一种细长类汽车底盘系统零件加工工装的制作方法
1.本实用新型涉及汽车底盘系统领域,尤其涉及一种细长类汽车底盘系统零件加工工装,例如:连杆、稳定杆、纵臂等带有翻边、翻孔的零件。
背景技术:
2.汽车底盘零部件是汽车底盘系统的重要组成部分,例如:前桥、后桥、控制臂及副车架等。汽车底盘零部件的主要作用是减弱路面震动给车身带来的冲击,提高悬挂系统的连接刚度,提高汽车行驶过程中的舒适性和稳定性,此外,还能降低发动机和路面震动所带来的噪音,提高汽车舱内的静音水平。
3.在汽车制造领域,板材冲压工艺占据了很大一部分比例,汽车上的零件,特别是底盘件,基本上85%需要采用冲压工艺来实现。考虑到制造成本、零件本身结构、整车装配及强度等因素,底盘件零件都有其独特的冲压制造工艺。近几年来,以高强度、轻量化作为主导,对底盘零件设计越来越要求高,出现了较多带有翻边、翻孔的底盘系统零件,例如:连杆、稳定杆、纵臂等。该种带有翻边、翻孔的零件普遍存在着加工工艺复杂或无法实现,并且模具结构繁琐、强度不高等问题。
技术实现要素:
4.本实用新型所要解决的第一个技术问题是针对现有技术而提供一种结构简单、通用性好且方便组装维修的细长类汽车底盘系统零件加工工装。
5.本实用新型所要解决的第二个技术问题是针对现有技术而提供一种加工尺寸精准的细长类汽车底盘系统零件加工工装。
6.本实用新型解决至少一个上述技术问题所采用的技术方案为:一种细长类汽车底盘系统零件加工工装,所述零件包括杆体,该杆体沿长度方向的第一侧具有第一翻边,而与该第一侧相对的为杆体的第二侧,且该杆体的至少一端具有第一翻孔,其特征在于,所述加工工装包括
7.翻边模具,包括上下设置的翻边上模和翻边下模,其中,翻边下模的顶面上设置有与上述杆体的第二侧相匹配的翻边下型面而翻边上模的底面上设有与上述第一翻边相匹配的翻边上型面,上述翻边上模和翻边下模上下重合而使上述翻边上型面与翻边下型面拼合成用于容置上述杆体的翻边空间,且上述翻边上模能在冲压力作用下朝翻边下模下行并压紧该翻边下模而在杆体的第一侧形成上述第一翻边;
8.冲孔模具,包括上下设置的冲孔上模、冲孔下模以及具有冲头的冲头装置,其中,冲孔上模的底面上设置有与上述杆体的第二侧相匹配的冲孔上型面而冲孔下模的顶面上设有与上述杆体的第一侧相匹配的冲孔下型面,上述冲孔上模和冲孔下模上下重合而使上述冲孔上型面与冲孔下型面拼合成用于容置上述经翻边处理后的杆体的冲孔空间,上述冲头装置设置在上述冲孔下模的一侧,且该冲孔下模上开设有与上述冲头相匹配的冲头孔,上述冲头穿设在冲头孔中并能对上述杆体的待冲孔处进行冲孔而形成侧冲孔;以及
9.翻孔模具,包括翻孔下模和翻孔气缸,该翻孔下模上顶面上设置有用于定位上述经冲孔处理后的杆体的第一翻孔定位块,上述翻孔气缸设置在上述翻孔下模的一侧,且该翻孔气缸的活塞杆上固定有翻孔芯棒,该翻孔芯棒的横截面呈圆形且其半径与上述侧冲孔相匹配,且该翻孔芯棒能在翻孔气缸驱动下压入上述侧冲孔而形成上述第一翻孔。
