通过切削在多个工件中的每一个上生产或加工一组相同齿的方法及其机床组和控制程序与流程
通过切削在多个工件中的每一个上生产或加工一组相同齿的方法及其机床组和控制程序
1.本发明涉及一种在滚动加工接合中在一个或多个切齿机上通过切削在工件批次的多个工件,特别是至少四个工件中的每一个上生产或加工一组相同齿的方法,所述切齿机具有一切齿刀具,所述切齿刀具具有一组齿,所述一组齿具有前刀面并具有旋转轴,在所述方法中,在检测到或预期到一组齿与为所述一组齿所寻求的齿形存在偏差的情况下,确定抵消所述偏差的对策,并且使用所述对策继续所述工件批次的额外工件的所述生产/加工。
2.这种方法和对策是已知的。为某些工件齿轮齿设计的切齿刀具不能在工件齿轮上精确地产生所寻求的齿形,这种情况可能会经常发生。例如,在车削左和/或右齿面上的一组齿的过程中,通过测量工件批次的第一工件或多个第一工件,可确定过大的齿形角偏差。如果工件数量很少,则只能在工件经过中间硬化后的后期硬精加工中考虑对策,但这会给后续的硬精加工过程带来相当大的负担,特别是在工件批量较大的情况下。并且在某些情况下,如果偏差太大,则难以补偿。
3.因此,正是在较大的工件批次的情况下,甚至在加工过程中,人们也会在技术中使用一种已用于加工工件批次中后续工件的对策,以使这些后续工件更接近所需的齿形。
4.为此,可利用现代cnc控制的切齿机的灵活性和加工精度,通过修改加工干预,来抵消检测到的由机床轴校正产生的偏差。例如,在齿轮车削的情况下,车削机的枢轴可以设置为经修改的刀具旋转轴相对于工件旋转轴的交叉轴角,或者加工位置的偏移可以使用切向滑架来设置。关于在车削期间这些情况之间的关系的进一步细节,参考ep 2537615 a1,本技术就这些方面、切削条件和车削的运动学参考了ep 2537615 a1。这允许使用一种极其灵活的校正方法,因此,在众多制造商制造的现代cnc机床中,实施了可独立计算必要机床轴改变的相应控制器。
5.本发明的目的是进一步改进本文开头所述类型的方法,特别是能同时获得令人满意的灵活性和工具使用寿命。
6.此目的是通过本发明在加工技术方面,通过至少部分地为改变前刀面相对于刀具的旋转轴的位置的对策来实现,所述改变是通过在切齿机上或在属于切齿机的机床组的磨床上进行的磨削而产生的。
7.因此,本发明将对策的一部分、特别是主要部分,从动态校正转变为刀具的结构改变,具体地,为前刀面相对于刀具旋转轴的相对位置的改变。在步进切割轮的典型设计中,这些前刀面,优选地根据本发明的平面前刀面,是通过步进角确定它们相对于工具旋转轴的位置,即,所述步进角为从圆周方向看,前刀面相对于与刀具旋转轴垂直的平面的倾角,在某些情况下,所述步进角为非零度的尖端前角,即,前刀面相对于此平面在刀具旋转轴的径向方向上的倾角。
8.根据本发明,前刀面的位置或位置方向是通过在原位进行重磨削来改变。优选地,将切齿刀具夹持在切齿机中用于重磨削。使用根据本发明的方法,不再需要或至少仅在较小程度上需要上述动态校正,以使工件批次的其他工件更接近期望的齿形,这意味着切齿
刀具仍用于更接近为切齿刀具选择的锥度的机床轴设置,因此,在最有利的情况下,有效后角保持完整。这可以防止加工力随着切齿刀具的使用寿命而发生改变,这种改变这被认为是增加切齿刀具上的负载并因此缩短工具使用寿命的一个因素。
9.然而,为了保持所述方法的灵活性,需要在原位重磨削切齿刀具,即使这需要接受重磨削所需的时间和机械变化。
10.所述方法适用于具有4个或更多、10个或更多、甚至20个或更多工件的较小批量工件,以及具有50个或更多、甚至100或200个或更多工件的较大批量工件。
11.可能有多种原因会导致决定重磨削切齿刀具的情况。例如,如果观察到需要提前进行补偿的硬化变形趋势,或者在其他情况下,例如,为了更接近所需的齿形,则可以修正在切齿刀具的正常使用寿命内发生的错误,也可以修改与具有容许公差的所需最终几何形状不同的所需齿形。
