一种微型全耳环拉簧夹具的制作方法
1.一种微型全耳环拉簧夹具,用于制造微型拉簧的全耳环,属于全耳环拉簧夹具设备制造技术领域。
背景技术:
2.微型全耳环拉簧的各个参数值是:拉簧直径为1.25mm,钢丝直径为0.3mm,拉簧长度为5.4mm,因此,拉簧特别小,在制造过程中,加工难度大,特别是在制作拉簧的全耳环时,由于拉簧比较小,很难采用工具将拉簧端部的钢丝弯制成全耳环,尽管如此,在目前的制造过程中由于受工具和思路的限制,都是按照普通的全耳环拉簧的全耳环制作方法,就是在将钢丝的中段绕制成拉簧后,再将拉簧两端的钢丝弯制成全耳环,但是,由于微型全耳环拉簧的体积特别小,夹持拉簧不方便,工艺难度高,并且弯制全耳环的过程中很难保证其圆度,因此采用普通的微型全耳环拉簧的全耳环制作方法制作,其合格率和生产效率都很低。
技术实现要素:
3.本实用新型的目的是针对现有技术的缺点,采用将拉簧端部的第一圈钢丝扳成全耳环的方式,设计一种通过压头使拉簧端部的第一圈钢丝发生径向旋转接近90度的夹具,可以在不改变拉簧端部的第一圈钢丝的圆度的情况下将其变为全耳环,用以降低制作微型全耳环拉簧的技术要求,解决了问题拉簧的全耳环制作过程中合格率低和生产效率低的问题。
4.为解决以上技术问题,本实用新型采用的技术方案如下:
5.一种微型全耳环拉簧夹具,包括底座,所述底座上铰接有压杆,所述压杆的两端之间一体设有拉簧圈分离压头,在底座上对应所述拉簧圈分离压头设置拉簧夹持机构,所述拉簧圈分离压头的侧壁上设有与所述拉簧夹持机构配合且竖直滑动的夹持手,所述拉簧圈分离压头的下表面为背向夹持手一侧向上倾斜10度的斜面,所述拉簧圈分离压头的厚度大于制作拉簧的钢丝的直径。
6.在本实用新型中,在使用时,先将压杆扳起来(如图3所示),然后将绕制完成的拉簧放置在底座上的拉簧夹持机构上,缓慢放下压杆,使拉簧圈分离压头的下表面慢慢接触拉簧端部的第一圈钢丝,然后再使劲下压压杆,由于拉簧圈分离压头的下表面为背向夹持手一侧向上倾斜10度的斜面,所以在下压压杆的过程中,拉簧端部的第一圈钢丝变会在拉簧圈分离压头的倾斜下表面的支持力和拉簧圈分离压头向下的压力作用下,发生径向转动(如图7所示),从而形成图2的形状(即成品),拉簧圈分离压头下压的过程中,夹持手由于是滑动设于拉簧圈分离压头的侧壁上的,因此,夹持手的重力便会压住拉簧,在夹持手接触拉簧后,由于夹持手是竖直滑动设置在拉簧圈分离压头上的,因此夹持手接触拉簧后,在拉簧的支持力下保持静止,使得夹持手与拉簧夹持机构共同作用夹住拉簧,从而不会继续随压杆向下运动;在实际运动中,制造夹持手时,夹持手的重力可以根据制作微型全耳环拉簧的钢丝进行调整制作,使得夹持手的重力接触拉簧后仅夹持住拉簧而不使得拉簧变形,本实
用新型采用将拉簧端部的第一圈钢丝扳成全耳环的方式,设计一种通过压头使拉簧端部的第一圈钢丝发生径向旋转接近90度的夹具,可以在不改变拉簧端部的第一圈钢丝的圆度的情况下将其变为全耳环,用以降低制作微型全耳环拉簧的技术要求,解决了问题拉簧的全耳环制作过程中合格率低和生产效率低的问题。
7.作为一种优选的方式,所述拉簧夹持机构包括设于所述底座上的夹持座,所述夹持座上在位于夹持手的一侧设有横截面为半圆形的凹槽,所述凹槽垂直于所述压杆且一端抵达拉簧圈分离压头设置夹持手的侧壁,所述夹持座背向夹持手一侧的高度等于所述凹槽内表面最低处的高度。
8.作为一种优选的方式,所述拉簧圈分离压头的侧壁上设置滑槽,所述滑槽内滑动连接所述夹持手,所述夹持手的下端面设有与所述凹槽配合的夹持槽。
9.作为一种优选的方式,所述拉簧圈分离压头上在所述滑槽的上端设有顶板,所述顶板上设有竖直的通孔,所述夹持手的顶端设有竖直的滑杆,所述滑杆上在顶板的下表面与夹持手顶端之间套设有弹簧。
10.作为一种优选的方式,所述滑槽的底壁上还竖直设有通槽,所述夹持手上设有穿过所述通槽的螺栓,所述螺栓上在压杆背向所述夹持手的一侧螺纹连接螺母。