10.进一步,上述杆体可有多种具体的实现结构,本实用新型中所述杆体延其长度方向由两块板体相对拼合而成,且各板体与上述杆体的第二侧对应侧沿长度方向相邻,而与上述杆体的第一侧对应处分别设置有上述第一翻边,两块板体之间留有空隙而该上述第一翻边的两侧分别形成零件间隙,各板体的一端分别开设有上述第一翻孔,且其中一板体各端上的第一翻孔分别与另一板体对应端的第一翻孔正对。
11.进一步,所述翻边下模的翻边下型面上设置有翻边浮料销,该翻边浮料销能使放置在该翻边下型面上的上述杆体具有向上运动的趋势。翻边过程中受到冲床的冲压作用各翻边浮料销被下压而蓄积势能,而当翻边结束后,翻边上模与翻边下模相分离,冲压力消失,各翻边浮料销释放势能而将翻边下型面中的杆体顶出,从而能避免杆体卡在翻边下型面中。
12.进一步,所述翻边模具还包括翻边上板和翻边下板,上述翻边上模固定在上述翻边上板的底面上,而上述翻边下模固定在上述翻边下板的顶面上,且翻边上板的底面上于上述翻边上模的两端分别固定有具第一楔形面的翻边固定楔形块,而翻边下板的顶面上于上述翻边下模的两端分别固定有定位台,各定位台的顶面上分别设置有具第二楔形面的翻边活动楔形块和第一复位拉簧,各上述第一楔形面与对应的第二楔形面上下相对,且各第一楔形面分别由下至上朝翻边上模方向向上倾斜而各第二楔形面分别由下至上朝翻边下模方向朝上倾斜,并且,各翻边活动楔形块的内侧端分别具有翻边定位块,而各翻边定位块分别卡入对应端的零件间隙中,各翻边活动楔形块能沿对应定位台的顶面来回移动而使对应的翻边定位块插入或脱离对应端的零件间隙,而各第一复位拉簧的一端与对应翻边活动楔形块的外侧端固定而另一端分别与定位台顶面上的第一安装块固定,且各第一复位拉簧使对应的翻边活动楔形块的翻边定位块具有脱离对应端的零件间隙的趋势。通过设置翻边下板和翻边上板使得翻边模具的结构稳固,同时该翻边模具可通过翻边上板或翻边下板来实现与其他结构的拆装,从而方便翻边模具与其他加工模具的组合,此外,由上至下冲压过程中,通过第一楔形面与第二楔形面的相互作用将朝下的冲压力分解成朝内的水平力,从而分别驱动各翻边活动楔形块朝内移动,从而使各翻边定位块分别卡入对应端的零件间隙中,对杆体进行支撑,以避免冲孔过程中杆体变形,冲孔结束后,翻边上模上移,冲压力消失,各翻边活动楔形块在对应的第一复位拉簧的作用下复位。
13.进一步,所述冲孔模具还包括冲孔上板和冲孔下板,上述冲孔上模固定在上述冲孔上板的底面上,而上述冲孔下模固定在上述冲孔下板的顶面上,且冲孔上板的底面上于上述冲孔上模的各端的两侧分别固定有具第三楔形面的冲孔固定楔形块,上述冲头装置为四个并与上述冲孔固定楔形块一一对应,各冲头装置分别固定在冲孔下板的顶面上并分别位于上述冲孔下模各端的两侧,各冲头装置均包括安装台,各安装台的顶面上分别设置有具第四楔形面的冲孔活动楔形块和第二复位拉簧,各上述第三楔形面与对应的第四楔形面上下相对,且各第三楔形面分别由下至上朝冲孔上模方向向上倾斜而各第四楔形面分别由下至上朝冲孔下模方向向上倾斜,并且,各冲孔活动楔形块的内侧端固定有上述冲头,各冲