12.优选地,所述切齿刀具是切割轮,即,特别是用于车齿的车削轮,或用于对一组已经预切并在预切后硬化的齿进行硬车齿的车削轮,或用于对齿轮齿进行整形的整形轮。可使用硬质金属或粉末金属高速钢(pm-hss)材料,或其他材料,作为基材。在一些情况下,可以提供耐磨性增强涂层,例如al、crn,或本领域技术人员常见的任何其他涂层,例如tin。
13.在所述方法的一个优选实施例中,切齿刀具在其磨削加工和其继续使用之间不再经受具有耐磨增强层的涂覆,如在本领域中通常在重磨削之后进行的。这样一来,可省略耗时的涂装过程,也不会产生延时。总体而言,优选的是在重磨削后,迅速地准备好再次使用切齿刀具,并且特别优选地,在至少24小时内、更优选地在12小时内或甚至在6小时内使用。如果有多个相同的切齿刀具可用,在重磨削后也可以使用任一相同的刀具继续加工。
14.优选地,在相同的切齿机上继续使用所述切齿刀具,但是在具有多个切齿机的较大系统中,特别是并行处理相同类型的工件批次时,也可以在这种并行机床上继续使用所述切齿刀具。
15.在所述方法的一个优选实施例中,在磨削过程中,前刀面被磨削为修改的尖端前角,即,通过重磨削改变尖端前角。尖端前角的减小使工件齿轮齿形上的齿形角或压力角增加,相反,尖端前角的增加会使工件齿轮的两个齿面的齿形角减小(当使用双齿面方法时)。因此,在此方面进行的重磨削特别适用于校正或影响主要对称地出现在工件齿轮的左侧和右侧齿面上的偏差。
16.此外,替代地或附加地,在磨削过程中,优选地,以修改的步进角进行磨削或重磨削。这会导致对工件齿轮的一个侧面和另一侧面的造成不对称影响。例如,如果通过减小步进角来增加左侧齿面的齿形角,则右侧齿面的齿形角(在双齿面法中)不会增加,反而减小。因此,相对于左右齿面的偏差的齿形误差的不对称部分,优选地通过修改步进角来抵消。
17.为了简单说明,例如,当工件齿轮的左齿面齿形角偏差为+5,右齿面齿形角偏差为+1,可以将相对于左齿面的步进角修改为-2,并将尖端前角修改为-3。在左齿面,这些修正是相加的,可以用-5抵消+5的齿形角偏差;在右齿面,步进角修正抵消了尖端前角修正,因此-1的总修正也补偿了+1的齿形角偏差。
18.根据本发明的方法还可以包括上述动态校正作为额外对策。因此,除了改变前刀面的相对位置之外,确定所述对策还包括动态校正相对于机床轴运动修改的机床轴运动形式,以用于齿轮齿的生产/加工,或用于具有检测到的偏差的或待检测偏差的齿轮齿的原定
生产/加工。这方面的实例已经在说明书的引言中提到,这些实例也可用于解释本发明的进一步发展。
19.在本文中,优选地,动态校正由控制器独立地计算,所述控制器根据对前刀面进行的修改来控制用于加工操作的机床轴。例如,机床操作员从机床控制器接收用于重磨削切齿刀具的校正值或目标值。所述校正值或目标值是在确定要采取的对策时,根据与所寻求的齿形之间存在的偏差计算的。然后,磨床可以半自动或自动地执行受控的重磨削任务。同时,也可以设想,操作者决定进行部分重磨削,仅对偏差进行部分校正,而剩余的偏差通过动态校正来执行。
20.也可能的是,虽然全部的偏差都要通过重磨削来校正,但是,也可能在较晚的时间检测到需要动态校正的偏差。在这种情况下,切齿机将使用先前重磨削的刀具轮廓,而不是进行重磨削前的原始刀具轮廓,作为确定修正所需机床轴的基础。
21.如上所述,切齿刀具的重磨削可以在属于切齿机的机床组的磨床上进行,例如,在与机床组合中的切齿机机械连接的磨床上进行。在任何情况下,如果单独设置控制器,则最好将控制器连接起来,使上述重磨削参数可进行数据交换。在优选的实施例中,切齿刀具可以通过工具交换系统或以其他方式放置到磨床上。在一个更优选的实施例中,至少在自动处理工件批次的切齿机的情况下,不必将切齿刀具从切齿机的刀具头上松开,即可对切齿刀具进行重磨削。在这方面优选的方法配置中,加工干预的机床轴可用于在切齿刀具的磨削操作期间定位切齿刀具。
