对内侧开口处内壁均通过销轴转动连接有支撑块33,支撑块33的底面均与工作板台5的上表面边缘处固定连接,当工件接触后,通过plc控制器12控制第二电动推杆32的伸缩端同步伸出,第二电动推杆32的下端与安装座31转动连接,因为第二电动推杆32的伸缩端上端通过销轴与对应的压板34转动连接,压板34的内侧与工作板台5上表面边缘的支撑块33转动连接,所以第二电动推杆32的伸缩端推动压板34的下端向上转动,压板34的上端则向下转动,直至四个压板34旋转至水平且将工件压紧,防止焊接时工件发生位移,压板34的相对内侧面均匀设置有橡胶压块10,可以防止压伤工件;
24.其中:还包括plc控制器12,plc控制器12设置于工作板台5的前侧面,plc控制器12的输入端电连接外部电源,第二电动推杆32、电磁铁11、第一电动推杆24和焊接机械臂8的输入端均电连接plc控制器12的输出端,保证各结构电路的正常运转。
25.在使用时:将待焊接的两个工件分别放置与工作板台5上表面的u型通槽6左右两侧,通过plc控制器12控制两个电磁铁11工作,分别吸附两个工件,然后通过plc控制器12控制第一电动推杆24的伸缩端下移,第一电动推杆24的伸缩端上端开口处内壁通过销轴与折杆23的中部转动连接,折杆23的两个端头分别与两个滑块22的下端开口处内壁通过销轴转动连接,折杆23的中部下移带动两个滑块22分别沿对应的滑槽21同步向中心滑动,直至两个工件的焊接部位接触,工作板台5上端均匀设置的环形槽内部均转动连接有导向轮7,防止工件与工作板台5产生摩擦损害工件,当工件接触后,通过plc控制器12控制第二电动推杆32的伸缩端同步伸出,第二电动推杆32的下端与安装座31转动连接,因为第二电动推杆32的伸缩端上端通过销轴与对应的压板34转动连接,压板34的内侧与工作板台5上表面边缘的支撑块33转动连接,所以第二电动推杆32的伸缩端推动压板34的下端向上转动,压板34的上端则向下转动,直至四个压板34旋转至水平且将工件压紧,防止焊接时工件发生位移,压板34的相对内侧面均匀设置有橡胶压块10,可以防止压伤工件,然后通过plc控制器12控制焊接机械臂8将焊枪9移动至焊接部位对工件进行自动焊接,焊接完成后第二电动推
杆32反向工作,使压板34向上转动,同时电磁铁11断电,取出工件。
26.值得注意的是,本实施例中所公开的第二电动推杆32可选用北京中电宏力机电科技有限公司型号为jk
‑
jp3的交流推杆,电磁铁11可选用乐清市正永机电有限公司型号为zye1
‑
p30/22的电磁铁,焊接机械臂8可选用上海冉智环保通风设备厂型号为ej07
‑
700e的机械臂,第一电动推杆24可选用无锡市名尧电液推杆厂型号为dytp1000的电液推杆,plc控制器12核心芯片选用的是plc单片机,具体型号为西门子s7
‑
200,plc控制器12控制第二电动推杆32、电磁铁11、第一电动推杆24和焊接机械臂8工作均采用现有技术中常用的方法。
27.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1