孔活动楔形块能沿对应安装台的顶面来回移动而使对应的冲头能冲压对应板体的对应端的待冲孔处或者从冲孔形成的侧冲孔中脱离,而各第二复位拉簧的一端与对应冲孔活动楔形块的外侧端固定而另一端分别与安装台顶面上的第二安装块固定,且各第二复位拉簧使对应的冲孔活动楔形块的冲头具有脱离对应板体的对应端的趋势。通过设置冲孔下板和冲孔上板使得冲孔模具的结构稳固,同时该冲孔模具可通过冲孔上板或冲孔下板来实现与其他结构的拆装,从而方便冲孔模具与其他加工模具的组合,此外,由上至下冲压过程中,通过第三楔形面与第四楔形面的相互作用将朝下的冲压力分解成朝内的水平力,从而分别驱动各冲孔活动楔形块朝内移动,各冲孔活动楔形块上的冲头分别冲压待冲孔处而形成侧冲孔。冲孔结束后,冲孔上模上移,冲压力消失,各冲孔活动楔形块在对应的第二复位拉簧的作用下复位。
14.进一步,所述冲孔上模的底面上于上述冲孔上型面的两端分别设置有沿冲孔上模长度方向延伸的安装滑槽,而各安装滑槽中分别滑配安装有冲孔定位块,各冲孔定位块能卡入对应的端零件间隙中,且各冲孔定位块上分别开设有供上述冲头穿设的通孔,且两冲孔定位块之间连接有压紧弹簧,该压紧弹簧使两块冲孔定位块具有相向运动的趋势。这样各冲孔定位块卡入对应的零件间隙中,通过压紧弹簧将两侧的冲孔定位块拉紧,从而使得各冲孔定位块能对杆体进行稳固的定位。
15.进一步,所述冲孔下模的冲孔下型面上设置有冲孔浮料销,该冲孔浮料销使放置在该冲孔下型面上的上述杆体具有向上运动的趋势。冲孔过程中受到冲床的冲压作用各冲孔浮料销被下压而蓄积势能,而当冲孔结束后,冲孔上模与冲孔下模相分离,冲压力消失,各冲孔浮料销释放势能而将冲孔下型面中的杆体顶出,从而能避免杆体卡在冲孔下型面中。
16.进一步,所述翻孔模具还包括翻孔下板,上述翻孔下模和翻孔气缸分别固定在该翻孔下板的上表面上,且该翻孔气缸为四个并分别设置在翻孔下模各端的两侧,上述第一翻孔定位块为两个能分别卡入杆体对应端的零件间隙中。通过设置翻孔下板能使翻孔模具的结构稳固,同时通过翻孔下板能实现翻孔模具与其他结构的拆装,从而方便翻孔模具与其他加工模具的组合。
17.进一步,所述翻孔模具还包括固定在上述翻孔下板的上表面上并位于上述翻孔下模两端的定位气缸,各定位气缸的活塞杆上分别固定有第二翻孔定位块,各第二翻孔定位块上分别开设有第一定位半孔,而各第一翻孔定位块上分别开设有第二定位半孔,各第二翻孔定位块能插入对应端的零件间隙中而使其上的第一定位半孔与对应第一翻孔定位块上的第二定位半孔拼合而形成供对应的翻孔芯棒穿设的翻孔定位孔,各翻孔定位孔分别与其两侧的侧冲孔正对,且成型后的各第一翻孔的翻缘分别与对应的翻孔定位孔的孔壁叠置。通过第二翻孔定位块与第一翻孔定位块的配合作用能更好地对杆体进行定位,并且通过由第一翻孔定位块的第一定位半孔和第二翻孔定位块的第二定位半孔拼合而成的翻孔定位孔能对翻孔工序进行导向。翻孔结束后,翻孔气缸驱动翻孔芯棒退出,接着定位气缸驱动第二翻孔定位块退出,最后将翻孔结束后的杆件取出。
18.进一步,各所述翻孔气缸的活塞杆上于对应翻孔芯棒的内侧还分别固定有第三安装块,而各翻孔芯棒上分别套设有复位弹簧,各复位弹簧的一端连接在对应的第三安装块上,且翻孔状态下,各复位弹簧被限位在其所在的第三安装块与杆体的对应处之间。这样在
各复位弹簧的弹性力的作用下能使各翻孔芯棒能更加紧密地插设在对应的侧冲孔以及翻孔定位孔中,进而保证翻孔工序的可靠性。