22.在设备技术方面,本发明受到具有如上所述的控制器的机床组以及控制程序的保护。
23.根据本发明的技术实现的优点源于上述方法方面的优点。
24.在额外方面,也可利用原位可磨削性对切齿刀具进行重磨削,即,对前刀面进行磨削加工,其中前刀面相对于刀具旋转轴的位置不变,而仅改变其相对于刀具旋转轴上的参考点的高度。
25.参考附图,描述了本发明的其他特征、细节和优点,其中
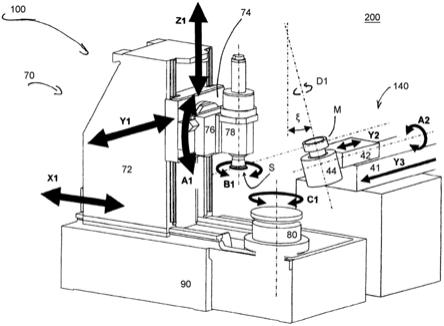
26.图1示出了带有集成磨床的切齿机。
27.图2示出了步进切割轮形式的切齿刀具。
28.图3示意性地示出了步进磨削刀具上的磨削接合。
29.图4示意性地示出了具有尖端前角的切割轮上的磨削接合。
30.图5示出了步进切割的图示。
31.图6示意性地示出了修改步进角的效果。
32.图7示出了尖端前角的图示。
33.图8示意性地示出了修改尖端前角的效果。
34.图9示出了在进行校正前刀面修改之前(a)和之后(b)的齿形角偏差。
35.图1所示的机床是一种设计为通过车削轮s进行车削的机床100。在工件侧,机床100具有工具台80,所述工具台80以可旋转驱动的方式安装在机床床身90中,并且工具台中待加工的工件(图1中未示出),例如,待加工出内齿轮的工件,是可夹紧的,以便可在工具侧绕加工旋转轴c1旋转。
36.在刀具侧,机床100具有用于使刀具相对于工件进行径向定位运动的线性机床轴
x1,用于使刀具沿工作台轴c1的轴向运动的轴z1,和用于在刀具和工件之间的切向进行相对运动的轴y1。所述线性轴x1、z1彼此垂直并且通过滑架装置70执行,其中用于x1轴运动的线性滑架72承载用于z1轴运动的垂直滑架74。用于承载刀具s的刀具头78,在此实施例中还承载cnc驱动器作为使刀具随旋转轴b1旋转的直接驱动器,所述刀具头可以与线性滑架76一起运动以进行切向运动y1。然而,切向滑架76可旋转地设置在具有枢轴a1的垂直滑架74上,因此其滑架运动仅在图1所示的位置是水平的,在其他情况下,相对于z1轴倾斜,且倾斜角度为设定的枢转角a1。
37.如图1所示,切齿机100与磨床140形成机床组合200。磨床140也可以具有用于进行重磨削的刀具的夹具,但优选设置在切齿机100的刀具主轴上的夹具。
38.磨床140具有运动系统,通过所述运动系统可以使磨削刀具m与夹持在刀具头78的刀具夹具中的车削轮s进行磨削接合,其中刀具侧的线性轴和旋转轴也(可以)用于产生磨削接合。在所示实施例中,磨削刀具m可在与x1-z1平面垂直的切线方向y上运动,所述磨削刀具在此实施例中被配置为杯形砂轮。因此可以将磨削刀具相对于径向方向x1横向地引入到加工空间中。在y方向上的运动由双滑架41、42实现,其中下滑架41用于相对于轴y3定位,而上滑架42用于磨削操作中的上升运动。此外,承载磨削刀具m、并被驱动绕轴d1旋转的磨削主轴44,被设置成可在与y方向垂直的平面中枢转(枢轴由a2表示),使得在旋转轴d1的轴向与轴z1(c1)之间、在与x1-z1平面平行的平面中形成角度ξ。
39.也可以想到一些变体,例如刀具头78的y1轴(可能与z1组合)用于磨削行程运动,并且在一些情况下,可省略磨头上的轴,如y2。还可以想到的是平行于x1方向的磨头的额外轴x2,或者具有枢轴x2的另一枢轴。
40.如果确定通过车削轮s加工的工件(例如通过齿轮测试机测量,未示出)的齿形偏离预定期望的齿形,则发出信号,并且,在此实施例中,决定对车削轮s进行修改之后,再对相同工件批次的其他工件进行加工,从而抵消检测到的齿形偏差。机床组合200的控制器(未示出)计算将前刀面定向(法向量)所需的改变(步进角和/或尖端前角),并且磨床140对车削轮s进行磨削操作,以便根据所述规格对其进行修改。
41.下文描述了车削轮s,其在步进磨削中实施(也参见图2),并且具有非零度的尖端前角。在这种情况下,将磨削工具m通过枢轴a2枢转至车削轮s的修正步进角。将车削轮s的枢轴a1枢转至车削轮s的修正尖端前角。在此设置中,待重磨削的前刀面5的中心线(在分度法中),在相对于径向轴x1的90
