纯水液压缸立柱的强化处理方法及所述纯水液压缸立柱与流程
1.本发明涉及表面强化处理技术领域,尤其是涉及一种纯水液压缸立柱的强化处理方法以及所述纯水液压缸立柱。
背景技术:
2.煤矿综采液压支架是控制采煤工作面矿山压力的大型核心装备,立柱是煤矿综采工作面液压支架的主要承载部件,起着调节支架高度、维持支架平衡、缓冲过载冲击等作用,是液压支架所有油缸缸径最大、承载作用力最强,同时也是维修率最高、最不易更换的油缸。由于其煤矿井下环境恶劣,矿井钢结构件腐蚀严重受乳化液或纯水等介质的腐蚀以及液体压力的冲击,并与密封圈等频繁摩擦,长时间使用后会使立柱产生磨损和腐蚀,导致立柱尺寸精度发生变化,造成油缸工作压力下降以至立柱的损坏。而随着国家对环保要求的提升,绿色生产的要求使得越来越多的企业考虑使用纯水介质来替代乳化液。所谓“纯水”是指纯粹的天然水,即不含任何添加剂的水。纯水作为液压传动的工作介质,具备如下特点:无污染,有利于全民绿色意识的提高;成本低、阻燃性、安全性(这对大量使用液压油及乳化液煤炭行业来说其前景十分看好)、系统程度损失和局部损失都非常小、响应快(采用纯水作为工作介质可以使液压伺服系统的执行机构实行更准确的定位)、温升小、系统维护保养方便、维护检测成本低等优点。同时也存在腐蚀性强、气蚀严重、放漏性差等缺陷。因此这些原有给液压支架立柱强化提出了很大的挑战。
3.因此,立柱强化技术直接关系到设备的安全运行,目前市场上关于立柱强化的技术主要有:(1)通过对立柱外缸和中缸进行电镀或者化学镀并使用乳化剂作为介质的强化技术;(2)通过对立柱外缸和中缸进行激光熔覆或者喷涂并使用纯水介质的强化技术。这两种技术均未能全面解决液压支架立柱油缸的腐蚀问题,立柱除了外缸和中缸外还有活柱等结构件,任一结构件的腐蚀或者损坏都会对立柱整体造成破坏,并且电镀和化学镀废液排放多,对环境的污染大。
技术实现要素:
4.本发明针对纯水液压缸立柱腐蚀性强、磨损严重的问题,本发明提出一种纯水液压缸立柱的强化处理方法以及所述纯水液压缸立柱,针对和纯水介质接触的每一部分(包括外缸、中缸以及附件)进行强化处理,很好的解决了纯水液压缸立柱腐蚀性强、磨损严重、立柱使用寿命短、更换维修复杂等问题,对于煤矿综采的发展有着至关重要的意义。
5.为达到上述目的,本实发明的技术方案为:一种纯水液压缸立柱的强化处理方法,所述纯水液压缸立柱包括外缸缸底1、外缸缸筒、中缸缸底5、中缸缸筒、活柱柱底9、活柱柱筒、活柱柱头12,所述外缸缸底1和外缸缸筒连接形成外缸,所述中缸缸底5和中缸缸筒连接形成中缸,所述活柱柱底9、活柱柱筒、活柱柱头12连接形成活柱缸,所述活柱缸设置于所述中缸内,所述中缸设置于所述外缸内;所述强化处理方法包括以下步骤:
步骤一、针对外缸缸底进行激光熔覆不锈钢强化处理,在外缸缸底表面形成不锈钢激光熔覆层;步骤二、针对外缸缸筒的外缸内壁进行激光熔覆不锈钢强化处理,在外缸内壁表面形成不锈钢激光熔覆层,针对外缸缸筒的外缸外壁进行刷漆处理,在外缸外壁表面形成保护漆层;步骤三、将外缸缸底与外缸缸筒通过激光无缝焊接进行连接,并在焊接连接处进行激光熔覆不锈钢强化处理,形成不锈钢激光熔覆层;步骤四、采用不锈钢材质制作中缸缸底;步骤五、针对中缸缸筒的中缸外壁和中缸内壁进行激光熔覆不锈钢强化处理,在中缸外壁表面和中缸内壁表面形成不锈钢激光熔覆层;步骤六、将中缸缸底与中缸缸筒通过激光无缝焊接进行连接,并在焊接连接处进行激光熔覆不锈钢强化处理,形成不锈钢激光熔覆层;步骤七、采用不锈钢材质制作活柱柱底;步骤八、针对活柱柱筒的活柱柱筒外壁和活柱柱筒内壁进行激光熔覆不锈钢强化处理,在活柱柱筒外壁表面和活柱柱筒内壁表面形成不锈钢激光熔覆层;步骤九、将活柱柱筒与活柱柱底通过激光无缝焊接进行连接,并在焊接连接处进行激光熔覆不锈钢强化处理,形成不锈钢激光熔覆层。