19.与现有技术相比,本实用新型的优点在于:本实用新型中的加工工装包括翻边模具、冲孔模具以及翻孔模具。其中,翻边模具中待翻边的杆体容置并定位在翻边空间中,翻边上模具有与第一翻边相匹配的翻边上型面,而杆件的待翻边处被放置在该翻边上型面上,在由上至下的冲压力的作用下杆件的待翻边处卡入上述翻边上型面中而被加工成第一翻边。冲孔模具具有用于容置并定位经翻边处理后的杆件的冲孔空间,同时冲头装置的冲头能对上述杆体的待冲孔处进行冲孔而形成侧冲孔。翻孔模具中通过第一翻孔定位块对经冲孔处理后的杆件进行定位,翻孔芯棒能在翻孔气缸驱动下压入上述侧冲孔而形成上述第一翻孔。
20.可见,本实用新型中的工装能依次进行翻边、侧冲孔以及翻孔工序,将该三道工序有序串联而实现普通冲压工艺无法成型的细长类零件结构,并且每道工序中的加工尺寸均能达到要求,进而使得加工成型的零件尺寸符合要求。并且,本实用新型中的工装中每道工序均具有一套相对独立的模具结构,这样能根据加工的需要对各模具进行组合,提高工装的通用性,可根据不同冲床实现单工序生产或者多工序联合生产。
附图说明
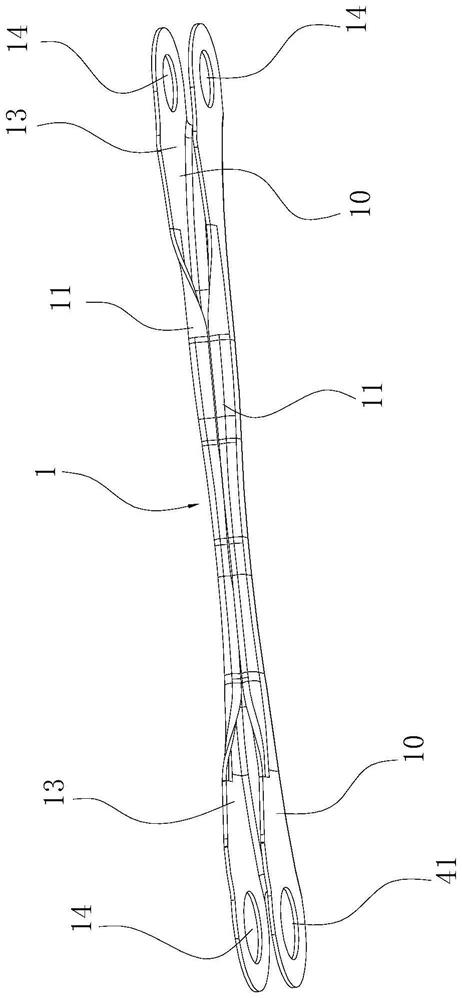
21.图1为本实用新型实施例中经冲孔工序后的杆体的结构示意图;
22.图2为本实用新型实施例中经翻孔工序后的杆体的结构示意图(即为零件成品);
23.图3为本实用新型实施例中翻边模具的结构示意图;
24.图4为本实用新型实施例中翻边模具的局部结构分解图(装载待翻边零件状态下);
25.图5为图4的另一方向的结构示意图;
26.图6为实用新型实施例中翻边下模的结构示意图;
27.图7为本实用新型实施例中冲孔模具的结构示意图;
28.图8为本实用新型实施例中冲孔模具的局部结构分解图(装载待冲孔零件状态下);
29.图9为图8的另一方向的结构示意图;
30.图10为实用新型实施例中冲孔下模的结构示意图;
31.图11为本实用新型实施例中翻孔模具的结构示意图(装载待翻孔零件状态下);
32.图12为本实用新型实施例中翻孔模具的局部结构示意图(装载待翻孔零件状态下);
33.图13为本实用新型实施例中翻孔模具的另一局部结构示意图(装载待翻孔零件的部分结构省略状态下);
34.图14为本实用新型实施例中翻孔模具的再另一局部结构示意图(未装载待翻孔零件状态下)。
具体实施方式
35.以下结合附图实施例对本实用新型作进一步详细描述。
36.如图1~14所示,一种细长类汽车底盘系统零件加工工装,其中,上述零件包括杆体1,该杆体1沿长度方向的第一侧具有第一翻边11,而与该第一侧相对的为杆体1的第二侧,且该杆体1的至少一端具有第一翻孔12,例如,前桥、后桥、控制臂及副车架等。具体地,如图2所示,本实施例中,上述杆体1延其长度方向由两块板体10相对拼合而成,且各板体10与上述杆体1的第二侧对应侧沿长度方向相邻,而与上述杆体1的第一侧对应处分别设置有上述第一翻边11,两块板体10之间留有空隙而该上述第一翻边11的两侧分别形成零件间隙13,各板体10的一端分别开设有上述第一翻孔12,且其中一板体10各端上的第一翻孔12分别与另一板体10对应端的第一翻孔12正对。
