一种电机线圈接线端子自动焊接设备的制作方法
一种电机线圈接线端子自动焊接设备
【技术领域】
1.本实用新型涉及电机领域,尤其是一种电机线圈接线端子自动焊接设备。
背景技术:
2.电机是机械领域中常见的部件,使用范围广。电机通常包括有转子组件和定子组件组合构成;其中定子组件在生产过程中需要将定子组件上的插针与套设在插针上的电路板焊接在一起,然而现有焊接方式一般是通过人工将插针与电路板两者焊接,这造成人力成本较高,生产效率低下,同时人为因素也会导致产品的不良,产品的良品率无法保证。
3.目前电机定子组件的焊接、电阻检测、焊点视觉检测作业为多人独立、分别进行作业,这造成人工成本高和工作效率低。
4.为此,本实用新型即针对上述问题而研究提出。
技术实现要素:
5.本实用新型目的是克服了现有技术的不足,提供一种电机线圈接线端子自动焊接设备,可以改善现有技术存在的问题,并能保证产品的良品率,具有自动化程度高,节省人工成本,焊接效率高的特点。
6.本实用新型是通过以下技术方案实现的:
7.一种电机线圈接线端子自动焊接设备,包括机架1,所述机架1上设有支撑座11,所述支撑座11上连接有能相对支撑座11转动的回转工作台12,所述回转工作台12上设有多组用于装卡定子组件100线圈架101的装卡工装13,所述机架1上设有能驱动回转工作台12转动的驱动装置14;所述机架1上并位于回转工作台12旁设有能将定子组件100上的插针102与套设在插针102上的电路板103焊接到一起的焊接装置2,所述机架1上并位于焊接装置2旁设有用于给焊接装置2供给锡线的锡线供料装置3,所述机架1上并位于回转工作台12旁设有用于卸下已完成焊接的定子组件100的卸料装置8。
8.如上所述一种电机线圈接线端子自动焊接设备,其特征在于所述焊接装置2包括设在机架1上并位于回转工作台12旁的固定横板21,所述固定横板21上设有能相对固定横板21横向移动的连接板23,所述固定横板21与连接板23之间设有驱使连接板23相对固定横板21横向移动的连接板驱动装置22;所述连接板23上设有能相对连接板23上下移动的安装板25,所述连接板23与安装板25之间设有驱动安装板25相对连接板23上下移动的安装板驱动装置24;所述安装板25上设有用于将插针102与电路板103焊接到一起的焊接杆26。
9.如上所述一种电机线圈接线端子自动焊接设备,其特征在于所述锡线供料装置3包括有设在固定横板21上的供料安装板31,所述供料安装板31上设有用于储放锡线的转动架32,所述供料安装板31上并位于转动架32旁设有用于输送锡线的送线机构33,所述送线机构33与焊接装置2之间设有锡线输送管34,所述锡线输送管34入口端与送线机构33连接,所述锡线输送管34出口端设在安装板25上使得锡线能配合焊接杆26进行焊接。
10.如上所述一种电机线圈接线端子自动焊接设备,其特征在于所述机架1上分别设
有能将焊接装置2在焊接工作时产生的烟气进行清理的吸烟管/排烟管41和能对残留在焊接杆26上的焊渣进行清理的焊渣吹气管42,所述吸烟管/排烟管41和焊渣吹气管42分别与供气吸气装置连通。
11.如上所述一种电机线圈接线端子自动焊接设备,其特征在于所述机架1上并位于焊接装置2旁设有焊渣储放管43,所述固定横板21与连接板23之间设有能够驱使焊接杆26移动至焊渣储放管43的储放端口位置的焊接杆驱动装置44,所述焊渣吹气管42设在安装板25上,所述焊渣吹气管42的出口端朝向焊接杆26一侧设置。
12.如上所述一种电机线圈接线端子自动焊接设备,其特征在于所述装卡工装13包括设在回转工作台12上的固定座131,所述固定座131上设有能供线圈架101贯穿连接的固定柱132,所述固定座131上并位于固定柱132上方设有固定顶板133,所述固定顶板133上设有当定子组件100装卡在装卡工装13上时用于供电路板103插接配合并使得线圈架101相对固定顶板133固定的定位缺口1331。
13.如上所述一种电机线圈接线端子自动焊接设备,其特征在于所述机架1上并位于回转工作台12旁设有能够确保待焊接定子组件100定位在焊接位置的定位装置5。