°
位置处水平延伸,且所述前刀面面向磨削刀具m的侧面。在磨削行程运动期间(轴y2),加工区域在磨削行程期间沿前刀面5运动,其中杯形砂轮m的磨削区域的方向与修改的前刀面的方向相匹配,从而可以相应地对前刀面5进行重磨削。显然,车削轮s的z1轴可用于加工接合和出料的高度调整,而xy机床轴可用于定位。
42.通过相对于径向轴x1横向进给磨削刀具m,减小了机床侧的空间需求。此外,由于磨削行程和进给方向的平行性,在很大程度上避免了重磨过程中的振动。这样,当在分度加工中连续地对所有前刀面5进行重磨削时,磨削刀具m被收回,且能够重新开始并继续利用车削轮s进行齿轮加工。
43.机床控制器自动采用因重磨削而产生的车削轮的形状改变引起的改变。机床控制器具有最初存储在其中的刀具设计的所有必要信息,以及在重磨期间,通过在此过程中使用的机床轴的轴向位置,进行的切削操作相关的信息。如果决定仅将重磨削作为纠正措施,
则使用与之前相同的机床轴控制器继续进行加工。当然,也可以规定,通过重磨削仅校正对策要求的(特别是主要的)一部分。在这种情况下,机床控制器会根据重磨削刀具的数据自动计算尚未考虑的校正分量,并且,对于此校正分量,如现有技术中的习惯做法,通过改变加工接合的机床轴设置,例如通过修改的枢轴设置(轴a1)或偏心度(轴y1),来执行动态校正。
44.然而,在替代实施例中,例如,如果刀具的一侧重磨削最接近(0
°
位置,例如用于内齿轮)或最远离(180
°
位置,例如用于外齿轮)主机架(70),磨削行程也可以在x1机床方向上进行。在这种情况下,最好将刀具头78的枢轴设置为加工轴交叉角。例如,如果工件加工是在零度位置进行加工的内齿轮加工,则可以将180
°
位置设置为相对轴交叉角的两倍,以便将前刀面5设置为水平。然而,也可以不以这种方式改变轴交叉角或将其留在加工位置。然后可以为磨头(44)提供额外枢轴;也可以在未设计成杯形砂轮的磨轮上使用高度圆锥形的外表面。在没有尖端前角的情况下,径向水平延伸的前刀面必须进行重磨削;在已有的尖端前角的情况下,例如,通过机床轴z1的额外运动,可以保持重磨削接触。为此,当使用杯形砂轮时,可以将轴a2(图1)枢转到尖端前角;并将重磨头的枢轴a2设置为在与加工操作中要磨削的表面相同的方向。
45.在此变体中,优选地,在刀具s的最靠近主机架(滑架装置70)的一侧进行重磨削,以避免占用工件台80的空间。这一点在加工内齿轮时尤其重要,因为刀头78不必通过枢轴a1枢转。在外齿轮的情况下,如果不打算通过枢轴a1进行枢转,则必须在180
°
位置进行重磨削。在180
°
位置,可用安装空间的条件通常更有利。特别是在车削轮s不具有尖端前角的情况下,也可以考虑在加工过程中,通过承载工件的主轴,使用磨削刀具m的旋转运动(在类似于图1的配置中,机床工作台80),并通过径向轴x1进行磨削行程。在尖端前角不等于零度时,也可以设想这种变体,即将径向轴x1用于磨削行程,并使用y1和z1的叠加运动进行接合区域的协调偏移(相对于0
°
位置)。
46.磨削行程沿对角线方向(即具有x和y方向分量)进行的叠加变体也可以绕图1所示机床配置的已有机床轴实施,一方面用于车削轮s和磨削刀具m。然后,优选地,根据磨削行程方向和为磨削刀具m设置的适合于修改的头前角的角度ξ,来设置车削轮s的枢转角(a1轴)。
47.根据所用磨削刀具m的尺寸,也可以设想完全放弃磨削行程的实现,即如果前刀面5已被完全覆盖。在这种情况下,重磨削将是切入磨削。
48.为了精确地确定车削轮s和磨削刀具m之间的相对位置,可以用磨削刀具m在轴向和圆周方向上探测车削轮s,以确定刀具s的齿相对于磨削刀具m的精确相对高度位置和相对角位置。特别是在改变加工刀具s和/或磨削刀具m之后,表现出这一点。这是因为在磨头78中的枢转使得刀具s能够以加工轴交叉角离开。然而,由于机床轴b1的先前加工和监控,刀齿4的角位置可能是已知的。噪声检测可用于接触检测,也可使用机床轴的监控,例如通过刀具或工件主轴(b1/c1)上的扭矩改变。也可以使用视觉检测方法,例如火花法。