37.进一步,如图3~14所示,上述加工工装包括翻边模具2、冲孔模具3以及翻孔模具4。其中,翻边模具2包括上下设置的翻边上模21和翻边下模22,翻边下模22的顶面上设置有与上述杆体1的第二侧相匹配的翻边下型面220而翻边上模21的底面上设有与上述第一翻边11相匹配的翻边上型面210,上述翻边上模21和翻边下模22上下重合而使上述翻边上型面210与翻边下型面220拼合成用于容置上述杆体1的翻边空间,且上述翻边上模21能在冲压力作用下朝翻边下模22下行并压紧该翻边下模22而在杆体1的第一侧形成上述第一翻边11。冲孔模具3包括上下设置的冲孔上模31、冲孔下模32以及具有冲头330的冲头装置33,冲孔上模31的底面上设置有与上述杆体1的第二侧相匹配的冲孔上型面310而冲孔下模32的顶面上设有与上述杆体1的第一侧相匹配的冲孔下型面320,上述冲孔上模31和冲孔下模32上下重合而使上述冲孔上型面310与冲孔下型面320拼合成用于容置上述经翻边处理后的杆体1的冲孔空间,上述冲头装置33设置在上述冲孔下模32的一侧,且该冲孔下模32上开设有与上述冲头330相匹配的冲头孔321,上述冲头330穿设在冲头孔321中并能对上述杆体1的待冲孔处进行冲孔而形成侧冲孔14。翻孔模具4包括翻孔下模40和翻孔气缸41,该翻孔下模40上顶面上设置有用于定位上述经冲孔处理后的杆体1(如图1所示)的第一翻孔定位块45,上述翻孔气缸41设置在上述翻孔下模40的一侧,且该翻孔气缸41的活塞杆上固定有翻孔芯棒411,该翻孔芯棒411的横截面呈圆形且其半径与上述侧冲孔14相匹配,且该翻孔芯棒411能在翻孔气缸41驱动下压入上述侧冲孔14而形成上述第一翻孔12。
38.由上可见,本实用新型中的加工工装包括翻边模具2、冲孔模具3以及翻孔模具4。其中,翻边模具2中待翻边的杆体1容置并定位在翻边空间中,翻边上模21具有与第一翻边11相匹配的翻边上型面210,而杆件的待翻边处被放置在该翻边上型面210上,在由上至下的冲压力的作用下杆件的待翻边处卡入上述翻边上型面210中而被加工成第一翻边11。冲孔模具3具有用于容置并定位经翻边处理后的杆件的冲孔空间,同时冲头装置33的冲头330能对上述杆体1的待冲孔处进行冲孔而形成侧冲孔14。翻孔模具4中通过第一翻孔定位块45对经冲孔处理后的杆件进行定位,翻孔芯棒411能在翻孔气缸41驱动下压入上述侧冲孔14而形成上述第一翻孔12。可见,本实用新型中的工装能依次进行翻边、侧冲孔14以及翻孔工序,将该三道工序有序串联而实现普通冲压工艺无法成型的细长类零件结构,并且每道工序中的加工尺寸均能达到要求,进而使得加工成型的零件尺寸符合要求。并且,本实用新型中的工装中每道工序均具有一套相对独立的模具结构,这样能根据加工的需要对各模具进行组合,提高工装的通用性,可根据不同冲床实现单工序生产或者多工序联合生产。
39.优选地,上述翻边下模22的翻边下型面220上设置有翻边浮料销28,该翻边浮料销28能使放置在该翻边下型面220上的上述杆体1具有向上运动的趋势。翻边过程中受到冲床