14.如上所述一种电机线圈接线端子自动焊接设备,其特征在于所述定位装置5包括能够相对定子组件100运动并确保定子组件100定位在焊接位置的定位卡件51,所述定位卡件51上设有在其往定子组件100一侧运动时能够横向推动定子组件100而使定子组件100到达焊接位置的导向斜面52,所述机架1上并位于回转工作台12旁设有驱使定位卡件51相对定子组件100运动的定位驱动部件53。
15.如上所述一种电机线圈接线端子自动焊接设备,其特征在于所述机架1上并位于回转工作台12旁设有对已完成焊接的定子组件100进行电阻检测的电阻检测装置7,所述机架1上并位于电阻检测装置7旁设有用于对电阻检测不合格的定子组件100卸下的电阻检测卸料装置710。
16.如上所述一种电机线圈接线端子自动焊接设备,其特征在于所述机架1上并位于回转工作台12旁设有对已完成焊接的定子组件100的焊点进行检测的焊点检测装置6,所述机架1上并位于焊点检测装置6旁设有将焊点检测不合格的定子组件100卸下的焊接检测卸料装置610。
17.与现有技术相比较,本实用新型具有如下优点:
18.1、本实用新型包括机架,所述机架上设有支撑座,所述支撑座上连接有能相对支撑座转动的回转工作台,所述回转工作台上设有多组用于装卡定子组件线圈架的装卡工装,所述机架上设有能驱动回转工作台转动的驱动装置;所述机架上并位于回转工作台旁设有能将定子组件上的插针与套设在插针上的电路板焊接到一起的焊接装置,所述机架上并位于焊接装置旁设有用于给焊接装置供给锡线的锡线供料装置,所述机架上并位于回转工作台旁设有用于卸下已完成焊接的定子组件的卸料装置;当进行对定子组件焊接时,驱动装置驱动回转工作台旋转,使得装卡有定子组件的装卡工装旋转至焊接装置的焊接工位处,然后焊接装置能将定子组件上的插针与套设在插针上的电路板焊接到一起,待焊接完成,卸料装置将已完成焊接的定子组件从装卡工装上卸下,因此本实用新型具有自动化程度高,节省人工成本,焊接效率高的特点。
19.2、所述机架上分别设有用于将焊接装置在焊接工作时产生的烟气进行清理的吸
烟管/排烟管和对残留在焊接杆上的焊渣进行清理的焊渣吹气管,所述吸烟管/排烟管和焊渣吹气管分别与供气吸气装置连通。当对焊接装置在焊接工作时产生的烟气进行清理时,供气吸气装置进入吸气工作状态并通过吸烟管/排烟管将焊接装置在焊接工作时产生的烟气清理掉;当对残留在焊接杆上的焊渣进行清理时,供气吸气装置进入吹气工作状态并通过焊渣吹气管将残留在焊接杆上的焊渣清理掉,从而能够对焊接杆进行散热,延缓焊接杆老化并使得焊接杆更好进行焊接工作,具有安全卫生的特点。
20.3、所述固定顶板上设有当定子组件装卡在装卡工装上时用于供电路板插接配合并使得线圈架相对固定顶板固定的定位缺口,能够使得线圈架相对固定顶板固定定位,进而使得焊接装置能够对定子组件稳定的进行焊接工作,以保证产品焊接良好和产品良品率。
21.4、所述机架上并位于回转工作台旁设有能够确保待焊接定子组件定位在焊接位置的定位装置,能够确保定子组件位于焊接位置上,使得焊接装置能对定子组件进行稳定焊接,以保证产品焊接良好。
22.5、所述机架上并位于回转工作台旁设有对已完成焊接的定子组件进行电阻检测的电阻检测装置,能够对已完成焊接的定子组件进行电阻检测,从而能够保证产品的良品率。
23.6、所述机架上并位于回转工作台旁设有对已完成焊接的定子组件的焊点进行检测的焊点检测装置,能够对已完成焊接的定子组件进行焊点检测,从而能够保证产品的良品率。
【附图说明】
24.下面结合附图对本实用新型的具体实施方式作进一步详细说明,其中:
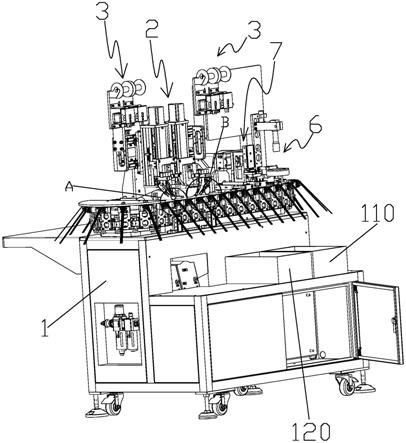
25.图1为本实用新型的主视角度的整体立体图。
26.图2为本实用新型的后视角度的整体立体图。
27.图3为图2中a的放大示意图。
28.图4为图2中b的放大示意图。
29.图5为本实用新型的支撑座与回转工作台连接时的立体图。
30.图6为本实用新型的焊接装置和锡线供料装置的结构示意图之一。
31.图7为本实用新型的焊接装置和锡线供料装置的结构示意图之二。
