一种双工位的蓄电池汇流排焊接机构的制作方法
一种双工位的蓄电池汇流排焊接机构
【技术领域】
1.本实用新型涉及电池汇流排焊接的技术领域,特别是一种双工位的蓄电池汇流排焊接机构。
背景技术:
2.铅酸蓄电池的焊接,特别是电动车用铅酸蓄电池的汇流排及接线柱(端子) 的焊接,是指将电池极群中的正极片与相邻电池单格的负极片熔化后串联一起实现汇流排焊接成一体的过程。最早采用手工焊接,选用气体高温燃烧后将极片的极耳熔化,并加入焊料,然后冷却成型,实现汇流排的焊接。随着自动化水平的提高,目前市场上一般采用铸焊方法,配合自动或半自动焊接机,实现电池汇流排及接线柱的焊接。铸焊方法是将合金铅在铅锅中加热熔化成液态,液态铅加入焊接模腔,再将电池倒放,极耳朝下插入铅液型腔,使极片熔化成一体,实现汇流排接线柱的焊接。
3.上述的手工气焊存在一定的缺陷:劳动强度大,焊接环境差,不利于操作工的身体健康。焊接质量一致性差,电池质量可控性差。自动或半自动铸焊同样存在劳动强度大的缺点,同时因一直保温加温铅液,能耗较大,焊接成本较高。焊接环境无法相对隔离,铅烟尘污染大,影响操作工身体健康。
技术实现要素:
4.本实用新型的目的就是解决现有技术中的问题,提出一种双工位的蓄电池汇流排焊接机构,可以实现无人自动化焊接,生产效率高,降低人工成本。
5.为实现上述目的,本实用新型提出了一种双工位的蓄电池汇流排焊接机构,包括蓄电池输送流水线、第一焊接模组件、第二焊接模组件,所述蓄电池输送流水线上沿其输送方向依次设有上料工位、第一焊接工位、第二焊接工位和下料工位,所述第一焊接工位、第二焊接工位的上方分别设有第一焊接模组件、第二焊接模组件,所述第一焊接模组件上设有可移动的右梳形模和可移动的右合模板,所述右梳形模向右合模板移动至两者合模时,在两者之间形成若干个可容置焊丝的第一型腔,所述第二焊接模组件上设有可移动的左梳形模和可移动的左合模板,所述左梳形模向左合模板移动至两者合模时,在两者之间形成若干个可容置焊丝的第二型腔。
6.作为优选,所述右梳形模、左梳形模的内侧均排布若干个梳齿,相邻的两个梳齿之间形成用以插装蓄电池极耳的齿槽。
7.作为优选,所述右梳形模、左梳形模上分别设有若干个用以容纳焊丝的容槽,所述第一型腔由右梳形模上的容槽与右合模板的侧壁组成,所述第二型腔由左梳形模上的容槽与左合模板的侧壁组成,所述第二焊接模组件上还设有两个端子定位槽,所述两个端子定位槽分别设置于左梳形模上的两个容槽的外侧。
8.作为优选,所述第一焊接模组件、第二焊接模组件的下方还分别设有用于对蓄电池进行限位的定位机构。
9.作为优选,还包括分别用于控制右梳形模、左梳形模移动的第一平移动力机构,以及分别用于控制右合模板、左合模板移动的第二平移动力机构。
10.本实用新型的有益效果:本实用新型通过蓄电池输送流水线、第一焊接模组件、第二焊接模组件等的配合,能够实现自动流水线焊接作业,作业空间相对独立,占用空间小。无人自动化焊接,大大降低了人工成本,操作工只需监控焊接过程,可以远离作业区,劳动强度大大降低,保障了操作工身体健康。
11.本实用新型的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
12.图1是本实用新型一种双工位的蓄电池汇流排焊接机构的结构示意图;
13.图2是本实用新型开模状态下第一焊接模组件、第二焊接模组件的结构示意图;
14.图3是本实用新型开模状态下第一焊接模组件、第二焊接模组件的俯视示意图;
15.图4是本实用新型合模状态下第一焊接模组件、第二焊接模组件的结构示意图;
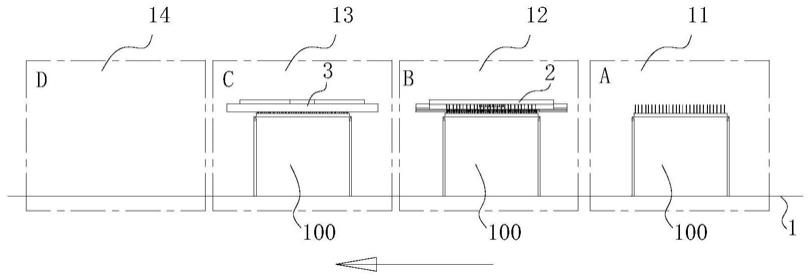
16.图5是本实用新型的工作状态流程示意图。
【具体实施方式】