的冲压作用各翻边浮料销28被下压而蓄积势能,而当翻边结束后,翻边上模21与翻边下模22相分离,冲压力消失,各翻边浮料销28释放势能而将翻边下型面220中的杆体1顶出,从而能避免杆体1卡在翻边下型面220中。进一步,上述翻边模具2还包括翻边上板201和翻边下板202,上述翻边上模21固定在上述翻边上板201的底面上,而上述翻边下模22固定在上述翻边下板202的顶面上,且翻边上板201的底面上于上述翻边上模21的两端分别固定有具第一楔形面231的翻边固定楔形块23,而翻边下板202的顶面上于上述翻边下模22的两端分别固定有定位台24,各定位台24的顶面上分别设置有具第二楔形面251的翻边活动楔形块25和第一复位拉簧26,各上述第一楔形面231与对应的第二楔形面251上下相对,且各第一楔形面231分别由下至上朝翻边上模21方向向上倾斜而各第二楔形面251分别由下至上朝翻边下模22方向朝上倾斜,并且,各翻边活动楔形块25的内侧端分别具有翻边定位块27,而各翻边定位块27分别卡入对应端的零件间隙13中,各翻边活动楔形块25能沿对应定位台24的顶面来回移动而使对应的翻边定位块27插入或脱离对应端的零件间隙13,而各第一复位拉簧26的一端与对应翻边活动楔形块25的外侧端固定而另一端分别与定位台24顶面上的第一安装块241固定,且各第一复位拉簧26使对应的翻边活动楔形块25的翻边定位块27具有脱离对应端的零件间隙13的趋势。通过设置翻边下板202和翻边上板201使得翻边模具2的结构稳固,同时该翻边模具2可通过翻边上板201或翻边下板202来实现与其他结构的拆装,从而方便翻边模具2与其他加工模具的组合,此外,由上至下冲压过程中,通过第一楔形面231与第二楔形面251的相互作用将朝下的冲压力分解成朝内的水平力,从而分别驱动各翻边活动楔形块25朝内移动,从而使各翻边定位块27分别卡入对应端的零件间隙13中,对杆体1进行支撑,以避免冲孔过程中杆体1变形,冲孔结束后,翻边上模21上移,冲压力消失,各翻边活动楔形块25在对应的第一复位拉簧26的作用下复位。此外,本实施例中翻边上模21、翻边下模22、各翻边固定楔形块23、各定位台24的两侧分别固定有第一定位肋条5,从而实现对上述各部件定位固定。
40.上述冲孔模具3还包括冲孔上板301和冲孔下板302,上述冲孔上模31固定在上述冲孔上板301的底面上,而上述冲孔下模32固定在上述冲孔下板302的顶面上,且冲孔上板301的底面上于上述冲孔上模31的各端的两侧分别固定有具第三楔形面341的冲孔固定楔形块34,上述冲头装置33为四个并与上述冲孔固定楔形块34一一对应,各冲头装置33分别固定在冲孔下板302的顶面上并分别位于上述冲孔下模32各端的两侧,各冲头装置33均包括安装台331,各安装台331的顶面上分别设置有具第四楔形面351的冲孔活动楔形块35和第二复位拉簧36,各上述第三楔形面341与对应的第四楔形面351上下相对,且各第三楔形面341分别由下至上朝冲孔上模31方向向上倾斜而各第四楔形面351分别由下至上朝冲孔下模32方向向上倾斜,并且,各冲孔活动楔形块35的内侧端固定有上述冲头330,各冲孔活动楔形块35能沿对应安装台331的顶面来回移动而使对应的冲头能冲压对应板体10的对应端的待冲孔处或者从冲孔形成的侧冲孔14中脱离,而各第二复位拉簧36的一端与对应冲孔活动楔形块35的外侧端固定而另一端分别与安装台331顶面上的第二安装块38固定,且各第二复位拉簧36使对应的冲孔活动楔形块35的冲头具有脱离对应板体10的对应端的趋势。