32.图8为本实用新型的焊接装置和锡线供料装置的结构示意图之三。
33.图9为本实用新型的焊点检测装置和电阻检测装置的结构示意图之一。
34.图10为本实用新型的焊点检测装置和电阻检测装置的结构示意图之二。
35.图11为本实用新型的定位装置的立体图。
36.图12为本实用新型的定子组件装卡在装卡工装上时的立体图。
37.图13为本实用新型的定子组件的立体图之一。
38.图14为本实用新型的定子组件的立体图之二。
【具体实施方式】
39.下面结合附图1
‑
14对本实用新型的实施方式作详细说明。
40.如图1
‑
14所示,本实用新型一种电机线圈接线端子自动焊接设备,包括机架1,所述机架1上设有支撑座11,所述支撑座11上连接有能相对支撑座11转动的回转工作台12,所述回转工作台12上设有多组用于装卡定子组件100线圈架101的装卡工装13,所述机架1上设有能驱动回转工作台12转动的驱动装置14;所述机架1上并位于回转工作台12旁设有能将定子组件100上的插针102与套设在插针102上的电路板103焊接到一起的焊接装置2,所述机架1上并位于焊接装置2旁设有用于给焊接装置2供给锡线的锡线供料装置3,所述机架1上并位于回转工作台12旁设有用于卸下已完成焊接的定子组件100的卸料装置8。当进行对定子组件焊接时,驱动装置驱动回转工作台旋转,使得装卡有定子组件的装卡工装旋转至焊接装置的焊接位置处,然后焊接装置能将定子组件上的插针与套设在插针上的电路板焊接到一起,待焊接完成,卸料装置将已完成焊接的定子组件从装卡工装上卸下,因此本实用新型具有自动化程度高,节省人工成本,焊接效率高的特点。
41.根据设计需求,所述驱动装置14为驱动马达/电机。
42.在另一些实施方式中,所述卸料装置8为活动机械爪。
43.如图6
‑
8所示,所述焊接装置2包括设在机架1上并位于回转工作台12旁的固定横板21,所述固定横板21上设有能相对固定横板21横向移动的连接板23,所述固定横板21与连接板23之间设有驱使连接板23相对固定横板21横向移动的连接板驱动装置22;所述连接板23上设有能相对连接板23上下移动的安装板25,所述连接板23与安装板25之间设有驱动安装板25相对连接板23上下移动的安装板驱动装置24;所述安装板25上设有用于将插针102与电路板103焊接到一起的焊接杆26。当对定子组件进行焊接工作时,连接板驱动装置22驱使连接板23相对固定横板21横向运动,使得焊接杆26能与位于焊接位置上装卡工装的定子组件对齐,然后安装板驱动装置24驱动安装板25相对连接板23往装卡工装13一侧移动,使得焊接杆26能将定子组件100上的插针102与套设在插针102上的电路板103焊接在一起,待焊接完成,安装板驱动装置24驱动安装板25相对连接板23往远离装卡工装13一侧移动。
44.进一步的,所述连接板驱动装置22为能够驱使连接板相对固定横板横向移动的伸缩气缸。
45.如图6
‑
8所示,所述安装板驱动装置24包括设在连接板23上的安装板驱动电机241,所述安装板驱动电机241的输出轴连接有丝杆242,所述丝杆242上套设有能沿丝杆242滑动的滑动座243,所述滑动座243与安装板25连接。当对定子组件进行焊接工作时,安装板驱动电机241带动丝杆242转动,使得滑动座同安装板往装卡工装一侧移动,从而使得焊接杆能够对定子组件进行焊接工作,待焊接完成后,安装板驱动电机241带动丝杆反向转动,使得滑动座同安装板往远离装卡工装一侧移动,即焊接杆远离定子组件。
46.根据设计需求,为了提高焊接效率,所述焊接装置2数量为两组,两所述焊接装置2相邻设在机架1上并位于回转工作台12旁,相对应的所述锡线供料装置3数量为两组,相应的所述卸料装置8为两组。
47.如图6
‑
8所示,所述锡线供料装置3包括有设在固定横板21上的供料安装板31,所述供料安装板31上设有用于储放锡线的转动架32,所述供料安装板31上并位于转动架32旁设有用于输送锡线的送线机构33,所述送线机构33与焊接装置2之间设有锡线输送管34,所述锡线输送管34入口端与送线机构33连接,所述锡线输送管34出口端设在安装板25上使得