6.进一步的根据本发明所述纯水液压缸立柱的强化处理方法,其中步骤二、步骤五和步骤八中,采用内孔激光熔覆设备对内壁表面进行激光熔覆不锈钢强化处理。
7.进一步的根据本发明所述纯水液压缸立柱的强化处理方法,其中步骤二和步骤五中,对外缸缸筒的外缸缸口和中缸缸筒的中缸缸口专门进行激光熔覆不锈钢强化处理。
8.进一步的根据本发明所述纯水液压缸立柱的强化处理方法,其中所述外缸缸底和中缸缸底之间、所述中缸缸底和活柱柱底之间、所述外缸缸筒和中缸缸筒之间、所述中缸缸筒和活柱柱筒之间均形成有彼此独立且相互密封的液压腔,所述液压腔连通于通液管,所述中缸缸底与外缸缸筒之间、所述中缸缸筒与外缸缸口之间、所述活柱柱底与中缸缸筒之间、所述活柱柱筒与中缸缸口之间均设置有密封件。
9.进一步的根据本发明所述纯水液压缸立柱的强化处理方法,其中所述通液管和密封件全部进行激光熔覆不锈钢强化处理,表面均形成不锈钢激光熔覆层。
10.进一步的根据本发明所述纯水液压缸立柱的强化处理方法,其中所述中缸缸底上设置有底阀,所述底阀进行激光熔覆不锈钢强化处理,并在表面形成不锈钢激光熔覆层。
11.进一步的根据本发明所述纯水液压缸立柱的强化处理方法,其中所述激光熔覆不锈钢强化处理是指通过激光熔覆设备将不锈钢材料熔覆于工件表面,并形成致密的不锈钢激光熔覆层。
12.进一步的根据本发明所述纯水液压缸立柱的强化处理方法,其中所述纯水液压缸立柱中的所有附属结构件均进行激光熔覆不锈钢强化处理。
13.进一步的根据本发明所述纯水液压缸立柱的强化处理方法,其中所述纯水液压缸立柱的所有与液压液接触的表面均进行耐磨和耐腐蚀强化处理。
14.进一步的根据本发明所述纯水液压缸立柱的强化处理方法,其中所述耐磨和耐腐蚀强化处理包括以下两种方式:(1)采用不锈钢材质制作;(2)采用激光熔覆不锈钢形成不
锈钢激光熔覆层。
15.一种纯水液压缸立柱,所述纯水液压缸立柱经过本发明所述强化处理方法处理。
16.本发明的主要创新技术及其技术效果至少包括:1)本发明创新的一种用于纯水液压缸立柱的强化处理方法,将液压缸的每个部分都进行的强化处理,解决了目前市场上对于纯水介质强化难的问题;2)本发明创新的将激光熔覆技术应用于纯水液压缸立柱的强化处理,既很好的保证了母材的性能又提高了液压缸的力学性能;3)本发明创新的将激光熔覆技术应用于纯水液压缸底座和外壁的强化,既提高了立柱的刚度和强度而且提升了立柱的耐磨性和耐腐蚀性。
17.4)本发明创新的将激光内孔熔覆技术应用于纯水液压缸内壁的强化,既很好的解决了电镀和化学镀容易造成环境污染的问题,又解决了市场上针对液压油缸全面强化困难的问题,整体提升了液压缸的使用寿命;5)本发明创新的将激光熔覆焊接技术应用于外缸缸底与外缸缸体、中缸缸底与中缸缸体、活柱柱底与活柱柱筒,以往连接部位是其最容易腐蚀的位置,该发明通过激光熔覆不锈钢进行焊接,既保证了连接处的强度又保证了连接处的密封性和耐磨性,不仅保证了零件的装配要求,还提高了零件的力学性能;6)本发明创新的在于所有于介质接触的部位,包括缸体和附件通液管、底座、安全阀和导向套和支撑环以及密封件等都进行了强化处理,保证了每一部分在正常使用的基础上具有很好的耐磨性和耐腐蚀性,提高了立柱的力学性能,保证了工作人员的生命安全;7)综上本发明提出的一种用于纯水介质的液压缸立柱强化的处理方法,不仅没有损伤母材,而且提升了母材的力学性能,强化效果好,并且解决了电镀和化学镀废液排放和环境污染的问题,大大提高了激液压立柱的使用寿命,并且推广了激光熔覆技术在液压缸使用方面的应用性,具有广阔的推广应用前景。同时本发明所述一种用于纯水介质的液压油缸立柱强化的处理方法技术可靠,强化处理后液压缸立柱的力学性能优良。