通过设置冲孔下板302和冲孔上板301使得冲孔模具3的结构稳固,同时该冲孔模具3可通过冲孔上板301或冲孔下板302来实现与其他结构的拆装,从而方便冲孔模具3与其他加工模具的组合,此外,由上至下冲压过程中,通过第三楔形面341与第四楔形面351的相互作用将
朝下的冲压力分解成朝内的水平力,从而分别驱动各冲孔活动楔形块35朝内移动,各冲孔活动楔形块35上的冲头分别冲压待冲孔处而形成侧冲孔14。冲孔结束后,冲孔上模31上移,冲压力消失,各冲孔活动楔形块35在对应的第二复位拉簧36的作用下复位。本实施例中上述冲孔上模31和冲孔下模32的两侧分别固定有第二定位肋条6,通过第二定位肋条6实现对该冲孔上模31和冲孔下模32的稳固定位。
41.本实施例中,上述冲孔上模31的底面上于上述冲孔上型面310的两端分别设置有沿冲孔上模31长度方向延伸的安装滑槽311,而各安装滑槽311中分别滑配安装有冲孔定位块39,各冲孔定位块39能卡入对应的端零件间隙13中,且各冲孔定位块39上分别开设有供上述冲头穿设的通孔391,且两冲孔定位块39之间连接有压紧弹簧(未示出),该压紧弹簧使两块冲孔定位块39具有相向运动的趋势。这样各冲孔定位块39卡入对应的零件间隙13中,通过压紧弹簧将两侧的冲孔定位块39拉紧,从而使得各冲孔定位块39能对杆体1进行稳固的定位。优选地,上述冲孔下模32的冲孔下型面320上设置有冲孔浮料销37,该冲孔浮料销37使放置在该冲孔下型面320上的上述杆体1具有向上运动的趋势。冲孔过程中受到冲床的冲压作用各冲孔浮料销37被下压而蓄积势能,而当冲孔结束后,冲孔上模31与冲孔下模32相分离,冲压力消失,各冲孔浮料销37释放势能而将冲孔下型面320中的杆体1顶出,从而能避免杆体1卡在冲孔下型面320中。冲孔工序后杆体1的结构如图1所示。
42.进一步,上述翻孔模具4还包括翻孔下板400,上述翻孔下模40和翻孔气缸41分别固定在该翻孔下板400的上表面上,且该翻孔气缸41为四个并分别设置在翻孔下模40各端的两侧,上述第一翻孔12定位块为两个能分别卡入杆体1对应端的零件间隙13中。通过设置翻孔下板400能使翻孔模具4的结构稳固,同时通过翻孔下板400能实现翻孔模具4与其他结构的拆装,从而方便翻孔模具4与其他加工模具的组合。此外,上述翻孔模具4还包括固定在上述翻孔下板400的上表面上并位于上述翻孔下模40两端的定位气缸42,各定位气缸42的活塞杆上分别固定有第二翻孔定位块421,各第二翻孔定位块421上分别开设有第一定位半孔431,而各第一翻孔定位块45上分别开设有第二定位半孔432,各第二翻孔定位块421能插入对应端的零件间隙13中而使其上的第一定位半孔431与对应第一翻孔定位块45上的第二定位半孔432拼合而形成供对应的翻孔芯棒411穿设的翻孔定位孔43,各翻孔定位孔43分别与其两侧的侧冲孔14正对,且成型后的各第一翻孔12的翻缘分别与对应的翻孔定位孔43的孔壁叠置。