锡线能配合焊接杆26进行焊接。在进行焊接工作时,送线机构33能将转动架32上的锡线从锡线输送管34入口端送往锡线输送管34出口端,使得锡线能配合焊接杆26进行焊接。
48.进一步的,所述送线机构33为常规送线机构,此处不再重复描述。
49.如图3、4、6、7、8所示,所述机架1上分别设有能将焊接装置2在焊接工作时产生的烟气进行清理的吸烟管/排烟管41和能对残留在焊接杆26上的焊渣进行清理的焊渣吹气管42,所述吸烟管/排烟管41和焊渣吹气管42分别与供气吸气装置连通。当对焊接装置在焊接工作时产生的烟气进行清理时,供气吸气装置进入吸气工作状态并通过吸烟管/排烟管将焊接装置在焊接工作时产生的烟气清理掉;当对残留在焊接杆上的焊渣进行清理时,供气吸气装置进入吹气工作状态并通过焊渣吹气管将残留在焊接杆上的焊渣清理掉,从而能够对焊接杆进行散热,延缓焊接杆老化并使得焊接杆更好进行焊接工作,具有安全卫生的特点。
50.如图4、6、7、8所示,所述机架1上并位于焊接装置2旁设有焊渣储放管43,所述固定横板21与连接板23之间设有能够驱使焊接杆26移动至焊渣储放管43的储放端口位置的焊接杆驱动装置44,所述焊渣吹气管42设在安装板25上,所述焊渣吹气管42的出口端朝向焊接杆26一侧设置。当焊接装置焊接工作结束时,焊接杆驱动装置44能驱使连接板23往焊渣储放管43一侧移动,使得焊接杆26处于焊渣储放管43的储放端口位置,供气吸气装置进入吹气工作状态并通过焊渣吹气管42将残留在焊接杆26上的焊渣清理掉,同时焊渣掉落入焊渣储放管43内,能够对焊接杆进行散热,从而延缓焊接杆老化,并具有安全卫生的特点。
51.进一步的,所述焊接杆驱动装置44为直线电机,所述连接板驱动装置22由直线电机的运动端形成,能够使得焊接杆26相对固定横板21稳定滑动,具有工作稳定的特点。
52.如图12所示,所述装卡工装13包括设在回转工作台12上的固定座131,所述固定座131上设有能供线圈架101贯穿连接的固定柱132,所述固定座131上并位于固定柱132上方设有固定顶板133,所述固定顶板133上设有当定子组件100装卡在装卡工装13上时用于供电路板103插接配合并使得线圈架101相对固定顶板133固定的定位缺口1331;能够使得线圈架相对固定顶板固定定位,进而使得焊接装置能够对定子组件稳定的进行焊接工作,以保证产品焊接良好和产品良品率。
53.如图2、3、4、11所示,所述机架1上并位于回转工作台12旁设有能够确保待焊接定子组件100定位在焊接位置的定位装置5,能够确保定子组件位于焊接位置上,使得焊接装置对定子组件进行稳定、精准焊接,以保证产品焊接良好。
54.如图2、3、4、11所示,所述定位装置5包括能够相对定子组件100运动并确保定子组件100定位在焊接位置的定位卡件51,所述定位卡件51上设有在其往定子组件100一侧运动时能够横向推动定子组件100而使定子组件100到达焊接位置的导向斜面52,所述机架1上并位于回转工作台12旁设有驱使定位卡件51相对定子组件100运动的定位驱动部件53。当进行焊接工作时,定位驱动部件53驱动定位卡件51往装卡工装13一侧移动,使得导向斜面52能够横向推动定子组件100而使定子组件100到达焊接位置,使得焊接装置能对定子组件精准、稳定焊接,以保证产品焊接良好。
55.根据设计需求,所述定位驱动部件53为伸缩气缸,所述定位卡件51设在定位伸缩气缸的气缸杆上。
56.如图9、10所示,所述机架1上并位于回转工作台12旁设有对已完成焊接的定子组
件100进行电阻检测的电阻检测装置7,所述机架1上并位于电阻检测装置7旁设有用于对电阻检测不合格的定子组件100卸下的电阻检测卸料装置710,能够对以完成焊接的定子组件进行电阻检测,同时电阻检测不合格的定子组件从装卡工装上卸下,从而能够保证产品的良品率。
57.如图9、10所示,所述电阻检测装置7包括能相对装卡工装13运动并对定子组件100进行电阻检测的检测件73,所述安装连接板112上设有能驱使检测件73相对装卡工装13运动的检测件驱动部件71。当对定子组件进行电阻检测工作时,检测件驱动部件71驱使检测件73往装卡工装13一侧移动并使得检测件73对定子组件100进行电阻检测,待检测完成后,检测件驱动部件71驱使检测件73往远离装卡工装13一侧移动并使得检测件73与定子组件100分离。