17.参阅图1至图5本实用新型一种双工位的蓄电池汇流排焊接机构,包括蓄电池输送流水线1、第一焊接模组件2、第二焊接模组件3,所述蓄电池输送流水线1上沿其输送方向依次设有上料工位11、第一焊接工位12、第二焊接工位 13和下料工位14,所述第一焊接工位12、第二焊接工位13的上方分别设有第一焊接模组件2、第二焊接模组件3,所述第一焊接模组件2上设有可移动的右梳形模21和可移动的右合模板22,所述右梳形模21向右合模板22移动至两者合模时,在两者之间形成若干个可容置焊丝的第一型腔,所述第二焊接模组件3 上设有可移动的左梳形模31和可移动的左合模板32,所述左梳形模31向左合模板32移动至两者合模时,在两者之间形成若干个可容置焊丝的第二型腔。
18.进一步地,所述右梳形模21、左梳形模31的内侧均排布若干个梳齿4,相邻的两个梳齿4之间形成用以插装蓄电池100极耳的齿槽。
19.进一步地,所述右梳形模21、左梳形模31上分别设有若干个用以容纳焊丝的容槽5,所述第一型腔由右梳形模21上的容槽5与右合模板22的侧壁组成,所述第二型腔由左梳形模31上的容槽5与左合模板32的侧壁组成,所述第二焊接模组件3上还设有两个端子定位槽6,所述两个端子定位槽6分别设置于左梳形模31上的两个容槽5的外侧。
20.进一步地,所述第一焊接模组件2、第二焊接模组件3的下方还分别设有用于对蓄电池100进行限位的定位机构。
21.进一步地,还包括分别用于控制右梳形模21、左梳形模31移动的第一平移动力机构,以及分别用于控制右合模板22、左合模板32移动的第二平移动力机构。
22.本实用新型工作过程:
23.焊接时电池呈直立状态,极耳朝上,待焊蓄电池100由上料工位11(对应图 5中的a位置)沿箭头所示方向向前输送至第一焊接工位12(对应图5中的b位置),同时另一个待焊蓄电池100补入上料工位11。
24.蓄电池100进入第一焊接工位12(对应图5中的b位置)后,定位机构先对蓄电池定
位,然后第一焊接模组件2合模,开始对蓄电池100的右侧极群进行焊接,焊接后第一焊接模组件2开模;完成右侧极群焊接的蓄电池100进入第二焊接工位13(对应图5中的c位置),第二焊接模组件3合模,开始对蓄电池 100的左侧极群进行焊接,同时另一个待焊蓄电池100由上料工位11补入第一焊接工位12,进行右侧极群的焊接。
25.在整个流水线焊接工作时,处于第一焊接工位12、第二焊接工位13上的两个蓄电池100同时焊接,第一焊接工位12、第二焊接工位13上的蓄电池100焊接完成后,上料工位11、第一焊接工位12、第二焊接工位13上的蓄电池100 同时向出口方向移动一个工位输送(由图5中的上图所示状态输送到下图所示状态)。第二焊接工位13上已完成焊接的蓄电池100,送到出口处的下料工位 14(对应图5中的d位置)等待下料;第一焊接工位12上的蓄电池100进入第二焊接工位13继续焊接,完成剩下左侧极群部分焊接;同时第一焊接工位12上补入新的蓄电池,又开始焊接开始部分,如此往复实现自动流水线焊接作业。
26.焊接过程如下:
27.待焊蓄电池100进入第一焊接工位12,右梳形模21与右合模板22合模(合模动作为右合模板22先平移至合模位置,然后右梳形模21朝向右合模板22移动,使梳齿插入极耳之间的槽中,直至与右合模板22合模),电池极耳夹持于右梳形模21向右合模板22之间,焊丝放在极耳上方,采用氩弧焊枪高温熔化焊丝和极耳,熔化体在右梳形模21向右合模板22之间形成的第一型腔内,凝固成汇流排,实现电池汇流排的部分焊接,电池再进入第二焊接工位13焊接,完成后半部分的焊接。其中第二焊接工位13上放有端子和焊丝,第二焊接模组件3上设有端子定位槽6,可同时完成汇流排和端子的焊接。当然端子焊接也可独立再安排工位焊接,在本实施方案中采用汇流排与端子同在第二焊接工位13 焊接。
28.上述实施例是对本实用新型的说明,不是对本实用新型的限定,任何对本实用新型简单变换后的方案均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1