通过第二翻孔定位块421与第一翻孔定位块45的配合作用能更好地对杆体1进行定位,并且通过由第一翻孔定位块45的第一定位半孔431和第二翻孔定位块421的第二定位半孔432拼合而成的翻孔定位孔43能对翻孔工序进行导向。翻孔结束后,翻孔气缸41驱动翻孔芯棒411退出,接着定位气缸42驱动第二翻孔定位块421退出,最后将翻孔结束后的杆件取出。优选地,各上述翻孔气缸41的活塞杆上于对应翻孔芯棒411的内侧还分别固定有第三安装块412,而各翻孔芯棒411上分别套设有复位弹簧44,各复位弹簧44的一端连接在对应的第三安装块412上,且翻孔状态下,各复位弹簧44被限位在其所在的第三安装块412与杆体1的对应处之间。这样在各复位弹簧44的弹性力的作用下能使各翻孔芯棒411能更加紧密地插设在对应的侧冲孔14以及翻孔定位孔43中,进而保证翻孔工序的可靠性。
43.本实用新型的零件由翻边工序、侧冲孔14工序以及翻孔工序依次完成,具体过程如下:
44.翻边:将待翻边的零件放置在翻边下模22的翻边下型面220上,翻边上模21在冲床
的作用下下移而与翻边下模22重合,杆体1的待翻边处卡入翻边上模21的翻边上型面210中。翻边固定楔形块23上的第一楔形面231与翻边活动楔形块25的第二楔形面251相互作用,各翻边活动楔形块25朝内移动,同时各翻边定位块27分别卡入对应端的零件间隙13中,翻边上模21继续下行,在由上至下的冲压力的作用下杆体1的待翻边处形成上述第一翻边11。最后通过翻边浮料销28将翻边后的杆体1顶出翻边下模22的翻边下型面220。
45.冲孔:经翻边工序处理后的杆体1放置在冲孔下模32的冲孔下型面320上,冲孔上模31下冲床的作用下下移而与冲孔下模32重合。冲孔固定楔形块34上的第三楔形面341与冲孔活动楔形块35上的第四楔形面351相互作用,各冲孔活动楔形块35朝内移动,冲孔上模31继续下行,各冲孔活动楔形块35上的冲头330分别冲压待冲孔处而形成侧冲孔14,同时冲孔废料滑出,最后通过冲孔浮料销37将冲孔后的杆体1顶出冲孔下模32的冲孔下型面320。
46.翻孔:经冲孔工序处理后的杆体1放置在翻孔下模40的顶面上并通过第一翻孔定位块45进行初定位。定位气缸42动作,将两端的第二翻孔定位块421推入对应的零件间隙13中,各第二翻孔定位块421与对应的第一翻孔12定位块分别拼合而对待翻孔的杆体1进行完全固定及定位。接着各翻孔气缸41分别动作而使各翻孔芯棒411分别穿入对应的侧冲孔14以及由上述第一翻孔定位块45的第一定位半孔431和由第二翻孔定位块421的第一定位半孔431拼合而成的翻孔定位孔43中,各翻孔芯棒411分别接触翻孔面,压入到位,各侧冲孔14处分别形成第一翻孔12。翻孔结束后,翻孔气缸41先带各翻孔芯棒411退出,接着各定位气缸42带各第二翻孔定位块421退出,手工将翻孔工序后的杆体1取出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1