58.如图9、12所示,所述检测件驱动部件71连接有能被检测件驱动部件71驱动的检测安装板72,所述检测安装板72上设有定位杆74,所述装卡工装13的固定座131上设有当检测件71对定子组件100进行电阻检测时用于配合定位杆74定位的定位孔1311,所述检测件73设在检测安装板72上;在当检测件73对定子组件100进行电阻检测时,能够保证检测件73对定子组件100稳定进行电阻检测工作,从而保证产品的良品率。
59.根据设计需求,所述检测件驱动部件71为伸缩气缸。
60.进一步的,为了使用方便,所述机架上并位于电阻检测装置7旁设有用于接收储放电阻检测不合格的定子组件100的第二储放盒120。
61.如图9、10所示,所述机架1上并位于回转工作台12旁设有对已完成焊接的定子组件100的焊点进行检测的焊点检测装置6,所述机架1上并位于焊点检测装置6旁设有将焊点检测不合格的定子组件100卸下的焊接检测卸料装置610,能够对已完成焊接的定子组件进行焊点检测,同时将焊点检测不合格的定子组件从装卡工装上卸下,从而能够保证产品的良品率。
62.如图9、10所示,所述机架1上并位于回转工作台12旁设有安装顶板111,所述安装顶板111上设有能相对安装顶板112横向移动的安装连接板112,所述安装顶板111与安装连接板112之间设有能驱动安装连接板112相对安装顶板111横向移动的安装连接板驱动装置113,所述焊点检测装置6设在安装连接板112上。在进行焊点检测工作时,安装连接板驱动装置113驱使安装连接板112随同焊点检测装置6一起相对安装顶板111移动,从而使得焊点检测装置6能与装卡工装的定子组件对齐,进而使得焊点检测装置6能对定子组件100进而焊点检测工作,当检测出定子组件焊接不合格时,焊接检测卸料装置610工作能将焊点检测不合格的定子组件从装卡工装上卸下。
63.根据设计需求,所述安装连接板驱动装置113为无杆气缸。
64.根据设计需求,所述焊点检测装置6为ccd检测相机。
65.进一步的,所述焊接检测卸料装置610包括设在机架1上的焊接检测伸缩气缸611,所述焊接检测伸缩气缸611的气缸杆上设有用于将定子组件100从装卡工装13上卸下的焊接检测顶压杆612。当焊点检测装置6检测到装卡工装13上定子组件100的焊点不合格时,焊接检测伸缩气缸611驱使焊接检测顶压杆612往装卡工装13一侧移动,使得焊接检测顶压杆612顶压定子组件100并使得定子组件100从装卡工装13卸下。
66.进一步的,为了使用方便,所述机架上并位于焊点检测装置6旁设有用于接收储放
焊接检测不合格的定子组件100的第一储放盒110。
67.工作原理:
68.在工作时,控制单元控制驱动装置14驱使回转工作台12相对支撑座11旋转并带动装卡工装13依次进入装料工位、焊接工位、电阻检测工位、焊点视觉检测工位和卸料工位;同时位于装料工位的用户将插针102上套设有电路板103的定子组件100将装卡在装卡工装13上;位于焊接工位的焊接装置2工作而对进入焊接工位的定子组件100进行焊接工作;位于电阻检测工位的电阻检测装置7工作而对进入电阻检测工位的定子组件100进行电阻检测,同时电阻检测不合格的定子组件100被电阻检测卸料装置710从装卡工装13上卸下;位于焊点视觉检测工位的焊点检测装置6工作而对进入焊点视觉检测工位的定子组件100进行焊点检测,同时焊点检测不合格的定子组件100被焊接检测卸料装置610从装卡工装13上卸下;最后进入卸料工位并已完成焊接、电阻检测合格和焊点检测合格的定子组件100被位于卸料工位的卸料装置8从装卡工装13上卸下,因此本实用新型能将电机定子组件的焊接、电阻检测和焊点视觉检测全部集中到一个单一的设备上自动进行作业,具有节省人工成本和工作效率高的特点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1