附图说明
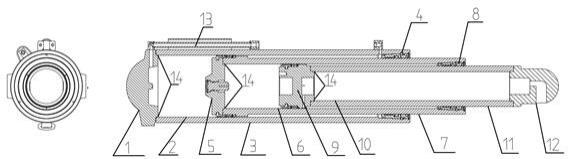
18.图1为本发明所述强化处理方法所针对的纯水液压缸立柱的整体结构示意图。
19.图2为本发明所述强化处理方法中激光熔覆不锈钢强化处理外缸缸底的示意图。
20.图3为本发明所述强化处理方法中激光熔覆不锈钢强化处理外缸内壁的示意图。
21.图4为本发明所述强化处理方法中激光熔覆不锈钢强化处理活柱柱筒外壁的示意图。
22.附图中各标记的含义如下:1、外缸缸底;2、外缸内壁;3、外缸外壁;4、外缸缸口;5、中缸缸底;6、中缸内壁;7、中缸外壁;8、中缸缸口;9、活柱柱底;10、活柱柱筒内壁;11、活柱柱筒外壁;12、活柱柱头;13、连接附件(通液管、底座、安全阀和导向套和支撑环以及密封件等);14、连接处(外缸缸底与外缸缸体、中缸缸底与中缸缸体、活柱柱底与活柱柱筒)。
具体实施方式
23.下面结合附图对本发明作进一步说明,以使液压油缸使用人员和激光熔覆技术人
员能够更加清楚的理解本发明,但并不因此限制本发明的保护范围。
24.本发明提出一种纯水液压缸立柱的强化处理方法,针对如附图1所示的纯水液压缸结构创新进行强化处理,所述的纯水液压缸结构包括外缸缸底1、外缸缸筒、中缸缸底5、中缸缸筒、活柱柱底9、活柱柱筒、活柱柱头12,所述外缸缸底1和外缸缸筒焊接连接形成外缸,所述中缸缸底5和中缸缸筒焊接连接形成中缸,所述活柱柱底9、活柱柱筒、活柱柱头12焊接连接形成活柱缸。所述活柱缸设置于所述中缸内,并能够在所述中缸内进行液压伸缩移动,所述中缸内壁和活柱缸外壁之间设置有导向套、密封件等结构附件,所述中缸设置于所述外缸内,并能够在所述外缸内进行液压伸缩移动,所述中缸外壁和外缸内壁之间设置有导向套、密封件等结构附件。所述外缸缸底和中缸缸底之间、所述中缸缸底和活柱柱底之间、所述外缸缸筒和中缸缸筒之间、所述中缸缸筒和活柱柱筒之间均形成有彼此独立且相互密封的液压腔,各液压腔分别连通于各自的通液管。
25.本发明针对这种纯水液压缸结构提出的强化处理方法具体包括以下步骤:步骤一、针对外缸缸底进行强化处理,具体的通过激光熔覆设备在外缸缸底表面进行激光熔覆不锈钢的强化处理,具体熔覆方法参考图2,在外缸缸底所有表面激光熔覆不锈钢形成不锈钢激光熔覆层,激光熔覆不锈钢属于冶金结合,这样能保证外缸缸底所有与纯水介质接触的部位刚度强度高、耐磨性和耐腐蚀性好。
26.步骤二、针对外缸缸筒进行强化处理。首先针对外缸缸筒的外缸内壁2,通过内孔激光熔覆设备进行外缸内壁包括外缸缸口4激光熔覆不锈钢的强化处理,具体熔覆方法参考图3,在外缸内壁2包括外缸缸口4形成不锈钢激光熔覆层。由于外缸内壁与纯水介质直接接触,对表面的耐腐蚀性高,而该发明提出的在外缸内壁激光熔覆不锈钢不仅很好的保证了缸体本身的强度和硬度,并且激光熔覆属于冶金结合与母材的接触好,中间没有间隙,表层的不锈钢层保证了与介质接触时的耐磨性和耐腐蚀性。其次针对外缸缸筒的外缸外壁3,其虽然不与介质直接接触,但是长期暴露在外,由于井底的环境恶劣,环境中的腐蚀介质也会对外缸外壁进行损坏,因此也需要对外缸外壁3进行强化处理,具体处理方法是在外缸外壁的表面刷保护漆,不仅起到了保护外缸的作用而且美观,并能够在满足防腐要求下降低处理成本。
27.步骤三、针对外缸缸底与外缸缸筒之间的连接,外缸缸底与外缸缸筒通过激光焊接连接,并在焊接连接处进行激光熔覆不锈钢强化处理。市场上普通液压立柱连接处是普通焊接进行连接,而这样很容易产生孔隙,当介质纯水等易腐蚀物质流入后很容易对立柱整体造成腐蚀,而该发明通过使用激光熔覆不锈钢将连接处进行无缝连接,这样不仅保证了立柱整体的强度而且提高了接触部位的耐磨性和耐腐蚀性。