11.作为一种优选的方式,所述夹持座可拆卸地安装于所述底座上。
12.与现有技术相比,本实用新型的有益效果是:
13.(1)本实用新型采用将拉簧端部的第一圈钢丝扳成全耳环的方式,设计一种通过压头使拉簧端部的第一圈钢丝发生径向旋转接近90度的夹具,可以在不改变拉簧端部的第一圈钢丝的圆度的情况下将其变为全耳环,用以降低制作微型全耳环拉簧的技术要求,解决了问题拉簧的全耳环制作过程中合格率低和生产效率低的问题。
14.(2)本实用新型中的拉簧夹持机构包括设于所述底座上的夹持座,所述夹持座上在位于夹持手的一侧设有横截面为半圆形的凹槽,所述凹槽垂直于所述压杆且一端抵达拉簧圈分离压头设置夹持手的侧壁,所述夹持座背向夹持手一侧的高度等于所述凹槽内表面最低处的高度,使得夹持拉簧时,直接将拉簧放置于凹槽中,防止在拉簧圈分离压头的下表面接触拉簧时,拉簧在夹持座的表面滚动,夹持座背向夹持手一侧的高度等于所述凹槽内表面最低处,使得拉簧圈分离压头下压过程中,可以将拉簧端部的第一圈钢丝扳成全耳环。
15.(3)本实用新型通过在拉簧圈分离压头的侧壁上设置滑槽,所述滑槽内滑动连接所述夹持手,使得滑槽的侧壁以及底壁限制夹持手在水平面上的自由度,防止夹持手晃动,影响夹持效果,所述夹持手的下端面设有与所述凹槽配合的夹持槽,使得夹持拉簧更加稳固。
16.(4)本实用新型通过拉簧圈分离压头上在所述滑槽的上端设有顶板,所述顶板上设有竖直的通孔,所述夹持手的顶端设有竖直的滑杆,所述滑杆上在顶板的下表面与夹持手顶端之间套设有弹簧,使得通过滑杆进一步保证夹持手仅能上下运动,同时,滑杆便于安装弹簧,弹簧的设置是为了补充夹持手重力不足的情况,以及避免夹持手在滑槽中发生瞬时的上下运动对拉簧产生冲量导致拉簧变形。
17.(5)本实用新型通过在滑槽的底壁上竖直设置通槽,所述夹持手上设有穿过所述通槽的螺栓,所述螺栓上在压杆背向所述夹持手的一侧螺纹连接螺母,通过螺栓螺母限制夹持手在水平面上垂直于压杆方向的自由度,同时,螺栓螺母使得夹持手可拆卸安装在拉
簧圈分离压头上的,方便拆卸更换,也使得本实用新型的夹具制造工艺简单,成本低廉。
18.(6)本实用新型通过将夹持座可拆卸地安装于所述底座上,方便更换夹持座,特别是与螺栓螺母锁合的夹持手配合,可以通过更换夹持座和夹持手的方式,使得本实用新型可以通过采用将拉簧端部的第一圈钢丝扳成全耳环的方式制作多种规格拉簧的全耳环拉簧。
附图说明
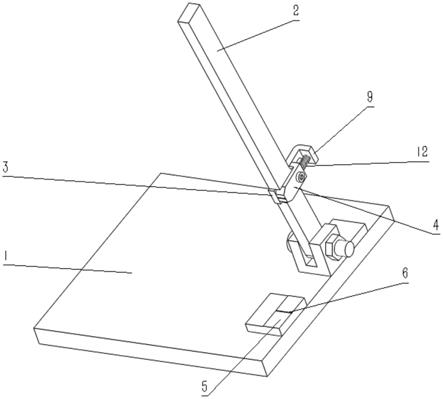
19.图1为本实用新型的结构示意图;
20.图2为微型全耳环拉簧的结构示意图;
21.图3为本实用新型中扳起压杆的结构示意图;
22.图4为本实用新型中压杆上零部件的爆炸图;
23.图5为图4的右侧局部结构示意图;
24.图6为本实用新型中夹持手的结构示意图;
25.图7为本实用新型的原理图。
26.其中,1、底座;2、压杆;3、拉簧圈分离压头;4、夹持手;5、夹持座;6、凹槽;7、滑槽;8、夹持槽;9、顶板;10、通孔;11、滑杆;12、弹簧;13、通槽;14、螺栓;15、螺母;16、拉簧;17、全耳环。
具体实施方式
27.实施例1:
28.参见图1
‑
7,一种微型全耳环拉簧夹具,包括底座1,所述底座1上铰接有压杆2,所述压杆2的两端之间一体设有拉簧圈分离压头3,在底座1上对应所述拉簧圈分离压头3设置拉簧夹持机构,所述拉簧圈分离压头3的侧壁上设有与所述拉簧夹持机构配合且竖直滑动的夹持手4,所述拉簧圈分离压头3的下表面为背向夹持手4一侧向上倾斜10度的斜面,所述拉簧圈分离压头3的厚度大于制作拉簧的钢丝的直径。