49.当磨削刀具m已经经受了修整操作,这种探测也是优选的。所述探测可以全自动运行,即机床组合200独立地进行探测,或半自动地由操作员进行粗略预定位,或者如果操作员通过机床用户界面控制探测,则可选地由软件引导进行探测。也可以设想,使用手动控制,通过轴运动进行探测的纯手动变体。
50.例如,如果使用不带步进磨削的车削轮,则除了间歇工艺外,还可以使用例如使用杯形砂轮的连续重磨削工艺。
51.如果要形成非零度的修正的尖端前角,前刀面也可以磨成圆顶形,其表面在径向上略微弯曲。刀具头78的额外枢轴(图1中未示出)也可用于形成非零度的头前角。
52.原则上,可以使用比较扁平的杯轮作为杯形砂轮,也可以使用碟形砂轮。与实心筒形砂轮相比,杯形砂轮只占用狭窄的区域,因此可以更轻松、更准确地进行修整,这有利于修整磨削刀具。
53.图2示出了可在图1所示的机床100上使用的车削轮s的形状。可以清楚地看到具有步进切割前刀面5的刀齿4的步进切割设计。在图2所示的刀具s中,存在一个非零度的尖端前角φ(图7),前刀面也相对于径向倾斜。
54.图3示出了在使用杯形砂轮形式的磨削刀具m3对切割轮s3进行重磨削时的干预情况。可以看出,切割轮s3和磨削刀具m3的旋转轴朝向彼此枢转,进而匹配修正的步进磨削角τ,一次用于右向切割设计,一次用于左向切割设计。
55.图4示意性地示出了一种变体,其中未设置有步进磨削的切割轮s4由旋转的圆柱形砂轮m4进行重磨削。这里,可以看到如何设置各个旋转轴的相对角位置以匹配修正的切割轮s4的尖端前角。磨削行程运动由两侧的箭头表示。然而,例如也可以设想,在切割轮的轴方向上进行补偿运动,并将其与磨削行程耦合。这种类型的圆柱形磨削刀具,例如m4,也可以用于步进磨削的情况,但不能用于图4所示的重磨削位置,而是旋转90
°
的位置(靠近车削头的0
°
和远离车削头的180
°
之间的中间位置),在某些情况下带有偏移。
56.图5示出了步进切割轮的细节图,其中绘制了步进角。图6的目的是为了说明工件齿轮的齿形的哪些修改是由步进角的改变引起的。因此,在图5的图示中,减小步进角会增加左侧的齿形角并减小右侧的齿形角(图6a),而增加步进角则相反(图6b)。修改的刀具的影响用虚线表示。如果将刀具从向右上升改为向左上升(反之亦然),则能反映出这些影响。
57.为了详细说明所示步进切割轮,图7示出了尖端前角与图6相似,图8示出了通过将前刀面5重磨削至不同的尖端前角而进行的修改的影响。此处,减小尖端前角会导致工件两侧齿形角增加(图8a),而增加尖端前角会导致两侧齿形角减小(图8b)。
58.通过叠加两种校正,可以通过校正尖端前角来校正齿形偏差的对称部分,并可以通过步进角的影响来校正齿形偏差的不对称部分。
59.例如,工件批次的一组齿有如下齿轮数据:模数1.7,压力角20
°
,齿数90,螺旋角0(直),齿宽25毫米,根圆直径155毫米,尖端圆直径148毫米。并且用于形成此组齿的切割轮具有以下参数:齿数54,螺旋角10
°
,步进角10
°
,以及尖端前角5
°
。如果确定此切割轮的齿形偏差为左侧3.9微米和右侧9.3微米,如图9a的测量图表所示,在此具体实施例中,对切割轮的前刀面进行补偿重磨削,以形成3
°
的尖端前角和12
°
的步进角。根据图9b的测量图表(使用修改的(校正的)的切割轮生成的),可以看出重磨削抵消与图9a的偏差的效果。
60.由上文可知,本发明不限于前述实例中具体说明的实施方式。确切地说,对于实施本发明的不同实施例来说,单独的和组合的以上描述和所附权利要求的各个特征是重要的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1