28.步骤四、针对中缸缸底5直接采用不锈钢进行制作,中缸缸底5由于其结构复杂、零件尺寸较小,并且直接与介质接触,激光熔覆不方便,考虑直接制作不锈钢中缸缸底,这样既方便与中缸缸体进行连接,又保证液压立柱的密封性,提高了液压立柱的耐磨性和耐腐蚀性。
29.步骤五、针对中缸缸筒进行强化处理,针对中缸缸筒的中缸外壁7和中缸内壁6,参照步骤二和附图3所示的方法,在中缸外壁7和中缸内壁6(含中缸缸口8)进行激光熔覆不锈钢的强化处理,在中缸外壁7和中缸内壁6(含中缸缸口8)的表面均形成不锈钢激光熔覆层。
30.步骤六、针对中缸缸底与中缸缸筒之间的连接,参照步骤三,中缸缸底与中缸缸筒
通过激光焊接连接,并在焊接连接处进行激光熔覆不锈钢强化处理。
31.步骤七、针对活柱柱底9的强化处理,由于其结构复杂、零件尺寸较小,并且直接与介质接触,激光熔覆不方便,考虑直接制作为不锈钢活柱柱底,这样既方便与活柱柱筒进行连接,又保证了液压立柱的密封性,提高了液压立柱的耐磨性和耐腐蚀性。
32.步骤八、针对活柱柱筒的强化处理,针对活柱柱筒外壁11和活柱柱筒内壁10,参照步骤二以及附图3与附图4所示的方法,对活柱柱筒外壁11和活柱柱筒内壁10进行激光熔覆不锈钢的强化处理,在活柱柱筒外壁11和活柱柱筒内壁10的表面均形成不锈钢激光熔覆层,因为这些壁面都与纯水介质直接接触,而接触部位只有有一点腐蚀就会扩展,造成整个立柱的损坏,因此通过激光熔覆不锈钢强化技术不仅保证了与介质接触部位的耐腐蚀性,而且提高了由于之间相互运动产生的摩擦性。尤其是对于活柱柱筒内壁10的激光熔覆不锈钢强化技术属于首创技术,目前市场上没有针对活柱柱筒内壁10进行强化的技术。
33.步骤九、针对活柱柱筒和活柱柱底之间的连接,参照步骤三,活柱柱筒和活柱柱底通过激光焊接连接,并在焊接连接处进行激光熔覆不锈钢强化处理。
34.步骤十、另外特别的,针对外缸缸口4和中缸缸口8,这些与导向环、支撑环、密封件等接触的部位往往是易腐蚀磨损部位,对这些部位专门进行激光熔覆不锈钢强化,以保证接触部分强度且提高这些部位的耐腐蚀性。针对通液管、底座、安全阀、导向套、支撑环以及密封件13等部件及其与缸口的接触部位全部采用激光熔覆进行不锈钢强化处理,通液管、底座、安全阀、导向套、支撑环以及密封件13等部件直接与介质接触,它们的性能的好坏直接决定着液压缸立柱的性能,针对这些零件通过立柱的与介质水压的特性理论设计模拟计算,选择耐磨耐腐蚀材质,并且保证于缸体尺寸精准配合,中间不能留有间隙,这样保证了密封性又保证了液压缸立柱的强化性(高的强度和耐磨耐腐蚀性)。
35.本发明进一步提出基于所述强化处理方法处理后的纯水液压缸立柱。本发明所述技术不仅没有损伤母材,而且提升了母材的使用寿命,强化效果好,并且解决了电镀和化学镀废液排放和环境污染的问题,大大提高了激液压立柱的使用寿命,推广了激光熔覆技术在液压缸使用方面的应用性,具有广阔的推广应用前景。同时本发明所述一种用于纯水液压油缸立柱强化的处理方法技术可靠,强化处理后液压缸立柱的力学性能优良。
36.以上仅是对本发明的优选实施方式进行了描述,并不将本发明的技术方案限制于此,液压缸立柱使用领域和激光熔覆修复技术人员在本发明的主要技术构思的基础上所作的任何公知变形都属于本发明所要保护的技术范畴,本发明具体的保护范围以权利要求书的记载为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1