29.在本实施例中,在使用时,先将压杆2扳起来(如图3所示),然后将绕制完成的拉簧16放置在底座1上的拉簧夹持机构上,缓慢放下压杆2,使拉簧圈分离压头3的下表面慢慢接触拉簧16端部的第一圈钢丝,然后再使劲下压压杆2,由于拉簧圈分离压头3的下表面为背向夹持手4一侧向上倾斜10度的斜面,所以在下压压杆2的过程中,拉簧16端部的第一圈钢丝变会在拉簧圈分离压头3的倾斜下表面的支持力和拉簧圈分离压头3向下的压力作用下,发生径向转动(如图7所示),从而形成图2的形状(即成品),拉簧圈分离压头3下压的过程中,夹持手4由于是滑动设于拉簧圈分离压头3的侧壁上的,因此,夹持手4的重力便会压住拉簧16,在夹持手4接触拉簧16后,由于夹持手4是竖直滑动设置在拉簧圈分离压头3上的,因此夹持手4接触拉簧16后,在拉簧16的支持力下保持静止,使得夹持手4与拉簧夹持机构共同作用夹住拉簧16,从而不会继续随压杆2向下运动;在实际运动中,制造夹持手4时,夹持手4的重力可以根据制作微型全耳环拉簧的钢丝进行调整制作,使得夹持手4的重力接触拉簧16后仅夹持住拉簧16而不使得拉簧16变形,本实用新型采用将拉簧端部的第一圈钢丝扳成全耳环17的方式,设计一种通过压头使拉簧端部的第一圈钢丝发生径向旋转接近90度的夹具,可以在不改变拉簧端部的第一圈钢丝的圆度的情况下将其变为全耳环17,用以降
低制作微型全耳环拉簧的技术要求,解决了问题拉簧16的全耳环制作过程中合格率低和生产效率低的问题。
30.实施例2:
31.参见图1
‑
7,一种微型全耳环拉簧夹具,包括底座1,所述底座1上铰接有压杆2,所述压杆2的两端之间一体设有拉簧圈分离压头3,在底座1上对应所述拉簧圈分离压头3设置拉簧夹持机构,所述拉簧圈分离压头3的侧壁上设有与所述拉簧夹持机构配合且竖直滑动的夹持手4,所述拉簧圈分离压头3的下表面为背向夹持手4一侧向上倾斜10度的斜面,所述拉簧圈分离压头3的厚度大于制作拉簧的钢丝的直径。
32.优选地,所述拉簧夹持机构包括设于所述底座1上的夹持座5,所述夹持座5上在位于夹持手4的一侧设有横截面为半圆形的凹槽6,所述凹槽6垂直于所述压杆2且一端抵达拉簧圈分离压头3设置夹持手4的侧壁,所述夹持座5背向夹持手4一侧的高度等于所述凹槽内表面最低处的高度,使得夹持拉簧16时,直接将拉簧16放置于凹槽6中,防止在拉簧圈分离压头3的下表面接触拉簧16时,拉簧16在夹持座5的表面滚动,夹持座5背向夹持手4一侧的高度等于所述凹槽内表面最低处,使得拉簧圈分离压头3下压过程中,可以将拉簧端部的第一圈钢丝扳成全耳环17。
33.优选地,在拉簧圈分离压头3的侧壁上设置滑槽7,所述滑槽7内滑动连接所述夹持手4,使得滑槽7的侧壁以及底壁1限制夹持手4在水平面上的自由度,防止夹持手4晃动,影响夹持效果,所述夹持手4的下端面设有与所述凹槽6配合的夹持槽8,使得夹持拉簧16更加稳固。
34.优选地,拉簧圈分离压头3上在所述滑槽7的上端设有顶板9,所述顶板9上设有竖直的通孔10,所述夹持手4的顶端设有竖直的滑杆11,所述滑杆11上在顶板9的下表面与夹持手4顶端之间套设有弹簧12,使得通过滑杆11进一步保证夹持手4仅能上下运动,同时,滑杆11便于安装弹簧12,弹簧12的设置是为了补充夹持手4重力不足的情况,以及避免夹持手4在滑槽7中发生瞬时的上下运动对拉簧16产生冲量导致拉簧16变形。
35.优选地,在滑槽7的底壁上竖直设置通槽13,所述夹持手4上设有穿过所述通槽13的螺栓14,所述螺栓14上在压杆2背向所述夹持手4的一侧螺纹连接螺母15,通过螺栓14和螺母15限制夹持手4在水平面上垂直于压杆2方向的自由度,同时,螺栓14和螺母15使得夹持手4可拆卸安装在拉簧圈分离压头3上的,方便拆卸更换,也使得本实用新型的夹具的制造工艺简单,成本低廉。
36.优选地,将夹持座5可拆卸地安装于所述底座1上,方便更换夹持座5,特别是与螺栓14和螺母15锁合的夹持手4配合,可以通过更换夹持座5和夹持手4的方式,使得本实用新型可以通过采用将拉簧端部的第一圈钢丝扳成全耳环的方式制作多种规格拉簧的全耳环拉簧。
37.本实施例的其他部分与实施例1相同,这里就不再赘述。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1